云南某磷矿擦洗尾矿浮选试验研究
2021-04-24王静明郑永兴宁继来
王静明 张 波 郑永兴 宁继来
(1.云南磷化集团海口磷业有限公司,昆明 650113;2.省部共建复杂有色金属资源清洁利用国家重点实验室,昆明理工大学,昆明 650093)
磷矿是一种重要的战略性矿产资源,它不仅在农业和化工行业中起着重要作用,而且在医药、生物领域中也扮演着重要的角色,是不可再生和不可替代的重要资源[1-2]。随着我国社会经济快速发展,对磷矿资源的需求量越来越大,同时资源贫化速度也在加剧[3]。经过多年来的开发利用,我国现有磷富矿资源已越来越少,不能直接利用的中低品位磷矿储量已占总储量的90%以上。为了满足我国农业、化工及相关领域的需求,加大对中低品位磷矿资源的可持续开发利用已经刻不容缓[4-5]。云南作为我国磷资源开发大省,磷矿资源的可持续开发对本省乃至全国经济社会的稳定发展有着重大的意义[6]。
滇池地区赋存着大量埋藏浅、覆盖层薄的磷块岩矿床。长期的淋滤侵蚀作用使矿层中的碳酸盐矿物被风化、流失,从而导致其含量大大减少,同时使得磷酸盐组分和硅酸盐组分得以有效富集。如此以来,矿石中的P2O5组分相对富集,MgO等杂质含量降低。此外,由于矿石受到风化作用而松散易碎,含泥量显著升高,有害杂质如三氧化二铝、三氧化二铁和细粒级不溶物等富集于泥中,采用成本低廉、工艺简单的擦洗脱泥工艺可对含磷矿物进行富集[7]。
云南某磷矿多年前采用擦洗脱泥装置处理此类矿石,取得了较好的效果,但擦洗尾矿排放量大,尾矿P2O5含量在18%~22%,只能进行堆存[8]。这不仅给尾矿库带来巨大压力,也对磷资源造成极大浪费。随着资源贫化的加剧,入选原矿品位逐年下降,近年来堆存的擦洗尾矿品位已与入选原矿品位基本一致[9]。在入选矿石品位日益下降的今天,这些堆存的尾矿不但有较高的回收利用价值,还可缓解尾矿堆存带来的安全和环保等问题。因此,对擦洗尾矿进行再选研究,具有重要的意义。
