基于频谱编辑和调制信号双谱的齿轮裂纹故障诊断
2021-04-24李加伟张永祥
李加伟,张永祥,赵 磊
(海军工程大学,湖北 武汉 430033)
0 引 言
齿轮箱是一种有效的高速重载传动装置,在旋转机械中得到了广泛应用。齿轮作为其中的关键部件,由于长期在高温、重载等恶劣环境下工作,故障时有发生,极大地影响着整个设备的正常运行与使用。齿轮裂纹产生初期,故障特征微弱,容易被齿轮箱中其他旋转部件的谐波信号以及背景噪声所淹没,导致故障特征提取困难[1-2],若可以在进行故障特征提取前抑制谐波信号和随机白噪声的干扰,则可以极大提高故障诊断的效率及准确性。
针对强背景噪声下裂纹微弱故障信号难以有效提取的问题,文献[3]提出了一种改进的变分模态分解算法,分离出齿根裂纹故障信号实现故障诊断。文献[4]采用加窗截取信号的方式重构了目标齿轮振动信号,再利用同步平均的方法提取出故障信号。然而这些方法在提取故障特征时采用了分解重构的方式,导致故障冲击信号也会有所损失,这对于提取齿轮裂纹初期微弱的故障冲击信号有不利影响。频谱编辑是一种重要的信号处理方法,可以有效抑制谐波信号等成分。文献[5]采用相位编辑的方法有效分离出齿轮啮合信号和微弱的轴承故障信号。调制信号双谱(modulation signal bispectrum,MSB)具有良好的高斯噪声抑制作用以及解调能力,较传统的频谱分析方法有独特优势[6-7]。但调制信号双谱容易受到强谐波成分的干扰。
因此,本文研究了一种将频谱编辑与MSB相结合的齿轮裂纹故障诊断方法。首先,利用改进的频谱编辑的方法对信号中强谐波成分进行抑制,提高信噪比;然后再进行双谱分析,对原始双谱进行切片融合平均,使得故障成分更加突出;接着将故障特征频率占比高的切片进行组合得到组合切片谱,通过分析组合切片谱提取故障特征,实现齿轮裂纹故障诊断。
