微矩形连接器接触键合面铣削毛刺工艺分析
2021-04-25康克勇刘太国李君华
康克勇,刘太国,李 杰,李君华
(1.四川华丰科技股份有限公司,四川绵阳,621000;2.空装成都局驻绵阳地区第二军代表室,四川绵阳,621000)
1 引言
微矩形连接器接触件键合面的成型根据产品结构特征有不同工艺方式,密封微矩形连接器系列产品的键合面采用在组件烧结封装后进行加工。不同的键合工艺要求对键合面的成型方式及精度有差异性。气密封微矩形连接器接触件键合面的成型因产品结构特征的约束和键合工艺对键合面成型精度的要求,成为微矩形连接器产品的制造过程中键合面精度、产品性能保证关键工艺环节。本文通过键合面的铣削工艺试验,分析铣削过程中键合面的毛刺形成,并从加工工艺角度提出减小和控制键合面毛刺的工艺措施。
2 密封微矩形连接器产品结构分析
密封微矩形连接器由金属壳体、玻珠胚体和金属插针通过烧结封装形成。在烧结完成经过性能检测后为达成产品功能要求需在金属插针孔杆部Φ0.6mm端部成型一个键合面平面,要求连接器上金属针杆部键合面的粗糙度及两排针键合面共面度满足后工序工艺,最终密封微矩形连接器产品满足自动化键合工艺要求。键合面成型工艺过程不得对组件的性能产生不良影响。因此键合面的成型加工应保证其精度和形貌特征达到技术要求,同时对烧结封装强度和玻璃体不被破坏,在玻璃体内不产生、出现微裂纹。产品工序状态如图1。

图1 产品工序状态图
技术要求:
1)键合面加工后插孔键合端不允许弯曲变形,同排插孔的扁平面即键合面的平面度不超过0.005mm,键合面扁粗糙度Ra0.8。
2)绝缘电阻:≥ 5000 MΩ(250V),耐压600V 。
3)气密性要求:1.0*10-9/ Pa·m3/ s。
3 键合面的铣削工艺
根据产品结构特点和键合面加工技术要求,实现键合面的成型工艺方式先后选择模具压扁、线切割成型、铣削成型、电火花成型,每种工艺方式在达到键合面技术要求和产品性能方面都具有各自工艺特点。在本文主要讨论铣削成型工艺。
3.1 产品装夹定位
