宣钢2号高炉高产低耗生产实践
2021-04-27张明刚
张 旭 韩 成 张明刚 秦 愉
(河钢集团宣钢公司)
0 前言
宣钢2号高炉于2010年9月18日开炉,设计炉容为2 500 m³,上料系统采用“PW”并罐无料钟炉顶设备,水冷气封式布料溜槽传动齿轮箱。冷却系统采用软水密闭循环系统,从炉底到炉喉钢砖下沿共设14段冷却壁,其中炉腹、炉腰、炉身下部区域采用4段铜冷却壁,其余均为铸铁冷却壁。2号高炉共设置30个风口,3个铁口,配置3座内燃式热风炉,预留第四座热风炉位置。煤气系统采用重力除尘、旋风除尘、布袋干法除尘工艺。
1 生产状况
宣钢2号高炉开炉4天利用系数便达到了2.00 t/(m³·d),完成了快速达产的任务,但由于受设备故障、操作思路不统一、原燃料条件不稳定等因素的影响,在后续的生产中未能更好地实现产量的提升与指标的优化。为此,高炉工作者们群策群力,在借鉴其他高炉经验的同时,结合2号高炉自身的特点,采取了一系列措施来保证高炉的稳定顺行。
2 主要措施
2.1 改善原燃料条件
2.1.1 改善烧结矿质量
宣钢2号高炉炉料结构中70%以上为烧结矿,因此烧结矿质量的稳定直接关系到炉况的稳定。通过技术改进,烧结矿质量逐步改善,为高炉提产降耗创造了有利条件。近年来的烧结矿粒级参数变化见表1。
2.1.2 优化配料结构
2号高炉开炉时的炉料结构为75%烧结矿+25%球团矿。随着市场竞争越来越激烈,降本增效成为了首要任务,入炉原料中用价格相对便宜的PB矿代替部分球团矿,炉料结构逐步变为75%烧结矿+13%PB矿+12%球团矿,由于三种炉料的物理性质以及冶金性能存在较大差异,导致软融带位置及薄厚程度不稳定,影响炉况顺行。因此,为保证高炉的稳定顺行,入炉料结构中PB矿的使用量应控制在4%,这样可以使高炉软融带尽量保持稳定。
2.1.3 焦炭质量管理
宣钢受焦炭产能的限制,自产焦炭占所用焦炭的比例为60%左右,剩下的40%需要外购。众所周知,焦炭在高炉中起到了关键的料柱骨架的作用,因此必须改善焦炭质量。近年来的焦炭质量情况见表2。在自产干焦方面,采取优化配煤结构、延长结焦时间来改善干焦质量,外购焦则由原来的二级焦变为冶金性能良好的一级焦(如图1所示)。同时,提高干熄焦比例,以稳定焦炭入炉结构,近年来的焦炭结构比例见表3(由于干熄焦系统4~5月检修时间长,所以2018年干焦比例较2017年的降低了10%)。
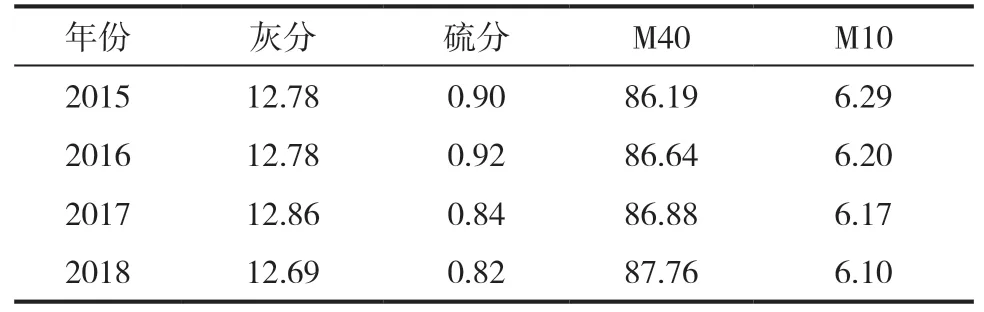
表2 近年来的焦炭质量情况 %