1 频谱编辑原理
频谱分析是一种重要的信号处理方法,信号的频谱可以通过傅里叶变换得到。编辑原始信号的幅值和相位可以达到频谱编辑的目的。谐波信号在幅值谱中为单一的谱线,通常通过编辑幅值谱该谱线来达到编辑谐波信号的目的。
将谱线置零是一种最简单的频谱编辑方式,但由于背景噪声的存在,会改变原始信号中其他有用的成分。因此,本文采用压低谱线的幅值略高于背景噪声的方法进行编辑,既大幅度降低了谐波信号的影响,又不会对其他信号产生影响。具体步骤如下:首先,将原始信号进行傅里叶变换得到相位谱和幅值谱,然后对幅值谱进行编辑,将谐波频率处的幅值压低到略高于幅值平均值(除去谐波频率处幅值)的位置。将编辑后的幅值谱和原始相位谱结合后再利用逆傅里叶变换得到编辑后的时域信号。
2 调制信号双谱
2.1 基本原理
MSB是一种考虑边频带的双谱分析方法,通过对调制信号的分析可以有效地提取出强背景噪声下的弱故障特征。MSB可以利用原始信号x(t)的离散傅里叶变换形式X(f)表示为[8]:

式中:E〈·〉——数学期望;
*——共轭;
fc——载波频率;
fx——调制频率。
对MSB进行归一化可得:

2.2 最优切片谱选取
利用MSB分析时,需要选取合适的载波频率(fc)切片位置。文献[8]提出通过各个切片峰值平均数的大小来选取合适的切片频率,然而该方法会受到转频等成分的干扰,无法有效提取出故障特征。文献[9]对上述方法进行了改进,提出根据前3阶故障特征频率成分的幅值占比来选取最佳的5个fc切片,并对其进行平均得到复合切片谱的方法,有效提取出了故障特征。