产品上长短两排针为间隙布置,长排每根金属针杆部伸出壳体端部平面3mm,短排每根针伸出壳体端部平面2mm.,每根针与壳体间有玻珠体,针杆部直径Φ0.6mm,键合面通过在每根针切削去除金属材料层径向厚度0.2mm.轴向高度1.0mm后实现。结合产品的这些特征,在铣削中每根针处在悬伸状态.为吸收切削过程中切削力对针杆部的切削冲击力和减小变形,采用悬伸支撑护套来缓冲针杆部随着切削去除材料层的刚度下降。产品采用悬伸支撑护套后再用精密夹钳将产品安装在铣床台面进行铣削加工如图2 。
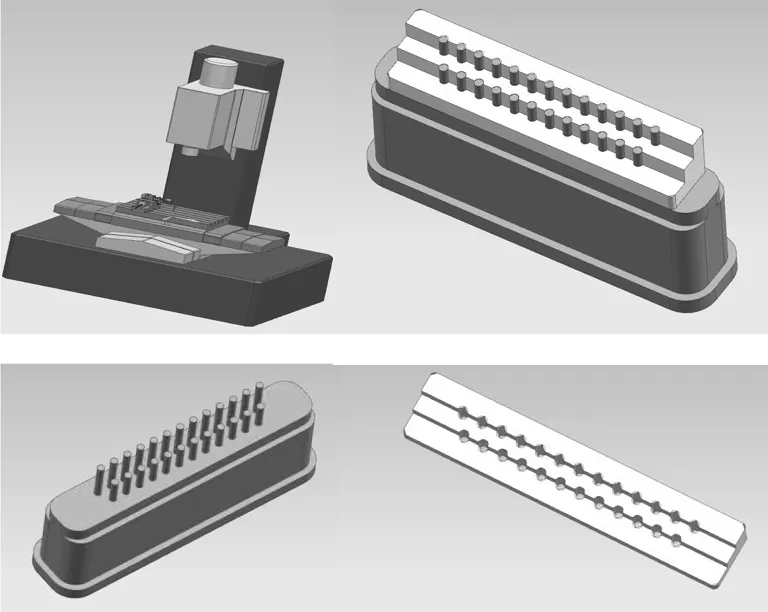
图2 铣削装夹示意图
3.2 刀具选择
根据针杆部的基体材料可伐合金4J29的特点和铣削去除材料层余量的特征,选用QS-LZZS4015-04,涂层铣刀HFJ 4FD1.5*5*50*D4。切削刃部直径D1.5mm。
3.3 设备
所用设备为:TUSGUM VA3 三轴数控铣床。
3.4 铣削方式
分别采用轴向分层铣削和径向分层铣削方式。两种铣削方式都采用順铣削的方式,具体如图3示意。
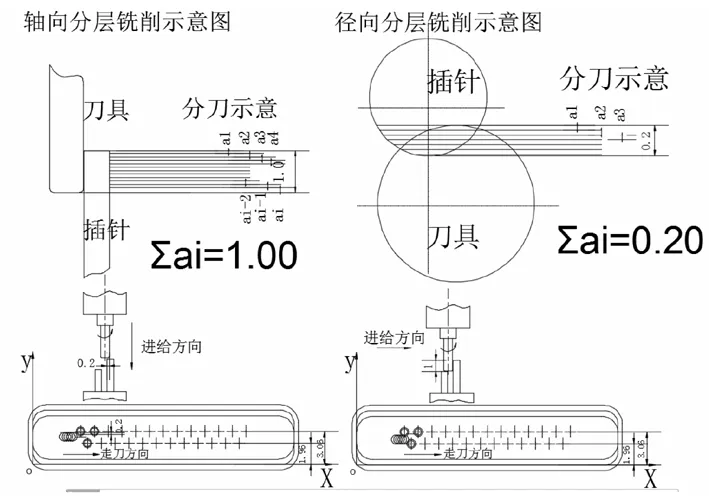
图3 轴向分层和径向分层铣削示意图
轴向分层铣削即吃刀量为杆部去除余量0.2mm,刀具每次沿着针杆部轴线给定进刀量,完成1.0mm去除材料层余量。径向分层铣削即切削圆周切削高度为1.0mm,刀具每次给定进刀量,完成去除材料层余量0.2mm。径向和轴向铣削在分刀余量即分刀次数的设计上均采用粗精结合、先粗后精的加工方式,最后分刀余量为0.005mm。两种铣削方式在完成铣削余量后均再进行零余量走刀完成空刀行程一次。
3.5 铣削参数
机床转速分别设为10000r/min和18000r/min
4 铣削样本分析
通过采用前面铣削工艺,对样本组件150只进行加工试验。其中采用轴向分层铣削QS-LZZS4010-04、顺铣削30只,涂层铣刀HFJ 4FD1.0*5*40*D4径向分层铣削、顺铣削120只,具体见下表1:

表1 试验样本分组表
