钛合金无缝管在油气井中的应用现状及工艺研发*
2021-04-26董恩涛史佳新许泽庆张家铭
董恩涛 ,余 伟 ,史佳新 ,许泽庆 ,韩 盈 ,张家铭
(1.北京科技大学工程技术研究院,北京 100083;2.钢铁共性技术协同创新中心,北京 100083;3.高效轧制国家工程研究中心,北京 100083)
石油工业在我国国民经济中一直占有重要的地位,而且随着石油工业的发展,油气井用管作为石油天然气开发工程中所必须的重要材料,其需求与日俱增。石油工业中,每年由于石油用管服役工况恶劣导致其磨损、腐蚀、断裂、开裂等问题,所带来的破坏对国家造成重大经济损失。尤其近年来随着石油资源的不断开采,石油天然气勘探开发向极地和海洋拓展,高压、高温井的不断涌现使得开采难度越来越大,深井、超深井的井下高温、高压环境对油井管的强度、韧性等使用性能有着极高要求,所处条件超出大多数低碳微合金钢管和耐蚀合金管(如镍基合金)长期服役的能力范围[1-2]。
钛及钛合金是20 世纪中叶发展起来的一种重要金属,其密度小,具有比强度高和耐腐蚀性好等优点,在航空航天、生物医疗、石油和冶金领域的应用越来越广泛[3]。其中,钛合金油井管作为现有油井管的补充和替代产品,其优势和需求越来越明显,使得钛合金油井管的研究和应用成为目前高温、高压及高腐蚀恶劣环境油气井选材和腐蚀控制最热门的方向。随着我国科学技术的发展,钛合金材料制备技术及产品质量得到了大幅度提高,但在钛及钛合金管材的生产过程中依然存在着很多的问题,制约着其应用前景[4]。现探讨国内外钛合金无缝管在油气井中的应用现状及前景,结合目前的研究基础,提供油气井用新成分钛合金管材生产工艺,以弥补现有技术中存在的钛合金无缝管制造工艺复杂、产品性能欠佳的缺点,以拓展其应用前景。
1 钛合金无缝管的生产及在油气井中的应用
1.1 钛合金无缝管的生产现状
高强度的钛合金虽然具有较好的耐蚀性、高温强度和热稳定性等优点,但其在500 ℃以下的热导率不到钢的一半,因此在变形过程中易升温、难传热;此外,钛合金的比热容与钢相当,所以钛合金在高温条件下的温降较快。钛合金的高温变形抗力受变形温度和相变温度的影响显著,导致大部分钛合金的热加工温度窗口较窄(如近α 型、α+β 型和近β 型钛合金)。此外,钛合金虽然在450 ℃以下加工时,其表面能形成致密的氧化膜,该氧化膜具有出色的抗氧化性能,但是处于较高温度所形成的氧化产物极易出现裂纹及孔洞[5],会降低抗氧化性能,而且剥落的氧化产物会在后续加工工序中被压入基体,从而导致表面质量恶化。另外,钛合金在高温变形过程中的摩擦性能差,摩擦因数高且不稳定[6],易磨损腐蚀,并与轧制工具黏附。由于钛合金的这些属性特点,增加了制造大尺寸高强度钛合金无缝管的技术难度,尤其是中厚壁管材(径壁比12~20)和薄壁管材(径壁比∧20)。
传统的热挤压工艺能制造塑性较低的钛合金无缝管,但由于挤压比的限制,无法生产径壁比较大的管材。另外,为了获得好的钛合金无缝管表面质量,需要对钛合金管坯进行铜包覆等润滑处理[7],但高温时铜与钛会发生反应,并生成金属间化合物,发生界面复合,铜层去除困难。而且,在热挤压时,坯料表层与内层会产生很大的温差,可达200 ℃,其结果是管坯心部的变形抗力远低于挤压筒内壁及模孔的环形区,造成变形不均匀,在表面层中产生大的附加拉应力,在管材表面形成裂纹源,导致挤压管材的表面质量难以保证。
挤压-冷轧(拔)工艺是采用热挤压方法获得管坯,管坯在表面处理后进行冷轧(拔),然后退火消除加工硬化,以调整组织性能。钛合金冷加工的性能较差,为了保证管材的壁厚和性能,薄壁管往往需要多次冷轧和退火处理。该工艺生产的钛合金无缝管,其表面质量和尺寸精度高,性能均匀性好,但其表面处理时往往采用强酸酸洗,这易造成环境污染,且加工周期长、能耗高、成材率较低。
