低屈强比汽车大梁钢的工艺研究与实践
2021-04-27何晓波万国喜刘艳玲
何晓波 万国喜 刘艳玲
(安阳钢铁股份有限公司)
0 前言
汽车大梁用钢主要用于制造汽车纵梁、横梁、保险杠等结构件,由于需要承受较重的载荷,在行驶过程中受到各种冲击、扭转等复杂应力作用,工作条件相当苛刻。因此,汽车大梁不仅需要具有较高的强度,还需要有良好的冷成型性、可焊性和耐疲劳性等。在用户的加工使用过程中,还需要满足剪切、热切割、冲压、冲孔、折弯、焊接等多种加工要求。
在复杂的成型过程中,钢材会产生加工硬化、开裂等现象,为降低开裂比例,提高成材率和生产效率,用户更容易接受低屈强比、高强度的汽车钢,在钢铁材料的使用过程中发现,低屈强比在冷成型过程中,从材料产生屈服至断裂的变形空间更大,减少了产品发生剪切开裂、成型开裂的现象。
在汽车大梁用钢的供应过程中,某商用车主车厂对强度、屈强比、伸长率提出了特殊要求,为降低510L汽车大梁用钢的屈强比,对采用低碳-锰-铌、低碳-锰-钛成分体系生产的汽车大梁用钢的屈强比性能进行了对比分析,并研究了冷却模式、卷取温度等参数对510L汽车大梁用钢的强度指标、屈强比和显微组织的影响,确定了510L低屈强比汽车大梁用钢的成分体系和生产工艺,在保障稳定的强塑性的同时,屈强比可以降低至0.81。
1 技术要求
为适应市场,满足主车企业对加工使用性能和上车运营安全性的要求,汽车大梁用钢板需要具有的力学性能特征见表1。

表1 主机企业对510L汽车大梁钢技术要求
2 强化机制的选择
对于强化机制来说[1]:
(1)晶界强化使屈服强度的增幅大于抗拉强度的增幅,因此晶粒的细化使材料的屈强比增加。晶界强化对屈强比的影响可用Picketing 提出的下列用于铁素体-珠光体组织的低碳钢的强度计算模型来解释[2],
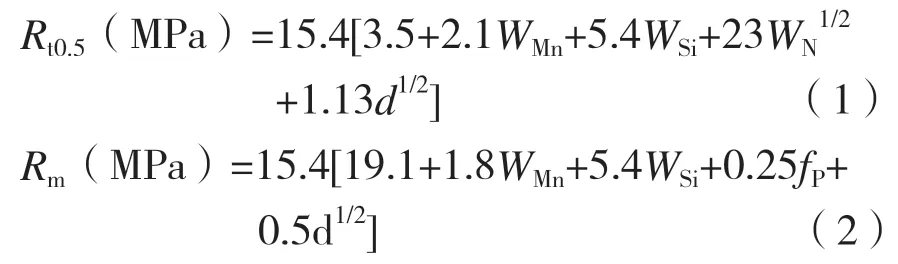
式中:WMn、WSi、WN为Mn、Si和固溶钢中N含量的质量百分数;fP为珠光体面积百分数,;d为铁素体尺寸,mm。
因为式(1)末项的系数比式(2)末项的大,所以晶粒细化对屈服强度Rt0.5的贡献比对抗拉强度Rm的贡献要大,并且晶粒越细,屈强比越高。
(2)位错强化使屈服强度的增幅大于抗拉强度的增幅,因此位错密度的增加会使材料的屈强比也增加。这可用冷态单向变形试验的流动应力总高于初始屈服应力来解释。流动应力的提高正是由于位错密度的增加。因此,位错密度越大,则屈强比越高。
(3)沉淀强化使屈服强度的增幅略大于抗拉强度的增幅,因此第二相的沉淀析出对材料屈强比的增加稍有影响。准确地说,强度不仅与溶质含量有关,而且与析出物的尺寸和弥散情况有关[3]。比如一些反映沉淀强化影响的屈服强度计算模型中就包含了析出物尺寸和析出物间距的参数。用于统计分析时,也可以以溶质含量为变量来反映沉淀强化对强度的影响。由于钢中产生沉淀强化的析出物主要是Ti、Nb的碳氮化物,因此Ti、Nb的含量也可以用来反映沉淀强化对强度的影响。