在本文中,频谱编辑虽然降低了谐波信号的影响,但同时也使双谱图中底部白噪声幅值与谐波幅值相接近,不利于后续利用切片峰值平均值的大小或故障特征频率成分的幅值占比来选取切片。因此,考虑先采用融合平均的方法将切片谱中的噪声进行抑制,再利用故障特征频率成分的幅值占比来选取切片组成复合切片谱,通过复合切片谱提取出故障特征。记载波频率fp的切片为切片谱p,平均后的切片谱为:

式中:xi——载波频率为i处的切片谱(以下简称为切片谱i);
Xi——平方增强后的切片谱;
N(p)——与切片谱p相邻的2个切片谱;
w(p,i)——切片谱p和切片谱i之间的相关系数。
其中N表示切片谱中所有点的个数。将切片谱进行降噪后,利用故障特征频率成分幅值占比的大小来进行最佳切片的选取。
设f1、f2、f3分别为轴承故障的特征频率及其二倍频和三倍频,则在fp切片位置,特征频率占比m可以定义为[9]:
其中Δf为分辨频率。
设m值 最大的5个切片位置分别为,则复合切片谱可以表示为[9]:

3 仿真信号分析
为了验证本文方法的有效性,构造以减速齿轮箱为模型的仿真信号,齿轮箱主要参数见表1。故障齿轮为第一级减速齿轮的从动齿轮。仿真构造信号如下:

表 1 齿轮箱主要参数
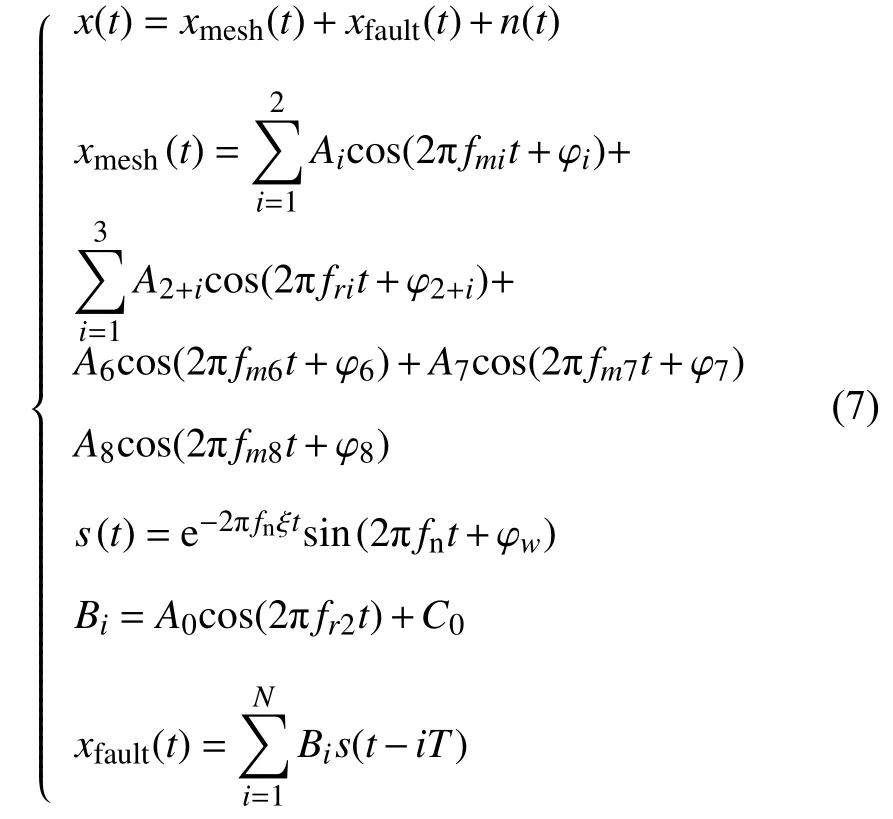