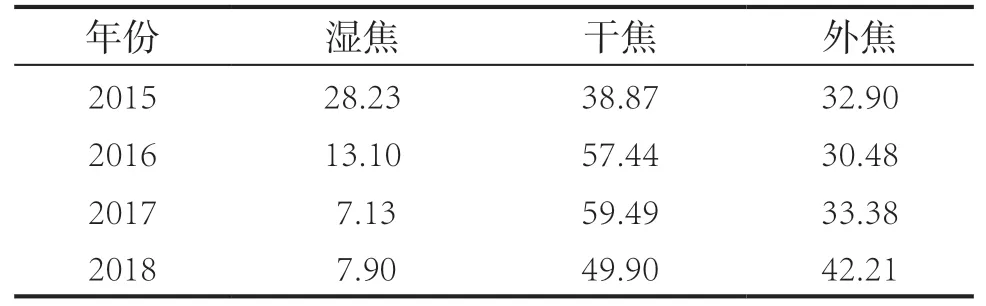
表3 近年来的焦炭结构比例 %
2.2 优化操作制度
2.2.1 上部制度的调整
宣钢2号高炉开炉初期,借鉴1号2 500 m³高炉的经验,采取“矿4焦5,矿焦同角”的装料制度,但利用系数始终维持在2.25 t/(m³·d)左右,无法进一步提高,后采用中心注焦的装料制度,产量虽然有所提高,但燃耗却大幅上升,成本压力加大。2015年3月,通过不断的摸索与论证,采取了“平台+漏斗”的装料制度,成功实现了“平台稳定边缘,漏斗发展中心”的目标[1]。在此基础上,遵循“稳定边缘、打开中心,稳定中心、照顾边缘”的方针,逐步优化装料制度,装料制度的调整进程见表4。矿批则控制在61~62 t,8小时料速控制在56±1批,即小批快料的模式,一是可以兼顾中心气流和边缘气流,稳定煤气流分布;二是矿批小,矿层薄,可以改善料柱的透气性;三是较快的料速可以使炉顶煤气温度降低,提高煤气利用率,从而降低燃耗。

图1 外购焦质量对比
2.2.2 下部制度的调整
送风制度是否合理直接关系到炉缸初始煤气流的分布以及风口回旋区的大小与形状,决定了炉缸的工作状态。因此,风口长度由585 mm改为615 mm,角度由斜5°改为斜8°,这样可以使风口前回旋区向炉缸中心延伸。风口面积由最初的0.328 0 ㎡扩大至0.339 3 ㎡,实现大风口、大风量、高动能的目标。但是,由于风温水平呈逐年降低的趋势,为保证鼓风动能的稳定,被迫把风口面积逐步缩小至0.324 8 ㎡,以稳定炉况。
2.2.3 热制度和造渣制度的管理
低硅冶炼是提产降耗的一项重要措施,既可以减少渣量和燃耗,缩短冶炼周期,降低成本,又能减少下一道炼钢工序中氧气的消耗,为炼钢降耗提供条件[2]。但需要注意的是,低硅冶炼必须是以合理的炉温为前提的,不能一味地降低炉温,否则会造成软熔带不稳定,炉况不顺,甚至是炉凉。宣钢2号高炉的[Si]含量长期控制在0.30%~0.40%,铁水温度在1 500 ℃~1 510 ℃,保证了炉缸热量的稳定。二元碱度则控制在1.21~1.23倍,利用充沛的热量和渣铁良好的流动性来活跃炉缸,防止炉缸堆积。
2.3 优化操作工艺
2.3.1 提高富氧率
富氧鼓风是高炉强化冶炼的重要手段,不仅可以有效地提高高炉产量,还可以使炉内高温区下移,间接还原区扩大,有利于间接还原的进行,同时还能降低炉顶温度,减少煤气量,从而减少炉顶煤气带走的热量,提高热量的利用率,降低燃耗,且有助于煤比的提高。宣钢2号高炉的富氧率逐步提高至5.0%,即富氧量保持在14 500 m³/h,一方面可以弥补因风温降低而造成的理论燃烧温度的降低,另一方面可以提高煤粉的置换比,从而减少未燃煤对炉况的影响。