1 原矿性质分析
本次试验样品采自云南某磷矿矿区擦洗厂堆存尾矿,擦洗矿为上层的风化矿,由于风化程度高,碳酸盐矿物大量流失,磷酸盐和硅酸盐相对富集,原矿化学多元素分析结果见表1,筛析结果见表2。

表1 原矿多元素分析结果
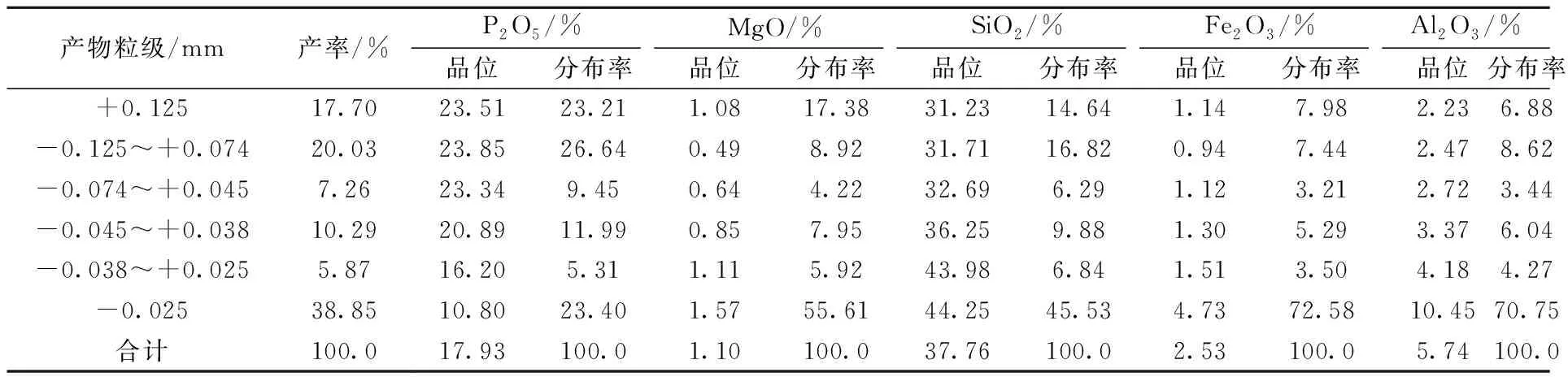
表2 原矿粒度筛析结果
由表1可知,此矿样主要脉石矿物为硅酸盐矿物和铝铁氧化矿物,该矿石属于高硅低镁磷矿石,适合采用正浮选作业实现磷矿物与硅酸盐矿物的分离。
筛析结果表明,P2O5和SiO2在-0.025 mm的分布率分别为23.40%和45.53%,其它氧化物如Fe2O3和Al2O3在该粒级的分布率也较高,为了进一步回收该部分磷矿物,需要通过磨矿来实现磷矿物和硅质矿物的单体解离。
2 磨矿-浮选条件试验
2.1 磨矿细度试验
磨矿细度的选择对浮选指标至关重要,为了获得最佳磨矿细度,进行了磨矿细度与浮选指标响应性试验,具体工艺流程及药剂制度如图1所示,试验结果如表3所示。试验选用的pH调整剂碳酸钠和含硅矿物抑制剂水玻璃为化学纯,捕收剂为云南磷化集团研发中心研制的YP6-3。
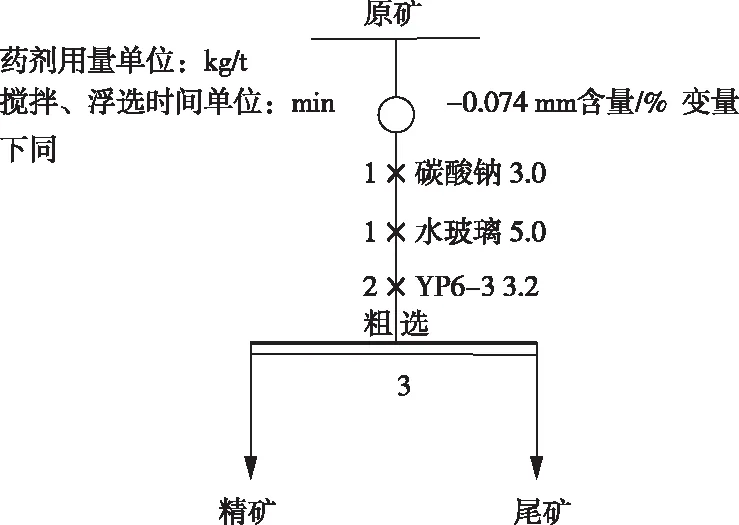
图1 磨矿细度试验工艺流程图Fig.1 Grinding fineness testing process flow chart

表3 磨矿细度试验结果
从试验结果可知,当磨矿细度从-0.074 mm占77.31%增加到92.21%时,精矿品位变化不大,但是精矿P2O5回收率从79.60%增加到85.67%。继续增加磨矿细度,精矿品位和回收率变化不大。鉴于进一步磨矿会增加选矿成本,故选择磨矿细度为-0.074 mm占92.21%较为合适。
2.2 Na2CO3用量试验