其中,xmesh(t)为齿轮啮合信号以及转频分量,根据实际测试中啮合频率幅值与转频幅值的关系,幅值A0~A8分别设置 1, 1, 0.5, 0.05, 0.05, 0.03, 0.8, 0.3,1.3。相位φ1~ φ8随机选取,一级减速齿轮的啮合频率fm1=fr2z2=742Hz,二倍频fm6=2fm1=1 484 Hz,第二级减速轮齿的啮合频率fm2=fr2z3=252 Hz,二倍频fm7=2fm2=504 Hz。二级传动装置的耦合频率fm8=fm1+fm2=994Hz。三根轴的转频分别为fr1=34Hz,fr2=14 Hz,fr3=4 Hz。xfault(t)为周期性故障冲击信号,Ai是以1/fr2为周期的幅值调制,ξ为阻尼系数且设定为0.05,两个相邻冲击的间隔T为1/14 s。系统自然频率fn为 3 400 Hz,n(t)为白噪声,幅值设定为0.3。根据采样定理,采样频率应大于2倍的信号最高频率,将采样频率fs设置为32 768 Hz,采样点数N为32 768。为定性评价谐波抑制的效果,引入信噪比定义,表达式如下:

为验证本文方法的有效性,通过改变故障冲击信号幅值C0模拟不同程度的齿轮裂纹故障,故障冲击信号的幅值C0越大,表示故障程度越严重,信噪比越高。将幅值C0分别设置为0.87、0.54、0.34,产生信噪比为-30 dB的仿真信号1、-35 dB的仿真信号2和-40 dB的仿真信号3,其时域波形如图1所示,从3组仿真信号中均无法识别出故障冲击成分,而且由于仅仅改变冲击成分幅值大小,导致3组仿真信号波形相差不大,说明周期性故障冲击信号均被强谐波信号和随机白噪声所淹没。

图 1 仿真信号时域波形