2.3.2 高压操作
高压操作有利于稳定煤气流,保证高炉的稳定顺行,同时减少瓦斯灰的吹出量,提高生铁回收,还可以适当抑制中心气流,使煤气在炉内的停留时间加长,提高煤气利用率,降低燃耗。经验表明,炉顶压力提高0.1%,焦比则降低0.5%。宣钢2号高炉顶压与风量的比值稳定在0.043左右,压差不超185 kPa,实际风速为270~280 m/s,进一步稳定了炉况。
2.3.3 理论燃烧温度的控制
适宜的理论燃烧温度应当能满足高炉正常冶炼时所需的炉缸温度以及热量,宣钢2号高炉的理论燃烧温度一般控制在2 250~2 280 ℃,但是由于热风炉格子砖渣化、堵孔、错位等因素影响,造成风温水平的降低(见表5),直接导致风口前理论燃烧温度的降低,炉缸内渣铁热量不足。经验表明,风温降低100 ℃,理论燃烧温度降低80 ℃;富氧率增加1%,理论燃烧温度升高40 ℃,因此风温降低后对高炉操作的影响很大[3]。风温下降后,可以通过提高高炉富氧率来保持理论燃烧温度的稳定,即将富氧率从3.5%提高至5.0%。
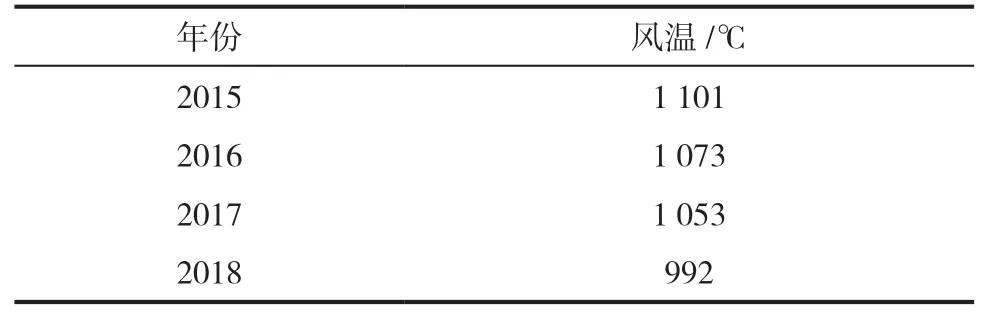
表5 2号高炉风温情况
2.3.4 加强炉型管理
宣钢2号高炉开炉已经快9年的时间了,进入了炉役中期,应把炉型的管理放到日常的工作当中。加强炉缸、炉底温度的监测,判断炉缸碳砖厚度的变化和侵蚀程度,从而实现高炉的长期安全生产。2016年12月,3号铁口区域的T04083、T04092碳砖的温度分别升高至642 ℃和597 ℃,严重威胁到了高炉的安全生产。通过采取提高冷却水流量、提高入炉钛负荷、提高炉温及铁口深度、降低冶炼强度等一系列措施,至2017年2月,两个点的温度均降到了350 ℃以下,回到了正常水平,保证了高炉的安全生产[4]。护炉前后炉缸FK系统模拟侵蚀对比如图2所示。
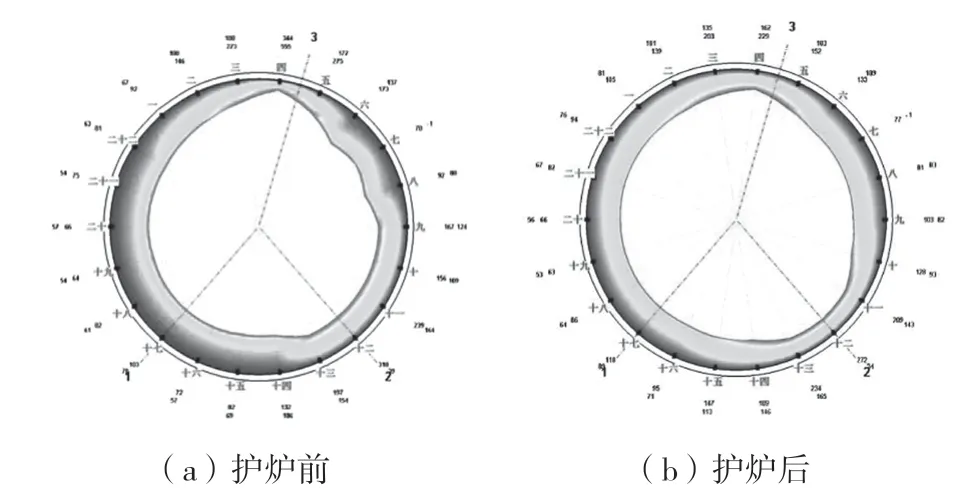
图2 炉缸FK系统模拟侵蚀对比
2.4 其他措施
2.4.1 提高工长日常操作水平
宣钢的高炉工长年龄跨度较大,操作水平和理念存在较大的差异,造成三班操作不稳定,易造成炉况波动。因此,通过组织工长学习操作技能,熟悉掌握炼铁工艺中各环节的操作要点,统一操作思路,加强班次之间的交接与协调,做到“接好上班,交好下班”,为炉况稳定打下了坚实的基础。