通过对样本组A和样本组B进行相关检查发下,检测情况如下
4.1 尺寸精度
针位检查编号如图4。

图4 组件针位号图
抽取样本组B中5只样本进行每个针中心位置检查,长排针和短排针位置与铣削前发生0.02-0.04的偏移,但满足技术要求。结果如下图5:
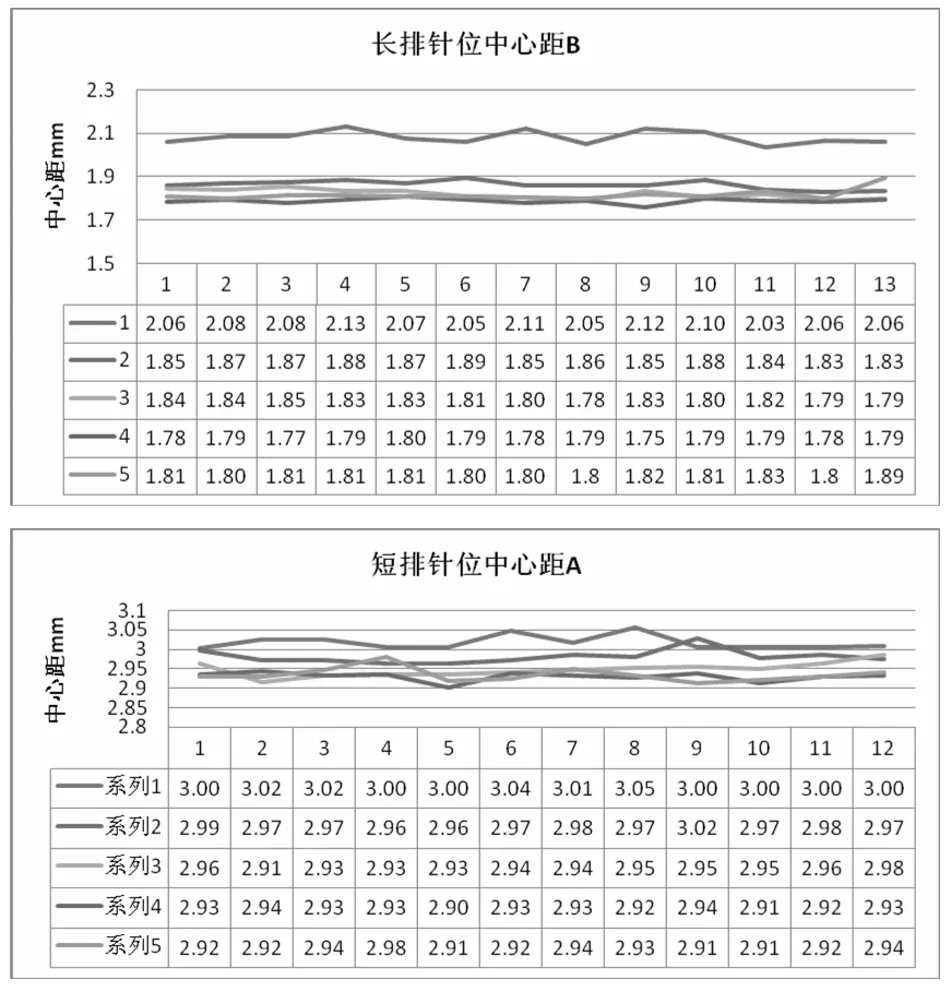
图5 长、短排针位中心距尺寸
4.2 键合面形貌
不同转速下切削面粗糙度:与铣加工粗糙度样板比对Ra0.8满足;
长短排针切削面共面度:玻珠针组件化线检测法检测合格;(高差法);
4.3 铣削中对气密性的影响
采用轴向分层铣削和径向分层铣削样本用专用设备检查气密性漏气率符合要求,发现气密性未发生变异损失。
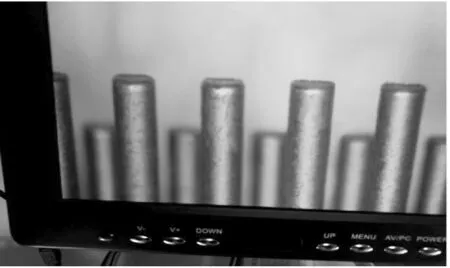
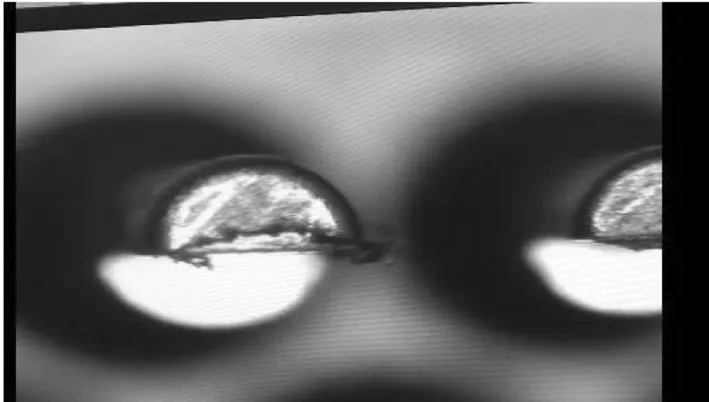
4.4 毛刺情况(ABC)
根据毛刺出现部位,将接触件键合面针杆部端头毛刺定义为A部毛刺,在针杆部铣削分层出刀处定义为B部毛刺,在针杆部键合面铣削底部定义为C部毛刺。径向铣削和轴向铣削毛刺分布情况如下图6和图7。
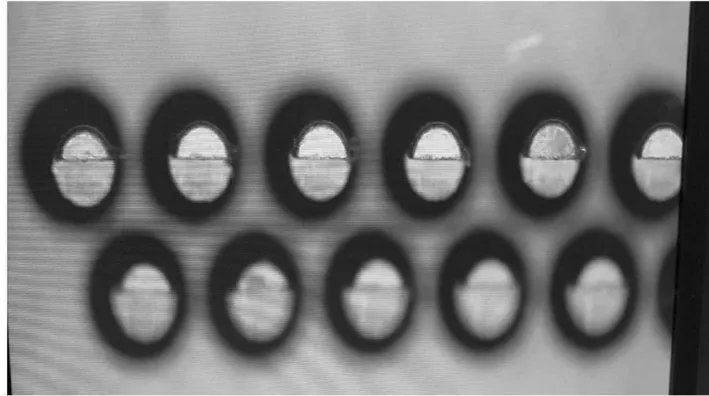
径向分层铣削A部位毛刺
径向分层铣削B部位和C部位毛刺图6 径向分层铣削毛刺图
轴向分层铣削A部位毛刺
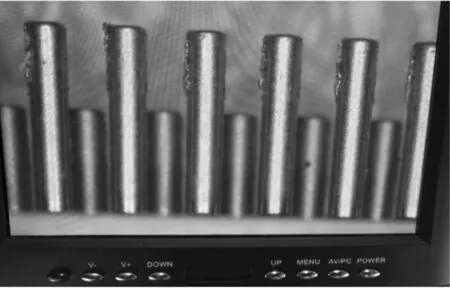
轴向分层铣削B部位和C部位毛刺图7 轴向分层铣削毛刺图
5 毛刺形成机理分析
在切削加工产生毛刺是普遍存在的现象。毛刺的产生是材料的一种塑性变形。通常呈现出粗糙带状须状、锯齿状和旗帜状几种形态。在加工完成之后,仍保留在工件的加工表面附近。通过样本铣削加工出现在工件的棱边、边缘、末端都产生毛刺即ABC部位毛刺,与理论分析基本吻合相对应。随着进给速度和轴向切削深度的增加,接触件针基体为4J29可伐合金,塑形变形趋势大,在小切削深度量下极易产生毛刺。
在铣削加工中两个最主要的影响毛刺因素是选取的铣削参数和铣削加工工艺。