利用传统的包络解调方法处理3组仿真信号,带宽设定为90 Hz,滤波中心选在共振频率3 400 Hz处,对带通滤波后的信号进行包络分析,得到包络谱如图2所示。从图2(a)中可以识别出故障特征频率及其倍频,说明在故障严重、信噪比高的情况下,传统的包络解调方法可以实现故障诊断,从图2(b)中仅能看出故障特征频率,其倍频成分受到其他谱线的干扰无法有效识别,从图2(c)中无法识别故障特征频率,说明在故障产生的初期,故障信号较微弱的情况下,无法直接采用传统的包络解调方法实现故障诊断。

图 2 仿真信号包络谱
利用频谱编辑的方法对振动信号中的谐波成分进行抑制,为了定量分析频谱编辑对噪声的抑制效果,分别计算出3组仿真信号进行频谱编辑后的信噪比,结果如表2所示,可以看出频谱编辑可以有效地抑制信号中的谐波信号,提高信噪比。
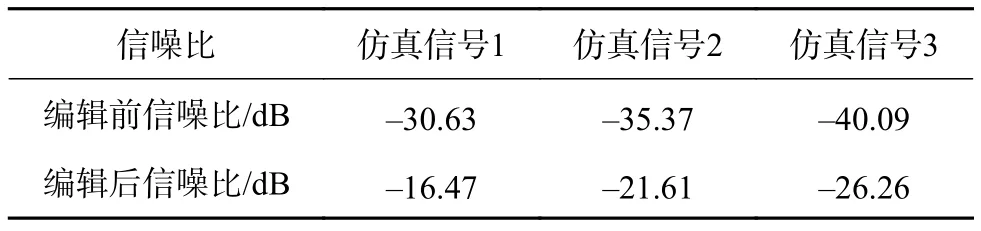
表 2 频谱编辑对信噪比的影响
对频谱编辑后的仿真信号3进行包络解调,滤波中心选在共振频率3 400 Hz处,带宽设定为180 Hz,得到如图3所示的包络谱。对比图2(c)和图3可以发现当故障比较微弱时,频谱编辑前后包络谱的幅值的变化不大,这是由于采用单一的频谱编辑方式仅抑制了谐波信号的干扰,但无法消除共振带内白噪声的影响,因此需要再对信号中白噪声成分进行抑制。
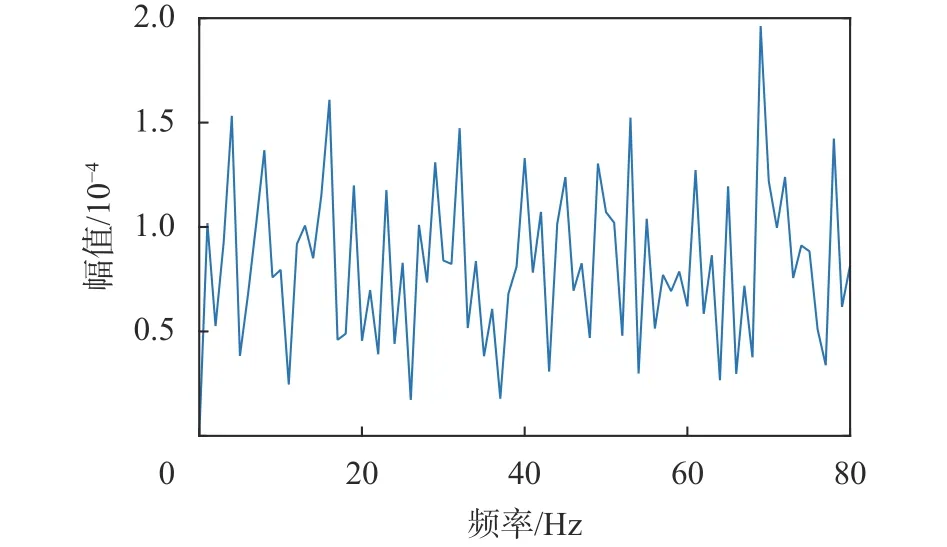
图 3 仿真信号3经过频谱编辑后的包络谱
采用MSB分析经频谱编辑后的仿真信号3,首先利用式(1)和式(2)的到原始双谱图,如图4(a)所示,用式(3)对双谱进行融合平均处理,得到降噪后的双谱图,如图4(b),对比图4(a)和图4(b)可以发现,经过融合平均处理后,双谱图中底部噪声得到明显抑制,故障冲击成分得以体现。