2.4.2 加强出铁管理
炉前出铁也是保证高炉稳定顺行的重要因素,只有及时打开铁口,放出炉内渣铁,才不会发生炉内因渣铁排放不畅而造成的憋风现象。宣钢2号高炉共有3个铁口,采用“两用一修”的模式。在铁口的维护上严格按照工艺要求操作,即铁口深度3.0~3.2 m,开口时间10~15 min,单日出铁炉次15~16次,稳定的出铁操作为高炉的稳定创造了条件。
2.4.3 加强原燃料筛分
受生产条件所限,宣钢原燃料在运输过程中需要经过9条皮带,约5 km的路程才能达到槽下料仓,运输路途长,转运次数多,造成了原燃料粒级变差,粉末增多。为此,要求槽下岗位人员按时查看振动筛的工作情况,及时清理筛网杂物,防止筛网堵塞,提高筛分效率,减少粉末入炉。筛网清理前后的对比如图3所示。杜绝低料位现象,要求槽下料位不得低于6 m,避免炉料的二次摔打,工长则定期到槽下看料,观察原燃料质量的变化情况,为高炉操作提供参考。
2.4.4 设备保障
设备的正常运行是高炉稳定顺行的根本,是高炉正常生产的重要保障。因此,制定了详细的高炉设备点检和维修制度,一是岗位人员按照规定的时间及路线进行点检,发现问题或者隐患及时联系检修人员处理,绝不拖延;二是加快设备维修进度,当设备出现故障需要处理时,及时通知第一责任人和相关人员到场处理,力争在最短的时间内把设备处理好,减少对炉况的影响。

图3 筛网清理前后对比
3 生产效果
通过采取以上一系列措施,宣钢2号高炉的技术经济指标得到了提高,实现了“高产、优质、低耗、长寿”的绿色炼铁,历年指标统计见表6。

表6 2号高炉历年指标统计
2018年9月15日,第四座热风炉开始建设,于2018年11月23日正式投入使用,风温水平得到了提高。风温提高后,高炉的技术经济指标得到了显著的提高。2号高炉2019年1~8月指标统计见表7,由于2019年3月1日~6日计划检修7 133 min,2019年7月14日~17日计划检修4 202 min,导致高炉利用系数偏低,各项技术经济指标出现了小幅下滑。
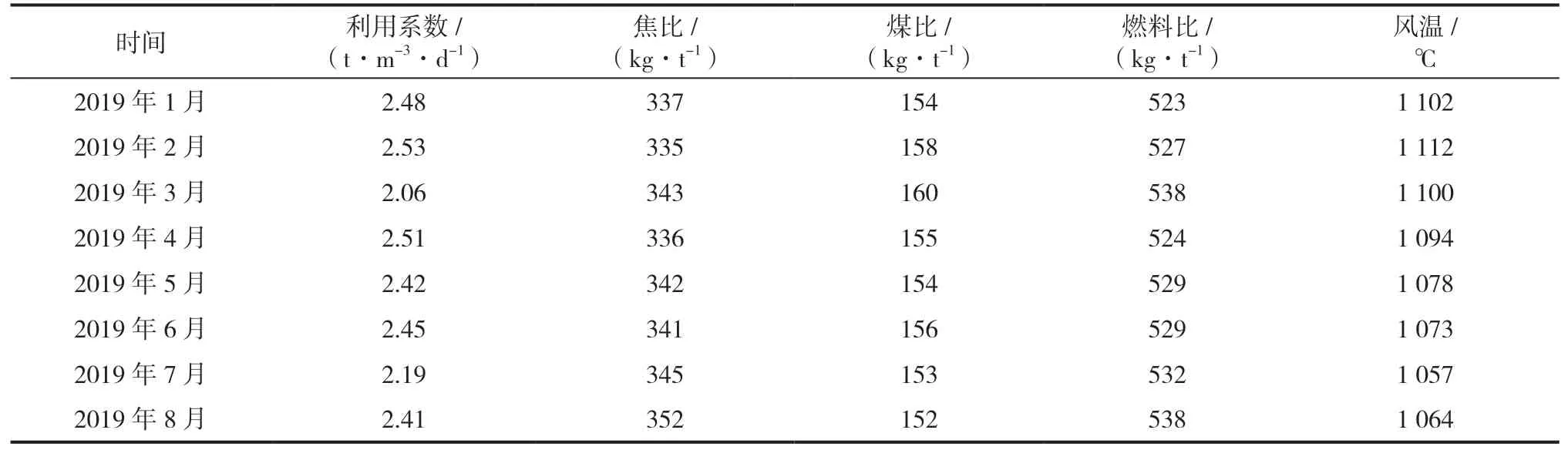
表7 2号高炉2019年1~8月指标统计
4 结语
通过加强宣钢2号高炉的原燃料管理,通过采取合理的操作制度,加强外围保障等措施,使高炉的产量水平得到了提高,技术经济指标得到了明显的改善,为高炉实现高产低耗做出了贡献,并在很大程度上抵消了外围因素带来的不利影响,同时降低了固体燃料消耗,减少了烟气的排放量,利于对周边环境的保护,起到了节能减排的作用。