(4)固溶强化使屈服强度的增幅小于抗拉强度的增幅,因此固溶合金元素含量的增加使材料的屈强比减小。固溶强化对强度的影响应分间隙固溶和置换固溶两种情况来分析。对于间隙固溶元素(如C、N),有些屈服强度计算模型是包含固溶的C、N含量的。相应项的系数较大,这使得固溶C、N含量能显著提高材料的屈服强度,但在抗拉强度计算模型中无此影响。这是因为间隙原子会引起基本点阵的强烈的晶格畸变,致使钢的微裂纹易于产生和扩展[4]。因此,C、N固溶的含量不能用来提高抗拉强度。一般情况下,C、N元素在室温时的平衡固溶量均较小,因此只有在非平衡固溶时,C、N固溶量的提高才会提高屈服强度和屈强比。
通过上述四种强化方式对屈强比的影响分析可知,如果需要降低材料的屈强比值,应尽量减少位错强化,提高终轧温度和卷取温度;适当减少Ti、Nb微合金化的沉淀强化作用;尽量提高固溶强化作用,减少屈服强度的增量。
3 成分设计
根据重型汽车大梁用钢的强度、韧塑性、冷弯、冲压和焊接综合要求的特点,为了满足低屈强比重型汽车大梁钢的冷成型性能、疲劳性能及焊接性能等,钢板还需要一定细晶强化作用。因此拟采用低碳-锰-铌、低碳-锰-钛设计。
C:碳是钢中最有效的强化元素。在铁素体+珠光体钢中,碳含量增加,会提高钢中的珠光体含量,有利于降低屈强比,考虑钢材的综合加工性能和连铸坯裂纹敏感性,一般将碳含量控制在0.12%以内。
S:硫是有害元素,通常形成FeS和MnS的固溶体,具有较高的塑性,被称为塑性夹杂,在经轧制或锻造变形的钢材中通常沿塑性变形方向呈竹叶状分布,造成钢材在平行轧制方向和垂直轧制方向的力学性能的不均匀。在钢中形成MnS后,尤其是在低温轧制时,随轧制方向的拉长延伸,使钢的各向异性加大,对横向冲击韧性不利,对塑性不利。硫化物造成的低熔点使钢在焊接时易于产生热裂纹,从而大大降低钢材的可焊性。硫含量高时,抗硫化氢(H2S)腐蚀能力大为下降,钢中的重量百分比一般不大于0.010%。
Mn:在炼钢过程中,锰是良好的脱氧剂和脱硫剂。锰能形成MnS,取代低熔点的FeS,这样不仅可以消减硫和氧引起的热脆性,改善钢的热加工性,还能够细化晶粒,提高强度,增加韧性;但如果Mn含量多时,则塑性和韧性会大大降低,所以应将Mn含量控制在1.8%以内。
Nb:铌的细化晶粒的作用是最突出的,是强烈的碳、氮化物形成元素。其在钢中主要以Nb[C,N]形式存在,可以组织奥氏体晶粒长大,添加万分之几的量即可起到细化晶粒的作用,可以同时提高钢材的强韧性能和焊接等加工性能。其作用归纳起来,一是晶粒细化作用;二是延迟再结晶,提高了再结晶温度;三是固溶铌溶质拖曳作用;四是沉淀强化作用,第二相作为障碍物与可动位错的交互作用造成析出强化,位错采取切过机制和Orowan绕过机制运动,铌的化合物主要以Orowan绕过机制运动;五是固溶在奥氏体中的铌元素,提高了材料的淬透性,有效控制珠光体相变的发生,推迟奥氏体向铁素体的转变,促进低温转变产物的形成,提高了材料的强度[4]。
Ti:钛能与C、N(碳、氮元素)结合,形成稳定的碳化物、氮化物,其最主要的作用:一是细小的TiN粒子不溶于奥氏体,可以钉扎奥氏体晶界,起到细化原始奥氏体晶粒的作用;二是Ti可以在轧后的铁素体相变中快速析出细小弥散的纳米级TiC粒子,起到提高铁素体基体的硬度和组织沉淀强化效果,能显著提升钢卷强度,同时还能适当降低合金成本[5]。
综合考虑锰元素的固溶强化,铌、钛元素的细晶强化和析出强化综合的作用,设计了两种成分体系(编号分别为1#和2#),具体熔炼成分见表2。