斜轧穿孔-轧制的热加工方法是目前生产钛合金无缝管采用较多的工艺,其利用现有无缝钢管的生产线,相比于挤压工艺,可显著简化流程,提高生产效率。但钛合金对热变形参数敏感,这使得管材变形机制复杂,穿孔、轧制和定(减)径等工序都会在一定程度上改变钛合金的组织及表面质量[8]。另外,钛合金的组织具有遗传性,导致加工过程不同阶段和位置的组织性能存在多样性,而且管材成型尺寸越长,头尾温差越大,大直径钛合金无缝管外壁、内壁和头尾的组织性能波动幅度就越大。因此,目前亟待开发更加成熟、高效的短流程大直径钛合金无缝管热轧生产工艺,并形成稳定的低成本钛合金无缝管工业化制备规范。
1.2 钛合金无缝管在油气井中的应用
钛合金无缝管在石油天然气行业用途很广泛,特别是在腐蚀环境条件下应用具有得天独厚的优势,能在潮湿的大气和海水介质中服役,对点蚀、酸蚀和应力腐蚀的抵抗力特别强,对CO2+H2S+Cl-也有极强的腐蚀抗力,抗蚀性远超低碳微合金钢和不锈钢[9]。
钛合金无缝管的弹性模量小,具有极高的抗疲劳强度,能够防止海浪冲击和平台移动造成的动态应力腐蚀,适应铺设过程中的弯曲变形工况,满足复杂海洋环境要求输油气管线抗腐蚀性能和高稳定要求[10]。对于短半径井和水平井,钛合金钻杆可以大幅降低设备载荷,显著提高其使用寿命,不易出现普通材质钻杆发生的疲劳断裂。美国RMI 活性金属公司等通过在部分钛合金中加入稀有元素等对钛合金的耐蚀性能进行提升,并采用热旋转+压力穿孔管材轧制工艺,成功研制出高强度钛合金材质套管、油管、连续管和海洋钻井隔水管等产品,产品已在多个油气井及钻井项目中成功应用[11]。美国RTI 国际金属公司开展了挤压钛合金油管和焊接钛合金油管的研发工作,其产品已在酸性油气田得到批量应用[12]。
相比于钛合金无缝管在国外的研发和应用,我国的钛合金无缝管主要用于航空、航天及医疗领域,石油及天然气用钛合金无缝管的研制和开发还处于起步阶段,而我国中西部高腐蚀性油气田勘探及高压高温井的开发对其所用油井管提出了更苛刻的要求,现在使用的微合金钢和耐蚀合金无缝管已经无法完全满足当前工况环境需求,而钛合金油套管的力学性能与镍基耐蚀合金油套管相当,符合其开发需要。
2 钛合金油井管的新工艺研发
2.1 钛合金成分设计
添加不同的合金元素以及不同的添加量都会影响到产品的物理、化学与力学性能。根据钛合金的不同用途来进行针对性地合金化设计是强化钛合金性能的主要方法,目前添加合金元素(比如β 相稳定元素)是提高钛合金的高温性能及耐腐蚀性能的重要手段。若β 相稳定元素含量不足,无法起到强化改善的作用;添加过多,不仅会增加钛合金的成本和密度,还容易形成元素偏析或大量脆性中间相,从而影响材料性能。因此,β 相稳定元素的选择和含量的精确控制是需要着重考虑的。
笔者在现有TC4 钛合金成分基础上,分别开发了两种新成分钛合金,TC4 基钛合金化学成分见表1。从表1 可以看出:一种是TC4 合金添加了Ru 和 Bi 等;另一种为 TC4-NiNb 合金[13],添加微量的β 相稳定元素Ni 和Nb,能提高钛合金的抗氧化性和固溶强化作用[14],提高强度、高温性能、耐蚀性等性能指标,配合热轧后热处理工艺还可改善产品的综合性能,可广泛应用于服役工况苛刻的油气井行业,比现有的高合金钛合金无缝管和镍基合金无缝管更具经济性和实用性,可对我国石油工业的发展具有极大的促进作用。TC4-NiNb 合金管坯及热轧态管材的金相组织如图1 所示。

表1 TC4 基钛合金化学成分(质量分数)%

图1 TC4-NiNb 合金管坯及热轧态管材的金相组织
2.2 钛合金无缝管新工艺
无缝管材加工流程如图2 所示。传统无缝钢管生产工艺为:1→2→3→5→6→7→(8→9)→11,生产线采用一套环形加热炉或斜底式加热炉用于加热坯料,其加热的坯料因长时间的炉内均热会导致表面渗氧层的存在,采用该工艺生产钛合金无缝管时,会使得钛合金无缝管内外表面质量差、缺陷多,且同一时段只能实现钢管或钛合金管单一品种的轧制,生产切换能耗高、周期长、设备利用率低,不能实现短流程生产。
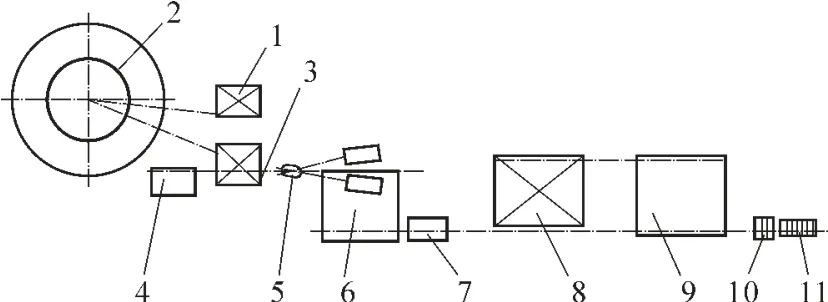
图2 无缝管材加工流程示意
