基于ABB 机器人涂胶系统的应用探究
2021-04-26高建森黄尚伦
高建森,黄尚伦
(杭州吉利汽车有限公司,浙江 杭州 311228)
涂胶是汽车制造过程中必不可少的环节,承担着强度连接、密封、减震降噪等功能。目前,在汽车生产线上,主要通过人工涂胶方式进行涂胶,但是,人工涂胶的质量全靠人工熟练度来保证,因此,涂胶工位的员工都需要进行长时间的操作培训,才能保证涂胶质量合格,因此,影响了线边的生产效率。机器人自动涂胶是采用机器人替代人工进行涂胶工作,胶枪也由手动胶枪替换为自动胶枪,由于是自动化作业,按照工艺要求提前设置好单位出胶量,匹配好机器人速度,固定机器人运行轨迹,涂胶轨迹平稳快速。在这个过程中,并不是简单的机器运作,而是说,基于需要涂胶的具体对象,机器人执行相应的涂胶指令,接下来一系列的相关操作将展开。在实际的运作过程中,涂胶质量是否符合预期,还需要人工后台检测,一旦出现问题,则需要进行及时检修与逐步完善。
随着汽车工业化进程的不断加快和自动化程度的不断提高,车身涂胶工序中,机器人自动涂胶方式正在逐步取代传统的手工涂胶方式,采用机器人自动涂胶,并且对涂胶的要求也越来越高。手工涂胶受许多外在因素影响很大,例如,员工的熟练度与手法等,难以满足更高的质量要求。采用机器人自动涂胶能够保证胶径的一致性,避免因人为涂胶造成的漏胶、断胶、胶径变细等情况,提高涂胶效率和质量,降低成本。本文主要对ABB 机器人与SCA 涂胶机之间互相配合应用进行说明。
1 机器人涂胶工位及设备组成
1.1 现场工位布局(图1)
现场工位采用有机围栏进行安全防护,工位设置有安全门,用于维护、工艺等人员安全进出。工位之间设置有安全光栅,防止人员误闯工位。涉及涂胶工艺,因此,利用夹具将白车身进行定位,提高涂胶精度及密封性,防止漏水等。涂胶工位主要设备有:定量机、涂胶泵、机器人、线体传送滚床、定位夹具等。

图1 自动涂胶工位布置图
1.2 设备组成及主要参数
(1)ABB 机器人(图2)。本文主要介绍ABB IRB7600-150/3.5 型号机器人,该机器人共有6 个自由度关节臂,六轴安装有涂胶枪体。机器人负载150kg,为了达到涂胶范围,选用臂展3500mm 长度的机器人。机器人系统同时集成涂胶包RobotWare-Dispens 软件,面向对象的用户涂胶方式编程模式。系统应用编程语言类似于VB 语言的RAPID 编程语言,编程方式简单、通俗、易懂,为各种应用编程提供了极大便利。如图2。同时,这项运用的实际开展,会生成一系列的运行参数,运行参数的合理性基本上处于一个给定的范围,如果运行超出原先的范围,那么,机器就会发生警报,需要后台人员对此进行修正与完善。
(2)涂胶设备。本文主要采用SCA 品牌涂胶设备作为案例,整个涂胶系统主要由泵机、泵机控制系统、系统控制器、定量机等组成。胶料由泵机从胶桶内吸入胶管,通过胶管到达定量机。泵机控制系统主要控制泵机的气压、温度等,系统控制器主要用于设置工艺参数(如温度,出胶速度、枪阀等),同时,控制定量机的伺服系统。本系统功能完善,控制精度高,为各种涂胶应用提供了很大便利性。详细结构如图3 所示。