表2 510L两种成分体系的熔炼成分含量 %
4 成分的影响
1#、2#试验钢工艺路线:铁水预处理—150 t转炉—LF炉—宽板坯连铸机—1 780 mm热连轧机组。
合金元素在奥氏体中的溶解度和原始奥氏体晶粒的均匀度是决定轧后钢板性能的主要因素。考虑轧制过程温度的影响因素,加热温度选用1 200~1 280 ℃;终轧温度偏高时晶粒粗大,有利于屈强比的降低,终轧温度偏低时Nb的碳、氮化物容易析出,铁素体晶粒细化、位错密度增高,不利于屈强比的降低,因此设定高终轧温度试验工艺为880 ℃。层流冷却采用均匀分散冷却模式,卷取温度设定为620 ℃。
两种成分试验钢的屈强比分布如图1所示。

图1 含铌钢、含钛钢的屈强比分布
从图1可以看出,低碳含铌钢的屈强比相对于低碳含钛钢的要低。低碳-锰-钛钢强化措施主要为固溶强化和析出强化,含钛的钢中会存在大量的细小、弥散的TiC析出物粒子,它们在铁素体基体中和位错线上大量弥散分布,析出强化的效果显著。尤其是铁素体中析出的TiC粒子,其析出温度最低,尺寸在5~15 nm。细小的TiC粒子阻止位错的移动,通过Orowan机制可以起到沉淀强化作用[5]。部分TiC也会在TiN颗粒上外延生长,形成Ti(C, N)复合析出物。沉淀强化作用在强化硬相组织的同时提高了软相基体的强度,不利于降低屈强比。低碳含铌成分体系下,主要的强化作用为固溶强化和细晶强化,11#、22#试验钢的实际检验强度是相当的,再从成分设计对比来看,铌元素在铁素体中的析出强化效果明显小于钛元素。因此,从大生产检验数据来说,低碳-锰-铌钢更有利于汽车大梁钢屈强比的降低。
5 层流冷却工艺的影响
为对比不同层流冷却方式对低屈强比的影响,选用低碳-锰-铌钢进行试验。加热温度选用1200~1 280 ℃,终轧温度设定工艺为880 ℃,层流冷却模式选择前段冷却、后段冷却、稀疏冷却、两段冷却;CT工艺设定为620 ℃,对不同冷却模式进行对比试验,试验结果见表3。
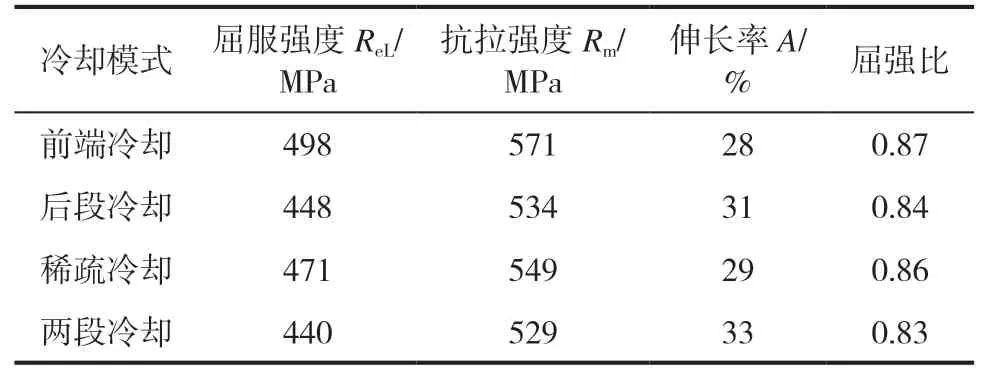
表3 不同层流冷却模式条件下试验钢的力学性能
从表3可以看出,与稀疏冷却相比,后段冷却和两段冷却可以降低屈强比,前段冷却不利于屈强比的降低。但考虑这种成分体系下的整卷性能的波动,这两种冷却模式下的抗拉强度的富余量较小,主要是由于钢卷中部自回火造成位错密度降低,使得位错强化效果减弱,强度降低到用户技术要求的下限。两段式冷却虽然可以在较大程度上降低屈强比,但对于层流冷却没有中间测温反馈装置系统的企业来说,采用这种工艺实现稳定化生产还是相对比较困难的。
为进一步了解不同冷却模型下钢的微观组织,利用ZEISS Observer A1m金相显微镜对四种冷却模式下生产的钢板进行了显微组织观察分析,钢板的显微组织如图2所示。
从图2可以看出,采用后段冷却生产的钢板和两段冷却生产的钢板相比,稀疏分散冷却的珠光体比例低,铁素体晶粒略大。因此,结合表3和图2,为保证整卷抗拉强度的富余量和低屈强比同时满足的需求,设计试验了稀疏冷却加热尾工艺,其大生产性能统计结果见表4。

表4 稀疏冷却+热尾工艺大生产性能统计结果