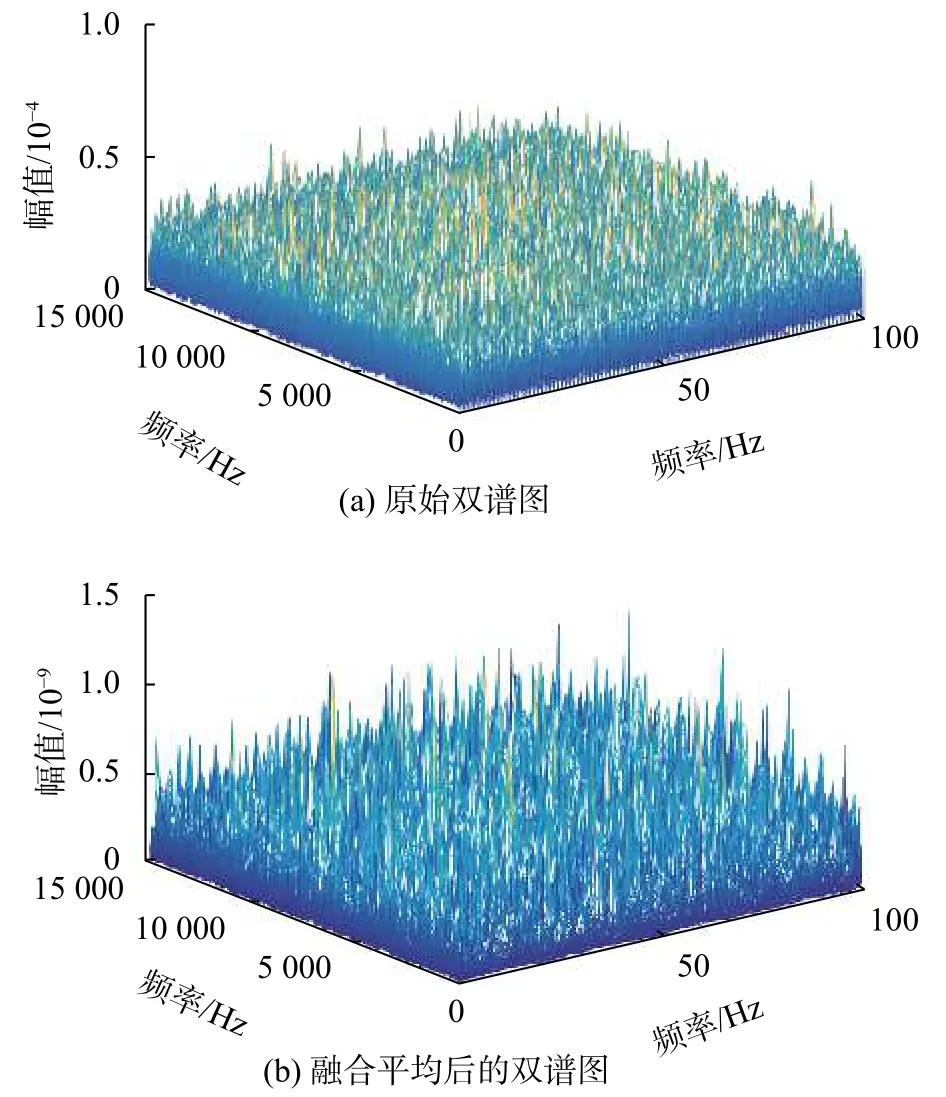
图 4 融合平均前后的双谱图
为进一步验证融合平均处理的有效性,用式(5)求出融合平均处理前后切片谱各个切片的特征频率占比,得到载波频率与m值关系的切片位置选取图(图5),选出故障特征频率占比最大的5个分量,利用式(6)得到组合切片谱,如图6(a)和6(b)所示。图6(a)中虽然可以识别故障特征频率及其倍频,但背景噪声干扰较大,而图6(b)中故障特征频率及其倍频对应的谱线更加突出,因此,在进行切片谱组合前对双谱进行融合平均处理是有必要的。
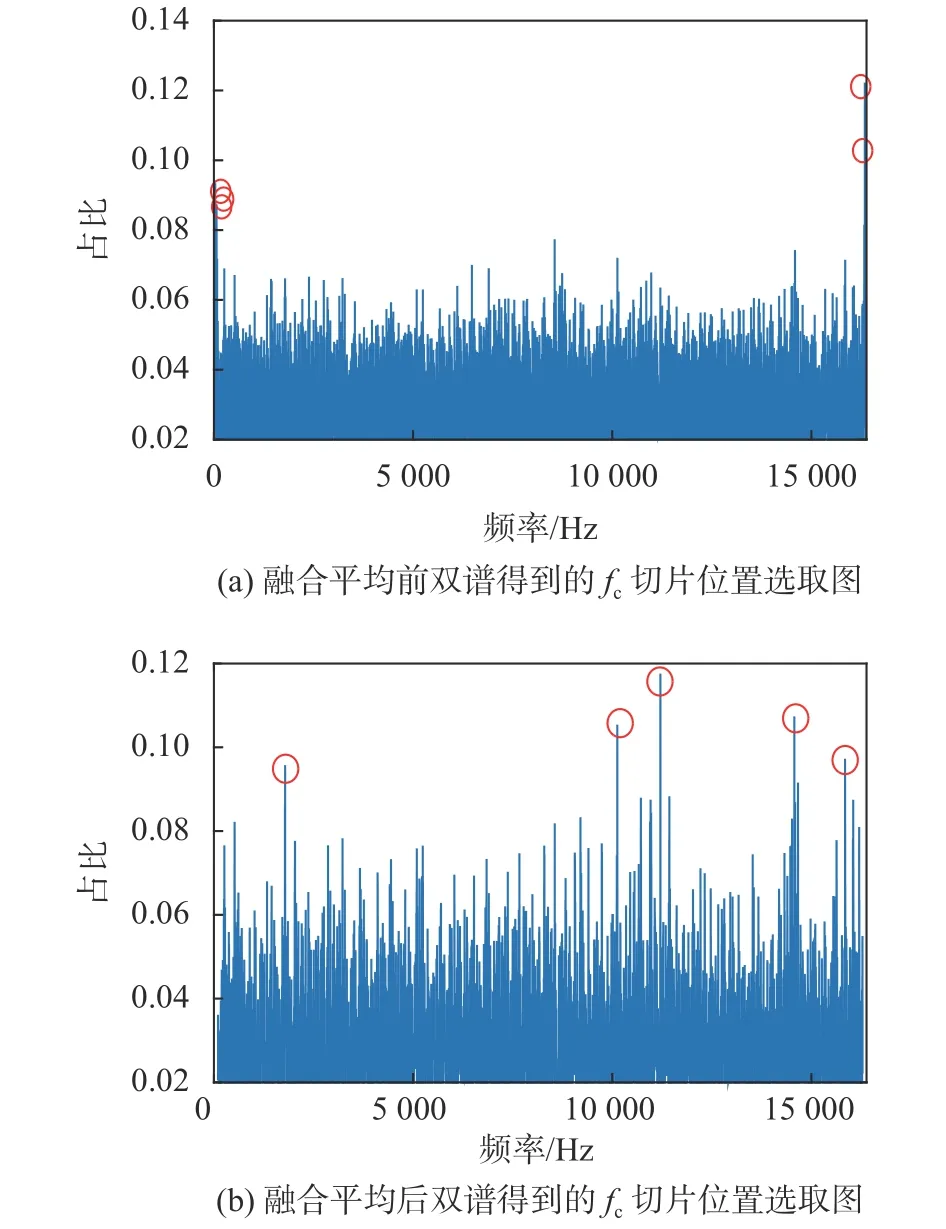
图 5 切片位置选取图

图 6 组合切片谱
为了验证频谱编辑和MSB结合的必要性,直接用MSB分析后所得到的组合切片谱,如图7所示。从图7中仅仅能识别出故障特征频率的二倍频以及三倍频,且白噪声部分基本为0,这是由于MSB虽然可以抑制白噪声的影响,但是容易受到信号中谐波分量的干扰从而使谱线变得密集,对故障特征频率的识别产生干扰。而将频谱编辑与MSB结合可以更有效地对齿轮裂纹进行故障诊断。
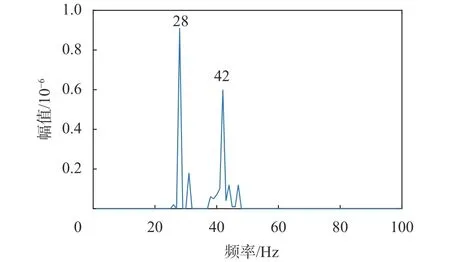
图 7 直接MSB分析得到的组合切片谱
4 实测信号分析
为了进一步验证本文所提方法在实际齿轮裂纹故障诊断中的有效性,使用图8(a)所示的齿轮故障检测模拟试验台进行裂纹故障模拟。