鉴于此,笔者提出了一种适合钛管生产的短流程工艺:4→5→6→7→10→11,即在传统无缝钢管生产线上增加钛坯加热炉,用环形加热炉加热钢坯,钛坯加热炉加热探伤合格的钛坯,以便于两者可以使用同一条生产线,容错率高,提高了设备利用率,而且还可减少钛坯加热过程中的吸氧、吸氢。在计划轧制的钛管和钢管规格相同时,从钢管轧制可直接切换至钛管轧制。切换时,对穿孔机导板、顶头和轧管机芯棒或顶头做润滑处理,使穿孔过程更加顺滑,尽可能减少管壁缺陷和管坯变形过程中的切向剪切应力,避免横锻效应,从而得到质量均匀的荒管。精轧中对毛管内壁进行润滑,有效地减少了轧辊和钛管之间的摩擦因数,降低轧制力,避免轧辊与钛管之间因摩擦而使钛管轧入杂质,有效提高了轧件表面质量和内部性能。随后,根据轧制后毛管的温降程度,选择经电感应补热后定(减)径或直接定(减)径轧制,再经温矫直、冷却、磨光或无心车削,生产出高质量钛合金无缝管。该工艺通过坯料加热流程的改变,可以实现不同加热工艺和不同轧制温度产品的共线生产,实现钢管和钛管混合轧制,可用于高强度钛合金或纯钛管的短流程加工,设备利用率高,解决交换耗时且生产效率低的问题。
钛合金无缝管同钢管类似,可以通过热处理获得不同组织结构来发挥其多功能的用途[9],但其本质与钢质管材又有所不同,这是由钛合金本身的材料属性所决定的。通常钛合金有效的热处理工艺为固溶处理+时效处理,钛合金进行两相区固溶是为了保证合金元素在β 相中充分固溶,以获得可以产生时效强化的亚稳态β 相,固溶后的冷却速度会对亚稳态β 相分解的抑制程度造成影响,进而影响α 相和β 相的占比,空冷比水冷条件下的α相的比例大,而且冷却速度低可以使片层厚度增加,水冷会有部分针状马氏体出现[15-16]。时效处理之前的亚稳相会影响时效处理后其分解的微观组织,空冷时效由于亚稳相的分解导致时效后的细针组织降低,虽然强度会略低于水冷时效,但是韧性和抗疲劳损伤性显著提高,满足油气井的使用环境要求。另外,对于超长尺寸大直径钛合金油井管,为了防止淬火变形和提高经济效果,固溶空冷工艺相比具有更好的工艺稳定性。
因此,在穿孔+轧制+热处理的工艺基础上,开发了一种无缝管钢材和钛材共用一条生产线的高效率、短流程加工工艺,避免钛材无缝管、钢材无缝管生产切换过程中环形炉的降温和升温操作,可以实现及时安排生产计划;此外,还可以实现在线固溶处理,更好地调控钛合金无缝管的组织和力学性能,以实现高强度、高韧性钛合金油井管的生产。采用该工艺试制了TC4-NiNb 合金无缝管。先在TC4 基钛合金化学成分的基础上,通过适当的Ni、Nb 合金化,开发出高强度、高韧性钛合金管材料TC4-NiNb,再将真空电弧炉熔炼的坯料锻造后的钛合金管坯加热,穿孔获得毛管,并获得(α+β)两相组织,在钛合金的两相区温度范围(820~950 ℃)进一步连轧或斜轧即在两相区温度进行塑性变形以获得荒管,然后加热至固溶温度(850~950℃)保温一定时间即在线固溶处理,部分片层组织经两相区变形动态多边形化和再结晶完成向球化组织的转变,而后再经后续定(减)径及时效处理等工序,最终使成品Φ139.7 mm 钛合金无缝管获得片层球化混合微观组织。Φ139.7 mm 钛合金无缝管的冲击断口由细小韧窝所构成,是典型的韧性断裂,此组织较单纯的片层、网篮和双态组织不仅具有较好的强度和塑性,同时还具有较高的高温性能和抗疲劳断裂韧性。TC4-NiNb 钛合金在线热处理管材扫描电镜照片如图3 所示,力学性能见表2,其室温强度较常规TC4 钛合金的强度可提高100 MPa以上,产品性能可以达到P110 或Q125 钢级油井管性能标准要求。该高效率、全流程热加工及在线热处理工艺能有效替代传统热挤压工艺及离线热处理工艺,这对于实现高强度、高韧性钛合金油井管的关键工艺生产及其应用具有十分重要的意义。

图3 TC4-NiNb 钛合金在线热处理管材扫描电镜照片

表2 TC4-NiNb 钛合金在线热处理管材的力学性能
3 结 语
(1) 高经济性的钛及钛合金无缝管已成为高压高温、超高压高温热酸性油气井开发用管的理想选择,国内外均在积极开发油气井用钛合金管材,其应用前景广阔。
(2) 对于超长大尺寸的油气井用高强度、高韧钛合金无缝管,完全可以采用全流程优化设计的热轧工艺进行生产,这可有效提高成型过程的稳定性,显著改善成品管的组织性能及内外表面质量,并有效降低工具损耗,提升轧制成材率。
