DMAIC 方法在提高汽车起重机钢丝绳质量中的应用*
2021-04-24王汉敏鲍小卫
王汉敏 ,鲍小卫 ,王 琳
(安徽信息工程学院,安徽 芜湖 241000)
随着市场经济的发展,人们对产品的质量有了更高的要求。六西格玛作为一种有效的质量管理战略,于20 世纪80年代末在摩托罗拉公司应用并取得了令人瞩目的成绩。自此之后,许多全球500强制造型企业都开始加入到六西格玛的行列。21世纪初,我国的部分企业也开始关注这种先进的质量管理方法,为企业的发展注入巨大的活力。六西格玛管理是提高顾客满意程度、降低经营成本、缩短运作周期的一种管理模式[1],指导企业采用“正确的方法”来做“正确的事”,所谓“正确的方法”是它将重点放在产生缺陷的根本原因上,认为质量是靠流程的优化,而不是通过严格检验最终产品的方法来实现的[2]。其中一种方法形式是对现有流程进行改进的DMAIC模型,它由界定(Define)、测量(Measure)、分析(Analyze)、改进(Improve)、控制(Control)等五个阶段构成的,每个阶段都有具体的内容和目标。
1 DMAIC 方法的应用
1.1 界定(Def ne)
某企业是国内最大的研制、生产、销售汽车起重机、全地面起重机的专业化制造企业,拥有行业内最具领先水平的精、大、稀重点设备。公司已经连续11 年位居中国工程起重机行业第一位,主机国内市场占有率近60%。但随着企业规模的不断扩大,产品质量反馈率有所增加。QY25K5是该企业中小吨位汽车起重机的主打产品,通过企业客户关系管理系统(CRM)统计了该型号2019年产品质量反馈情况发现,钢丝绳的反馈率居高不下。特别是出厂三个月的产品占了总反馈的85%左右,所以本文以出厂3 个月产品反馈情况为衡量指标。钢丝绳的主要故障为断丝、锈蚀、打绞等,占总反馈的70%以上。本文主要研究钢丝绳断丝问题。产品制造过程是产品质量形成的关键,六西格玛是一门关注过程的科学。因此,我们必须对钢丝绳的生产过程做深入了解。钢丝绳生产流程涉及从原材料进厂、拉丝、热处理直至包装出厂,其SIPOC流程图[3]如图1所示。
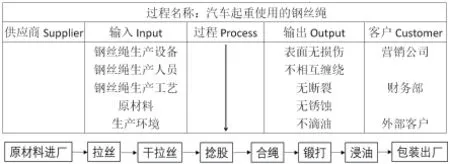
图1 钢丝绳生产SIPOC 流程图
1.2 测量(Measure)
在测量验证阶段主要通过建立质量数据,去收集更多的可靠信息[4]。通过对宏观流程图中8 大主要工序进行微观流程中输入和输出分析导出影响因子,寻找改进的方向。失效模式与影响分析(Failure Mode and Effects Analysis,简称FMEA)是在产品设计阶段和过程设计阶段分析筛选影响因子的重要手段,通过FMEA 对钢丝绳生产过程中70 个影响因子进行,共筛选出20 个关键影响因子。其中影响钢丝绳断丝的关键因子主要有:钢丝直径、对接电流(大、小)、对接电压(大、小)、钢绳结构等。因此在M、A、I 三个阶段对上述因子进行分析并制定改进措施。
1.3 分析(Analyze)和改进(Improve)
1.3.1 钢丝直径影响断裂假设检验
通过假设检验来研究研究钢丝直径对钢丝绳破断拉力有无相关性。为此首先进行数据收集,本次试验共收集20 组数据并进行分析。
建立假设:
H0:钢丝直径对钢丝绳破断拉力没有影响。
Ha:钢丝直径对钢丝绳破断拉力有影响。
通过 Minitab 软件对过程采集数据进行分析,如图2所示,钢丝直径对破断拉力的影响P值大于0.05,钢丝直径对破断拉力无显著影响。
1.3.2 对接电流拉丝强度影响分析
以不同的焊接档位:二档焊接四档回火,不同的焊接人员,对接后做破断最大拉力实验,得到的拉力进行单因子方差分析。根据图3可知P值大于0.05,说明在上述条件下,对破坏压力无显著影响。
改变因子条件进行实验,对接电流电压拉丝强度的影响分析总结:不同的焊接档位,不同回火档位,对钢丝绳的拉力有明显差异。
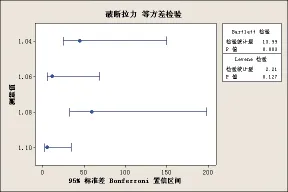
图2 钢丝绳破坏拉力等方差检验

图3 破坏拉力单因子方差分析
1.3.3 焊接参数DOE试验
试验设计(Design of Experiments,DOE)是一种安排试验和分析实验数据的数理统计方法[5],其目的就是通过试验来了解因素和指标(响应)之间的关系,找出最佳关键影响因素。DOE 能够通过较少的试验次数得到较为满意的结果,并得到最佳的工艺参数组合。本试验的目的是优化对丝焊接回火档位选择。本试验涉及二因子三水平,如图4所示,可采用全因子试验设计。DOE 数据采集对接及回火档位选择的90个实验数据进全因子DOE实验分析。
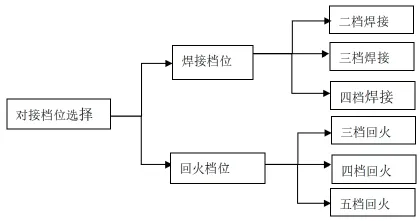
图4 DOE 试验因子水平
利用Minitab 软件对试验结果进行分析,生成破坏拉力主效应图5,通过DOE实验分析,三档焊接四档回火的对接方式得到的破断拉力值最大。
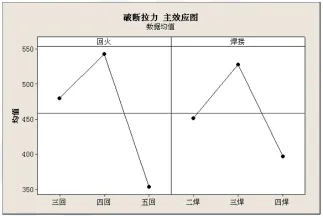
图5 破坏拉力主效应图
1.4 验证改善效果及控制措施
项目实施之前钢丝绳出厂3 个月内反馈数478,反馈率为0.75%,目标反馈率0.4%,改善后,统计3 个月内反馈率为0.35%,完成预计目标。为防止改进效果反弹,需要把改进方案标准化,对相关改进下发程序文件,并完善操作流程及作业指导书。
2 结语
六西格玛是注重过程管理和过程改进,数据和事实是基础,质量改善工具是关键。只有深入了解六西格玛管理的内涵,才能够实现产品质量的改进。本文以汽车起重机的钢丝绳为研究对象,利用SIPOC 流程图分析了起重机钢丝绳构件生产过程,依据六西格玛管理实施步骤,运用CE矩阵、FMEA分析等相关工具确定造成钢丝绳质量问题的关键影响因子,通过DOE试验设计优化钢丝绳生产制造过程,从而降低钢丝绳的质量反馈率,不断提高钢丝绳的使用寿命,对起重机的吊装安全性具有重要意义。