在轮齿部分沿齿根圆45°角方向切割深度1.5 mm贯穿全齿宽的裂纹缺陷,裂纹如图8(b)所示,齿轮箱的主要参数与表1中相同,测试时输入轴的转速为1 800 r/min,转矩为2 484 N·m,采样频率为65 536 Hz,计算得到两对齿轮的啮合频率为660 Hz和224 Hz,3根轴的转频分别为 30 Hz、12.5 Hz、3.74 Hz,故障转频为12.5 Hz。

图 8 实验平台及故障齿轮
图9为齿轮裂纹故障信号的时域波形和频谱,时域波形中无法识别出故障冲击成分,分析实验信号的频谱可以发现 228 Hz、660 Hz、864 Hz、839 Hz、1 320 Hz、1 980 Hz等频率对应的谱线较为突出,其中660 Hz、1 320 Hz、1 980 Hz为第一对齿轮产生的啮合频率及倍频,228 Hz、864 Hz、839 Hz对应的谐波成分可能是由于传动系统耦合产生的谐波成分(228≈224+3.74,864≈224+660-2×12.5,839≈224+660-30-12.5-3.74)。
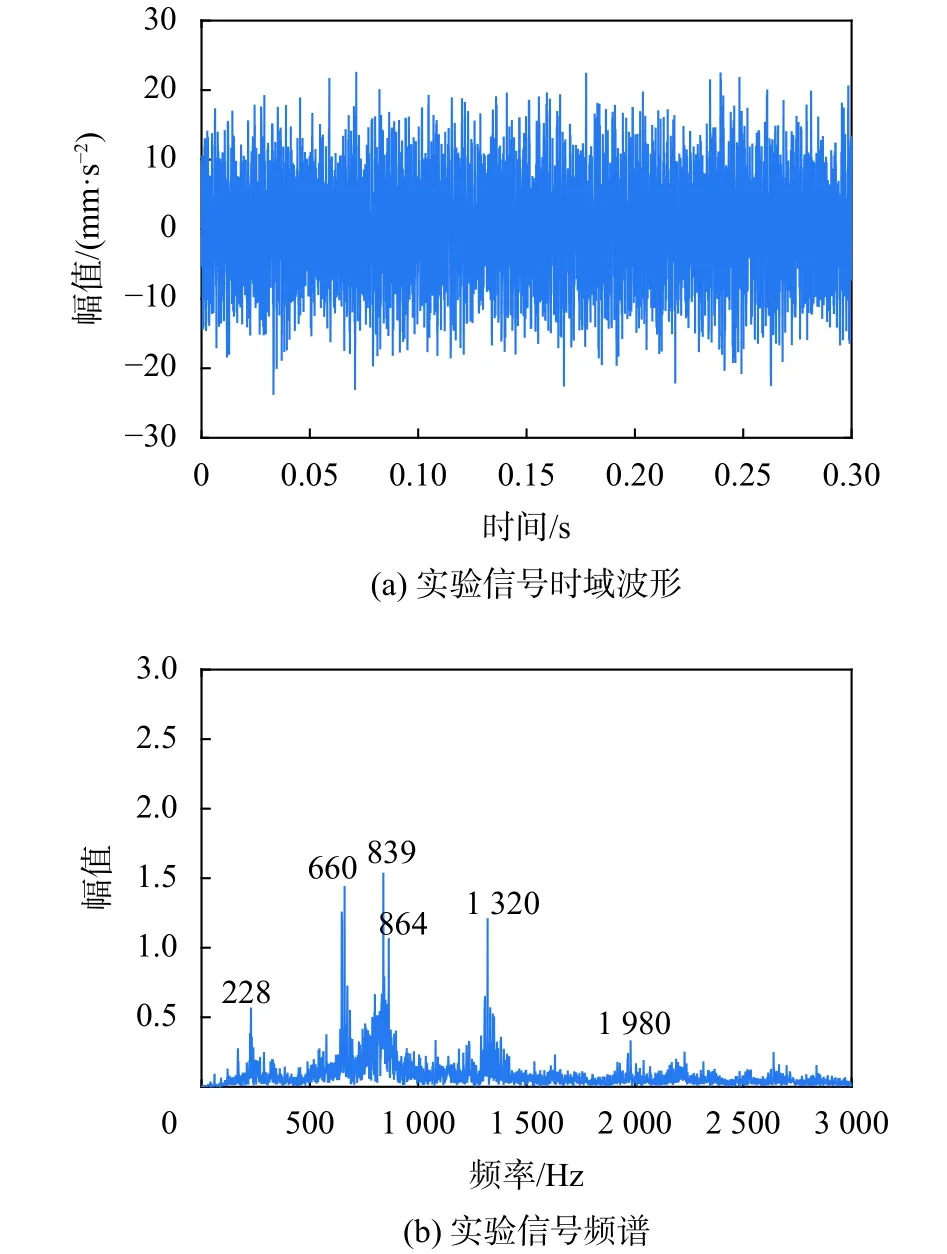
图 9 齿轮裂纹故障实验信号及其频谱
利用传统的包络解调方法处理实验信号,为了确定带通滤波的中心频率和带宽,利用fast-kurtogram方法[10]确定最佳带通滤波频段,确定的中心频率为14 336 Hz,带宽68 Hz,带通滤波后进行包络分析,结果如图10所示,从图中无法有效识别故障特征频率。
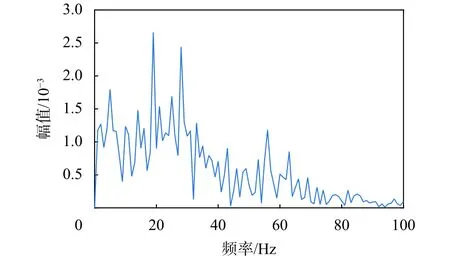
图 10 频谱编辑后的包络谱