从表4可以看出,95.97%的检验性能满足用户屈强比小于0.85的需求,并且尾部采用热尾检验强度还有20 MPa的富余量,保证了钢卷中间的性能满足技术要求。
6 卷取温度的影响
选用低碳-锰-铌成分体系坯料,加热温度为1 200~1 280 ℃,终轧温度为880 ℃,设定570 ℃、600 ℃、620 ℃、650 ℃四个不同卷取温度(编号为1#~4#)进行工艺试验。钢卷轧制后,层流冷却采用稀疏冷却模式。对试验钢的力学性能进行测定,结果如图3所示。

图3 不同卷取温度下生产的试验钢的力学性能
从图3可以看出,随着卷取温度的升高,屈服强度和抗拉强度大幅度下降,屈强比显著降低,延伸率也随之升高,考虑整卷性能波动后,高温卷取超过650 ℃时钢卷强度的富余量不足。
为进一步了解不同卷取温度下的钢的微观组织,利用ZEISS Observer A1m金相显微镜对1#~4#试验钢进行了显微组织观察分析,钢板的显微组织如图4所示。
从图4可以看出,试验钢的显微组织均为铁素体+珠光体,随着卷取温度的升高,铁素体由细小的多边形、准多边形铁素体转变为晶粒度相对较大的等轴铁素体,并且当卷取温度570 ℃和600 ℃时,珠光体均匀弥散,珠光体含量相对较少,卷取温度650 ℃时的珠光体形态为块状珠光体,含量相对增多。屈强比随着卷取温度的升高而降低的主要原因是,晶粒度变的粗大,珠光体比例升高。

图4 不同卷取温度下生产的试验钢的显微组织(×500)
7 讨论分析
(1)采用硬化相比例增强的方法,即提高硬化相强度或增加硬化相的体积分数,可在提高抗拉强度的同时降低屈强比。对于铁素体+珠光体组织,要使硬化相增强,可采用珠光体片层结构细化或珠光体增多的方法。
(2)随着卷取温度的升高,单位体积内的珠光体含量增加,屈强比降低,但同时屈服强度、抗拉强度均有所降低,性能富余量越来越低。卷取温度较高时,在卷取后的冷却过程中,卷头强度和屈强比会更低,从而造成整卷性能差异增大。这时,需要通过添加更多的固溶强化C、Mn和Nb,降低卷取温度或提高冷却速率的层流模式来保障整卷性能的稳定性。
(3)在轧制和轧后的冷却过程中,可通过增加晶粒尺寸和减少位错密度来降低C-Mn-Nb成分体系的汽车大梁钢的屈强比。在兼顾大梁钢的强韧性和疲劳性能要求的前提下,为降低屈强比,可尝试采用以下的工艺措施:一是提高终轧温度,减小形变量,特别是在奥氏体再结晶区的形变量;二是减少形变道次,即根据生产规格可以适当空过1~2个轧机;三是精轧后的层流冷却方式可采用适当降低第一组开始冷温度,然后关闭几组冷却水,采用空冷工艺,以减小这段时间内钢板的冷却速率,促进铁素体相变,尽量提高铁素体含量和等轴化程度,再适当降低卷取温度集中冷却,增加珠光体含量,提高抗拉强度增量,最终达到降低屈强比的效果。
8 结论
(1)钛微合金化沉淀强化不利于降低钢的屈强比,采用低碳-锰-铌成分体系更有利于降低屈强比。
(2)提高卷取温度可以使得硬相比例增加,有利于降低屈强比,但抗拉强度富余量较小。
(3) 层流快速冷却模式使得钢板的铁素体晶粒度减小,珠光体含量降低,提升了热轧钢卷的整体强度,但不利于屈强比的降低。
(4)为平衡屈强比和强度富余量,层流冷却采用稀疏冷却和热尾工艺相结合的冷却方案,实施效果良好,满足了用户的技术和生产要求。