5.1 切削参数对毛刺的影响
四个影响毛刺尺寸的铣削参数包括背吃刀量ap(轴向切深)、每齿进给量fz、主轴转速n和径向切深(ae侧吃刀量),在样本铣削工艺试验中通过对铣削参数的调整试验,在径向铣削方式中发现径向吃刀量对BC毛刺尺寸影响程度最大,在轴向铣削中背吃刀量对A部位毛刺影响最大。即吃刀量是毛刺的影响程度最大因素。在铣削过程中,随着背吃刀量的增加,刀具与工件的接触面积会增大,刀具切削刃与工件之间的摩擦力相应增加,微细铣削力增加。同时由于尺寸效应的影响,需切削去除材料的体积远大于微径铣刀的容屑体积,在同一时间内流出的工件材料增加,在刀具旋转过程中,刀具的螺旋切削刃使得切屑在工件表面流动,未经切断而直接排除,毛刺高度随着背吃刀量增加而显著增大。
主轴转速在两种铣削中对ABC部位毛刺均有同等作用影响。随着主轴转速的增加,为毛刺高度呈现减小的趋势。增加主轴转速会使切削速度增加,被切削金属变形速度加快,同时使刀具切削刃与工件的接触时间缩短,铣削力减小,切削变形减轻,毛刺高度减小。进给量(每齿进给量)的影响不明显。
在常规切削中,切削厚度HP远大于切削刃钝圆半径Rn,钝圆半径Rn的影响可以忽略。在微细切削中,Rn与HP相当,或者大于HP,刀具钝圆半径Rn的影响不能忽略。在微细铣削过程中,刀具以较大前角进行铣削,刀具和工件之间的摩擦和挤压作用占有重要的位置,从而导致毛刺的形成。当刀具接近工件棱边时,部分塑性变形材料不会随切削脱落,而是残留在工件棱边外形出形成毛刺。
5.2 切削厚度对毛刺形成的影响
在常规铣削中,由于切削厚度比刃口半径大得多,常规铣削中将刀具视为绝对锋利的。可以假定刀具完全去除工件表面材料而形成切屑。但是在微细铣削中,由于每齿进给量非常小,切削厚度与刃口半径相当或者更小,因而并不是每一个刀齿过后都形成切屑。在微细铣削加工时存在一个最小切削厚度值,当切削厚度小于最小切削厚度时,不会产生切屑。此时工件材料的去除主要是由于切削刃与工件的摩擦和挤压作用完成。H.Weule在微细铣削中发现最小切削厚度效应。指出在微细切削中最小切削厚度与刀具刃口半径比值为0.293.M.P.Vogler使用有限元仿真法确定微细切削钢材料的最小切削厚度为刀具刃口半径的20-30%,认为在不能形成切屑的犁耕状态下,切削力越小,毛刺越小。