用频谱编辑的方法抑制谐波成分的干扰,将编辑后的信号进行MSB分析后得到双谱,并利用融合平均的方法对双谱进行降噪,计算各切片的故障频率占比后得到切片位置选取图,如图11所示。选取特征频率占比最大的5个切片平均构成组合切片谱,结果如图12所示。从图12中可以明显识别故障特征频率及其倍频,13 Hz、26 Hz、39 Hz等分量,这与理论故障特征频率一致,说明结合频谱编辑和MSB的方法可以诊断出齿轮裂纹故障。

图 11 融合平均后的双谱以及切片位置选取图
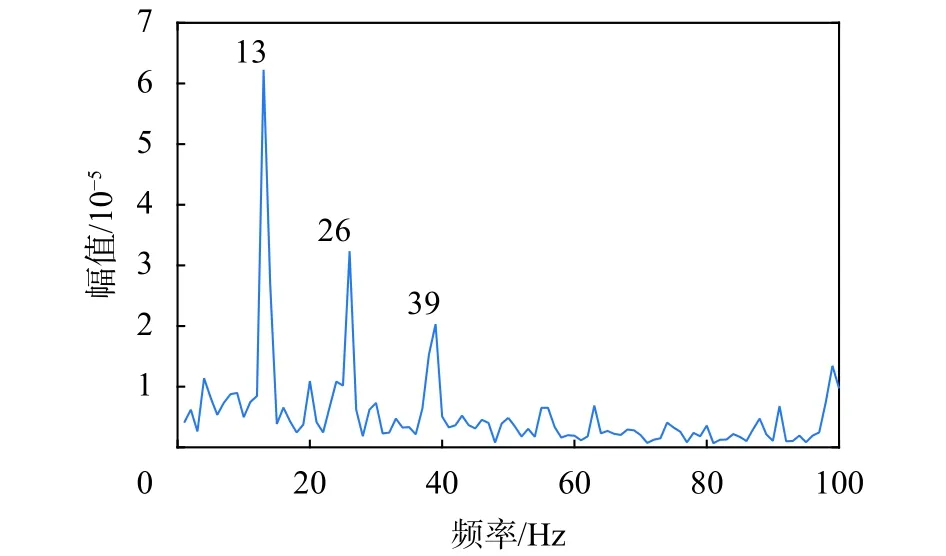
图 12 频谱编辑后MSB分析得到的组合切片谱
为进一步验证本文频谱编辑与MSB结合的必要性,对实验信号直接进行MSB分析得到如图13的组合切片谱。对比图12和图13,可以发现,直接进行MSB时,仅能识别故障特征频率及两倍频,而且由于谐波成分的干扰使得故障特征难以也有效识别,而采用将频谱编辑和MSB结合的方法可以更有效地识别出故障特征。
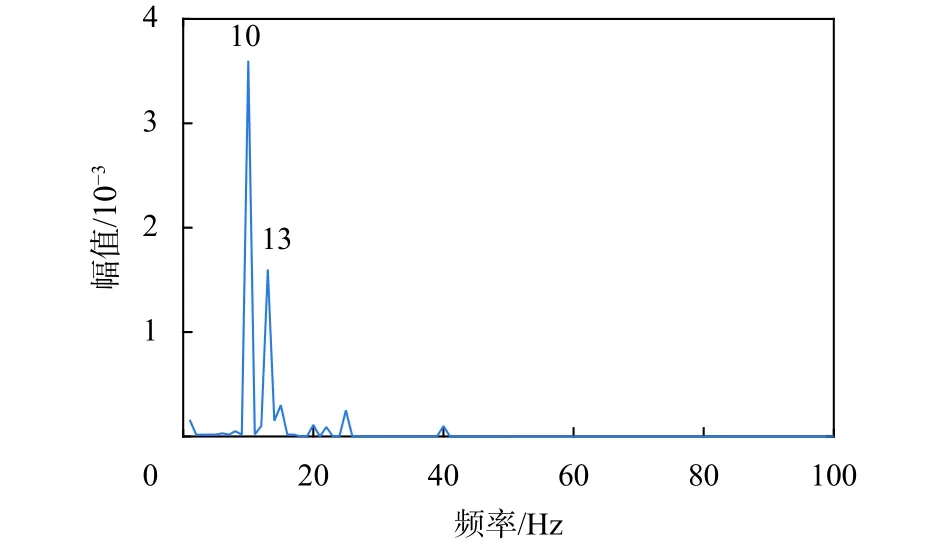
图 13 直接MSB分析得到的组合切片谱
5 结束语
针对强背景噪声下齿轮裂纹故障难提取的问题,本文研究了一种基于频谱编辑和调制信号双谱的齿轮裂纹故障诊断方法,仿真和实验验证了方法的有效性,得到以下结论:
1)对现有的频谱编辑方法进行了改进,采用压低谱线的幅值略高于背景噪声的方法进行编辑,既大幅度降低了谐波信号的影响,又不会对其他信号产生影响。
2)在进行组合切片谱分析前,利用融合平均的方法对双谱进行预处理,使得故障冲击成分更加突出,通过仿真对比验证了融合平均处理的必要性。
3)将频谱编辑与调制信号双谱的方法进行结合,有效抑制了谐波信号及随机白噪声的干扰,提取出了故障特征,实现了齿轮裂纹故障诊断。