在磷矿正浮选中,通常使用Na2CO3作为pH调整剂。此外,Na2CO3还可降低矿浆中溶解的Ca2+和Mg2+,从而减少捕收剂的消耗[10-12]。另一方面,由于擦洗尾矿含泥量较大,经过磨矿后细粒级矿泥含量更大,Na2CO3用量过大同样会导致泡沫层变厚、泡沫发黏,脉石矿物的夹带严重,从而降低浮选效果。因此,首先研究Na2CO3用量对浮选效果的影响,试验结果如图2所示。
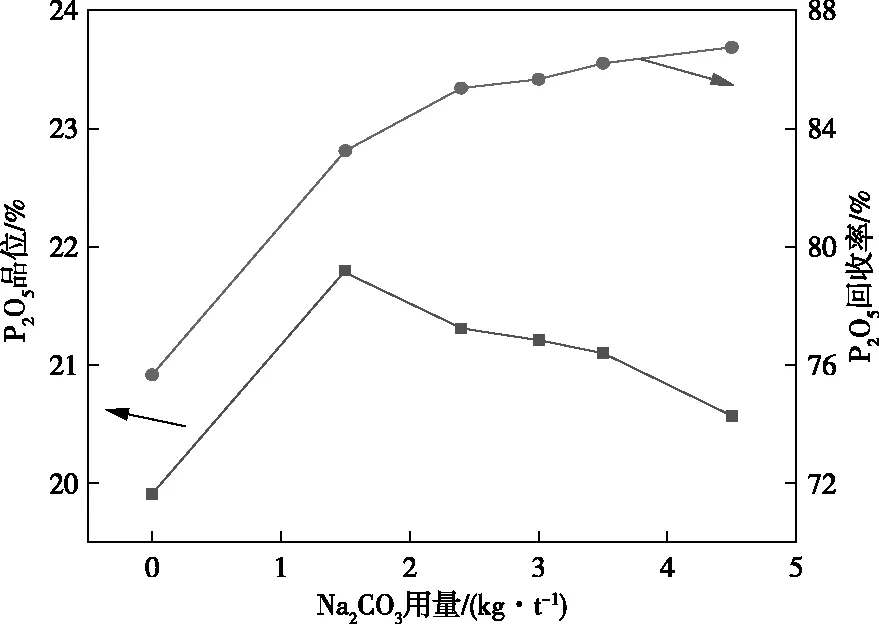
图2 Na2CO3用量与P2O5品位及回收率关系图Fig.2 Relationship between sodium carbonate dosage and P2O5 grade and recovery
由图2可知,精矿中P2O5品位随Na2CO3用量呈先增加后降低的趋势,回收率出现一直上升的趋势。当Na2CO3用量为1.5 kg/t时,精矿中P2O5品位达到21.80%,回收率达到83.25%。当Na2CO3用量增加到2.4 kg/t时,精矿中P2O5品位略微降低,但回收率增加到85.37%。继续增加Na2CO3用量,精矿中P2O5品位降低,回收率略微增加,这是大量脉石矿物被夹带进入精矿所致。因此,选择最佳Na2CO3用量为2.4 kg/t。
2.3 水玻璃用量试验
水玻璃是磷矿浮选过程常用抑制剂,通常用来抑制硅酸盐脉石矿物。主要原理为HSiO3-可选择性吸附于硅酸盐脉石矿物表面,增加其亲水性[13-14]。在上述试验条件下,研究水玻璃用量对浮选效果的影响,结果如图3所示。
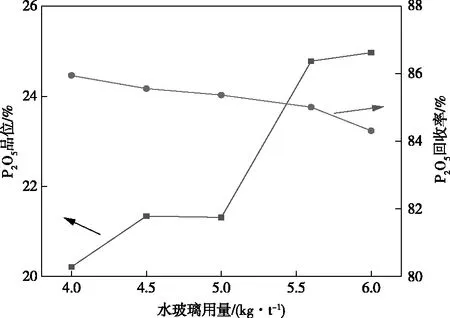
图3 水玻璃用量与P2O5品位及回收率关系图Fig.3 Relationship between sodium silicate dosage and P2O5 grade and recovery