5.3 刀具悬伸量对毛刺的影响
刀具悬伸量是指装夹刀具时,刀具露出刀柄的部分,如图8所示L 的长度。增大刀具的悬伸量势必会造成刀具系统刚度的降低,而微细铣削加工中刀具刚度对加工性能的影响不能忽视,微铣削毛刺尺寸随着刀具悬伸量的增加呈现增加的趋势。在微细铣削加工过程中,刀具的跳动量是影响铣削性能的重要因素之一,相对大的刀具跳动量不仅影响微铣削切屑的形成和加工表面质量,同时也对微毛刺的形成有着很大的影响。由于微刀具尺度小,在加工时刀具系统的刚度会随着刀具悬伸量的变化而变化,刀具悬伸量越大,刀具系统的刚度越低,在铣削力的作用下刀具会发生颤振,刀具在回转过程中也会产生一定的偏心量,且随着刀具系统刚度的降低而增大,随着刀具悬伸量的增加,刀具刚度减小,从而导致刀具跳动量增加,毛刺高度也随之增大。
图8 刀具悬伸量示意图
5.4 铣削加工中针杆部振颤对毛刺形成的影响
铣削过程中工艺系统的振动包括强迫振动和自激振动。自激振动是由切削过程中切削力的周期性作用引起的。轴向分层切削和径向分层铣削两种方式针杆部都会受到切削力的周期的波动非一致性作用,同时针杆部悬伸部分刚度会由于材料层去除而降低。毛刺在切削分层中随着分层次数增加最后在出刀处和杆端部形成。
在分层铣削中,组件的外壳定位台阶尺寸波动、排针中心的共线度波动、针杆部外圆尺寸[Φ0.6]_(-0.02)波动、长排针杆部高度[3.0]_(-0.20)和短排针高度[2.0]_(-0.20)不一致必然造成切削分层中的刀具切削深度(轴向和径向)的程序设计量与实际差异波动,组件的精度因素是造成铣削工艺系统刚度稳定性差异波动的重要因素,会促成每个针杆部的出刀处和杆端部毛刺大小的不一致。图9为组件相应尺寸封接状态尺寸检查数据。
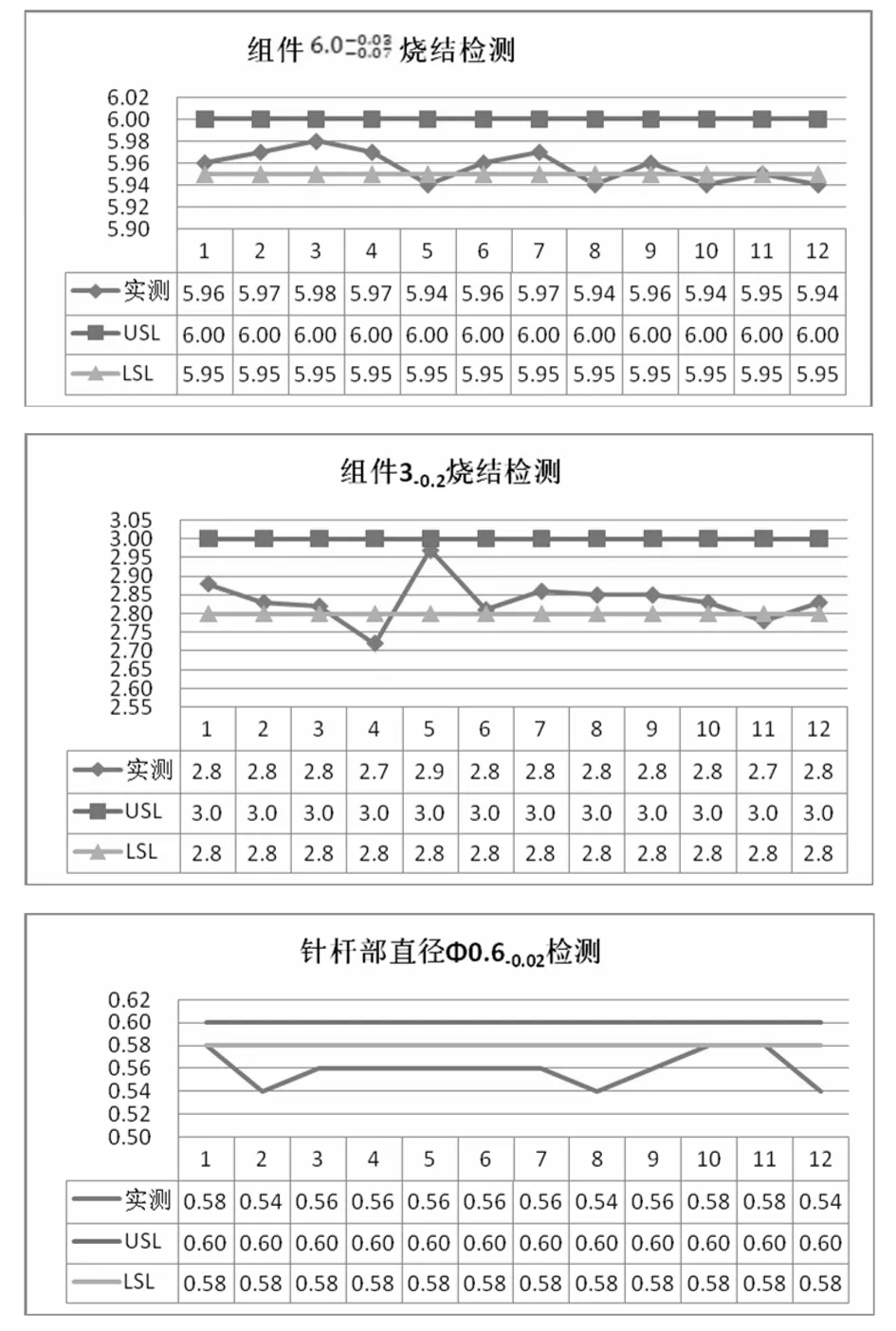