图2 IRB7600-150/3.5 机器人
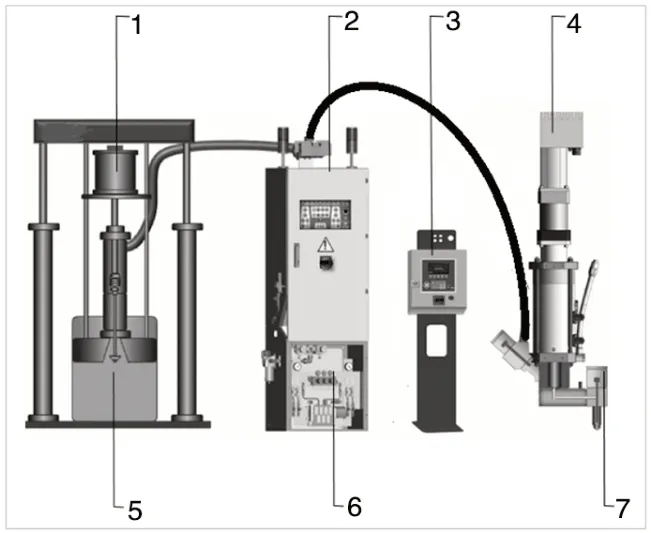
图3 涂胶机系统图
以上两种设备是确保涂胶机器人顺利运作的物质基础,也是决定整个涂胶质量获得用户满意度的关键。但是,对于涂胶设备的具体运用,还需要经过一系列的数据的监测、反馈、问题修复与完善来进行考虑。等过了一段时间,涂胶设备的一些机械零件或者是执行软件出现问题,则需要考虑到它的更换或者是修复,这就意味着执行硬件与执行软件之间保持高度的匹配性,是确保高效涂胶取得成功的关键。
2 涂胶控制原理
本文以汽车行业常用控制方式,采用西门子PLC 系统,控制层网络为西门子Profinet,SCA 涂胶系统SYS6000 为ABB 机器人的从站,SCA 内部控制网络为CANBus 总线。首先,PLC 给机器人发车型程序号,机器人在获得程序号后调用胶机涂胶轨迹程序及涂胶参数号,涂胶机根据机器人运行速度,数模转换后输出模拟信号给定量驱动,控制定量机输出的胶量。对于输出的胶量,还需要看整个涂胶后的效果,这是一个边监测、边问题反馈、边执行的过程。整个控制原理如图4 所示。
3 ABB 机器人涂胶系统介绍
RobotWare-Dispense 是ABB 定制封装的涂胶程序。该软件包提供各种不同类型的应用,如黏合和密封等。涂胶包的应用提供了快速和准确的定位,结合灵活的控制,通过数模转换进行通讯。该软件包为客户应用提供广泛定制。

图4 涂胶机系统图
3.1 涂胶量的反馈原理
涂胶量的控制主要依靠定量机伺服电机来实现精准涂胶。定量机通过伺服电机控制活塞杆吐出胶料。胶机控制器读取机器人线速度模拟量信号,将机器人线速度转换为0 ~10V 模拟量信号,根据工艺设定的流量进行涂胶。原理图如图5。

图5 涂胶闭环控制原理图
例如,涂胶包设定机器人参考速度为500mm/s,对应的模拟量信号为10V;工艺要求胶径直径为3mm,则流量设定为3.5cm3/s;当机器人全速运行时发出10V 的模拟量信号,实际流量为3.5cm3/s;机器人在转弯处,速度降为100mm/s,则实际流量自动调整为0.7cm3/s。
3.2 涂胶机器人参数配置
ABB 针对不同的应用主要开发出两种流量控制应用,一种为模拟量常量为固定值,以固定流量及固定机器人速度进行涂胶,另一种为模拟量流量按照机器人速度进行匹配的方式,当模拟量常量为固定值时,手动低速调试设备涂胶出胶量过大,进而产生溢胶,影响调试效果,而采取模拟量流量与机器人速度匹配模式可杜绝此问题发生。因此,在实际应用过程中,大都选取第二种类型的应用。以下例子主要介绍第二种应用方式下,ABB 机器人主要参数设置参考。

需要将flow1_type 设置为TCP speed proportional模式后,涂胶匹配才会生效。
根据给定的测试数据,在实际的操作过程中会有一个上行区间,也有一个下行区间,那么,在这个上下行区间的范围内运行,则表明涂胶机器人的运作是合理的;如果运行数据超出了这个给定的范围,那么,就需要工作人员及时进行修正。修正的问题参数需要导入问题数据库,以便于问题数据库与修正数据库之间进行问题的对应处理,通过一键系统操作,确保执行正确率的最大化。这是对原有涂胶机器人问题数据修复以及后续的工作执行效率完善的一项重要性基础。
4 涂胶现场应用
在涂胶应用中,影响整车密封性、噪音、结构强度的主要是涂胶的质量。焊接车间为了提高涂胶质量,要求机器人速度低于300mm/s,因此,涂胶参考速度设置300mm/s。在应用涂胶量与机器人速度匹配过程中我们进行了相关测试,从以下的数据我们可以看到,机器人内部对应100%模拟量输出的实际速度为100×100÷35=285mm/s,当机器人速度超过285mm/s 后,模拟量均按照100%的上限制输出。测试数据如图6。

序号 机器人速度/(mm/s) 输出模拟量百分比1 100 35 2 200 70 3 300 100 4 400 100 5 500 100

图6 涂胶速度与机器人速度测试数据
5 结语
涂胶工艺在白车身广泛应用,涂胶的均匀性直接影响整车的质量,每段胶能够采取有效控制。目前,公司在制车型所采用的SCA 自动涂胶系统不仅拥有传统人工涂胶难以比拟的均匀性和良好的涂胶质量,采用最新技术涂胶轨迹监测功能,识别涂胶过程中的漏胶、不均匀等缺陷,达到预期效果,提高生产效率,实现全过程高度自动化。本文从涂胶工艺、涂胶精度、ABB 机器人应用等多方面入手,深入研究机器人速度与涂胶速度匹配应用,为今后更加深入地利用好自动涂胶技术提供了参考依据,为汽车行业涂胶质量控制打下了坚实的基础。