由图3可知,随着水玻璃用量的增加,硅酸盐脉石矿物得到有效抑制,精矿品位不断增加,回收率呈现轻微下降的趋势。当水玻璃用量达到5.6 kg/t时,浮选精矿中P2O5品位增加至24.78%,此时P2O5回收率为85.01%。进一步增加水玻璃用量,精矿品位变化不明显,但回收率继续下降,这是由于过量的水玻璃在抑制硅酸盐矿物的同时,也使部分P2O5进入到尾矿当中,造成含磷组分损失。因此,选择最佳水玻璃用量为5.6 kg/t。
2.4 捕收剂用量试验
在上述试验条件下,进行捕收剂YP6-3的用量试验,得到的浮选回收指标如图4所示。由图可知,当捕收剂用量从2.2 kg/t增加至3.6 kg/t时,精矿中P2O5品位逐渐降低至24.81%,回收率不断上升至86.21%。继续增大捕收剂用量,精矿中P2O5品位持续下降,但回收率变化不大。因此,最佳捕收剂用量选择3.6 kg/t。
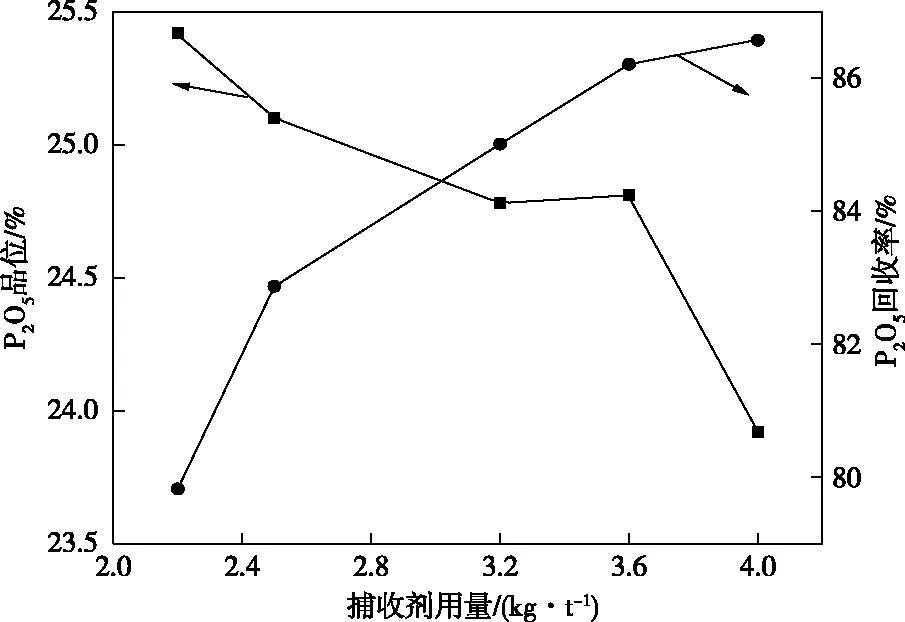
图4 捕收剂用量与P2O5品位及回收率关系Fig.4 Relationship between collector dosage and P2O5 grade and recovery
3 浮选开路试验
在上述粗选试验中,确定了最佳磨矿细度为-0.074 mm含量占92.21%,Na2CO3用量为2.4 kg/t、水玻璃用量为5.6 kg/t、捕收剂YP6-3用量3.6 kg/t,继而进行开路浮选试验。由于一次粗选中泡沫较为浓密且泡沫量较大,故决定在粗选流程中增加一次精选和一次精扫选以提高指标,开路浮选流程见图5,试验结果见表4。
由表4结果可知,粗选流程增加一次粗选和一次精扫选后,获得精矿产率为38.56%、P2O5品位提升至28.23%、回收率达61.81%的精矿,此时中矿中P2O5的回收率为13.91%,后续闭路试验有望回收部分磷矿物。