图9 组件相应尺寸封接状态尺寸检查数据
毛刺直接影响组件零件加工质量及使用寿命,严重时会影响零件的功能。由于零件尺寸小、毛刺的相对尺寸与常规情况下相比要大,常规毛刺去除工艺难应用于键合面ABC部位毛刺的去除。去除毛刺时有可能造成零件的尺寸误差和残余应力损伤工件。因此在铣削过程中必须从工艺上减小和控制接触件键合面毛刺的生成。
6 毛刺抑制工艺措施
通过对铣削加工多批次样本接触件键合面针杆部ABC 毛刺状态和形成原因的分析,切削方式、切削参数、刀具悬伸量、针杆部的刚度等因素都会对毛刺的形成产生作用和影响。为减小或控制在铣削中针杆部ABC 处毛刺,必须采用形成毛刺控制的工艺措施。
6.1 铣削方式
轴向分层铣削和径向分层铣削样本比较,在转速、吃刀量相同情况下,轴向铣削的毛刺厚度和高度都比径向分层铣削大,推荐采用径向分层铣削。
6.2 切削参数
在径向分层铣削的吃刀量对毛刺的影响最为严重,通过工艺摸索确定分层吃刀量并采用多种吃刀量组合方式、完全达到材料去除厚度再采用零吃刀量的空刀行程工艺,可以减小毛刺,因此推荐采用径向分层的铣削方式。
主轴转速选择不小于12000RPM。
6.3 刀具悬伸量
针杆的铣削材料去除层余量小,在切削过程中为悬伸状态,刀具的直径确定为D1.0.刀具悬伸量L越长,刀具的刚性越差,切削力及主轴转动的振动会造成刀具中心的偏移,造成对针杆部的振颤,加大毛刺生成。在不干涉产品其他部位(针杆部)的条件下,刀具悬伸量应尽量短。
6.4 弹性护套
使用弹性护套,缓冲铣削过程中针杆部的冲击和振动,降低毛刺的生成趋势。
6.5 前工序组件的尺寸保证精度和一致性
组成组件的外壳定位尺寸、针杆部直径和针位中心的共线度都会影响铣削中针杆部切削层理论厚度和实际厚度的差异。前工序零件的加工一致性和组件尺寸一致性必须在工序中控制。
7 结论
密封微矩形连接器接触件键合面铣削工艺对键合面的铣削质量有着重要影响。铣削方式、切削参数、刀具悬伸量、零件和组件的加工尺寸一致性是直接影响键合面铣削毛刺形成的直接因素。同时在加工中使用弹性护套可以缓解键合面毛刺的形成。