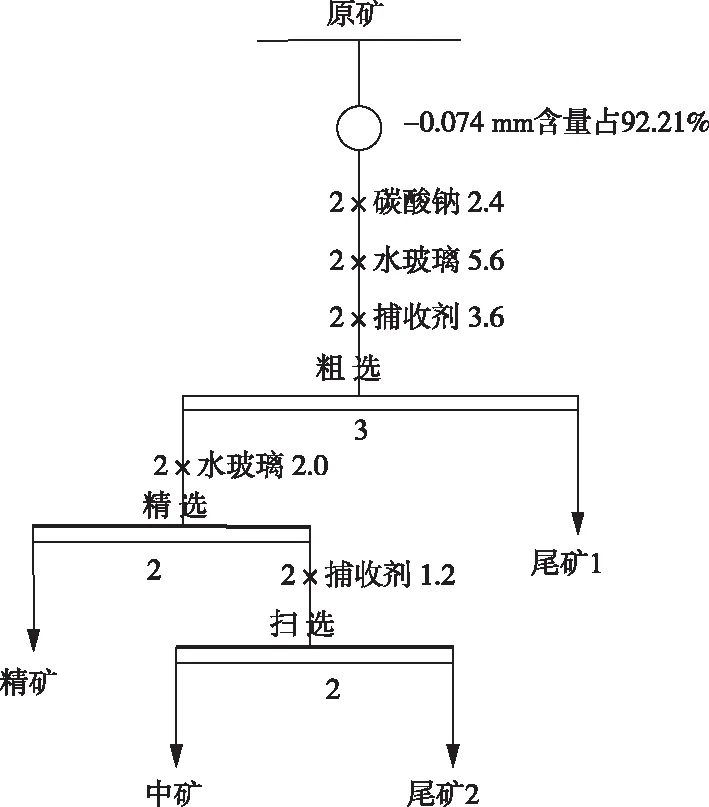
图5 开路浮选试验工艺流程图Fig.5 Open circuit flotation flow chart

表4 浮选开路试验结果
4 闭路浮选试验
在上述药剂制度及工艺流程确定后,为进一步验证工艺流程和浮选指标的稳定性,进行擦洗尾矿浮选闭路试验,具体工艺流程及药剂制度如图6所示,试验结果如表5所示。
从闭路试验结果可知,采用一粗一精,精扫选精矿返回粗选的正浮选闭路流程,最终获得精矿产率为40.44%,P2O5品位为28.53%,回收率为68.31%,流程与指标稳定性良好。

表5 浮选闭路试验结果
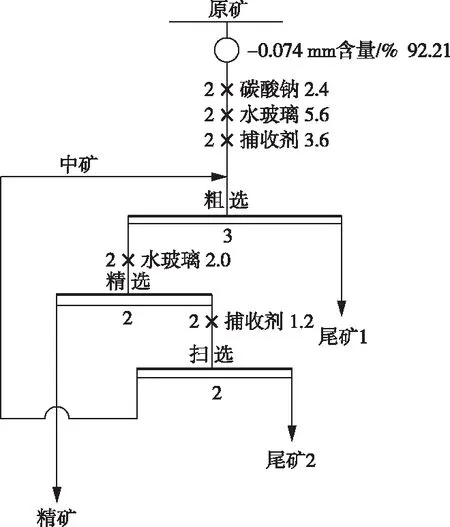
图6 闭路浮选试验工艺流程图Fig.6 Closed circuit flotation testing flow chart
5 结论
1)云南某磷矿矿区擦洗尾矿P2O5含量为17.96%,SiO2含量为39.53%,MgO含量为0.97%,属于高硅低镁磷矿石。筛析结果表明,P2O5和SiO2在-0.025 mm的分布率分别为23.40%和45.53%,为进一步回收该部分磷矿物,需要通过磨矿来实现磷矿物和硅质矿物的单体解离。
2)通过正浮选条件试验,确定了最佳磨矿细度为-0.074 mm占92.21%,确定了最佳浮选药剂制度为:Na2CO3用量为2.4 kg/t、水玻璃用量为5.6 kg/t、捕收剂YP6-3用量为3.6 kg/t,确定了最佳工艺流程为:一粗一精和精扫选精矿返回粗选的工艺流程。
3)实验室闭路浮选后,可获得精矿产率40.44%、P2O5品位为28.53%、回收率为68.31%的良好指标。该工艺技术使得多年前堆存的擦洗尾矿得到了较好的利用,减轻了尾矿堆存压力,具有一定的经济应用前景。
