关于大型同步电机失步停机的故障分析
2021-04-23白凤雷
白凤雷
(首钢京唐钢铁联合有限责任公司,河北唐山 063200)
大型机组的驱动电动机为隐极式转子高压无刷励磁同步电动机,启动和同步由励磁控制系统(ECS)控制,同步电动机采用无刷励磁技术,因此能够将滑环、碳刷、火花等问题加以克服[1]。同步电动机有超强的抗过载能力,具备恒定的转速,可以根据需要调整功率因数,在转矩方面较少受到电源电压之影响,因此在大型高炉炼铁鼓风机中,采用同步电动机较为普遍,已成为当今世界炼铁装备发展的趋势之一[2][3]。
1 事情经过
2020年8月7日,某公司高炉鼓风机主控室上位机发出主电机停机报警信息。岗位人员立即查看主机电流、逆止阀等状态,确认机组停机后,立刻启动应急预案,快速开启拨风系统的快开阀进行应急处理,避免事故发生,并组织启动备用机组,及时恢复了生产。
2 原因分析
故障发生后相关人员立即到现场进行事故处理及分析,通过对现场励磁柜进行检查,发现励磁柜有如下报警信息显示。
(1)A073/AL电机失步监控启动。
(2)F074/SD电机失步故障。
2.1 造成同步电机失步保护动作主要有三种情况
(1)由于供电电源或与电网的短暂中断而导致的“断电失步”。
(2)由于电机负荷的大幅度突变,导致电机失去动态稳定而导致带励失步[4]。
(3)由于电机励磁系统或励磁电源故障以及某些不正常状态,导致电机失励或严重欠励,失去稳定而滑出同步导致失励失步[5]。
2.2 直接原因分析
结合2.1所述的几种失步情况,组织对此次故障进行系统排查。
2.2.1 供电电源系统排查
对风机主电机供电电源系统进行检查,调取110 kV主变系统故障录波,未发现系统电压电流发生较大波动,故排除第一种情况。
2.2.2 负荷波动情况排查
对风机负荷情况进行检查,调取风量、电流电压运行参数曲线,未发现大的波动,也排除第二种情况。
2.2.3 励磁系统状态排查
调取与励磁系统相关的励磁电流和功率因数曲线,发现电机的励磁电流以及功率因数均发生突变。励磁电流从82.5 A下降至58.9 A,再升高至145 A又降至58.3 A后停机,功率因数变化值为-0.99、-0.98、-0.86、-0.93。
发现此问题后,立即组织专业人员对电机现场励磁机进行检查,经现场确认励磁机定转子均无故障点后,将排查重点放在励磁控制系统。励磁通信系统网络图见图1。
在对励磁控制系统排查过程中发现励磁柜7UM62综保装置与PLC存在通信故障,此通信故障在电机停机后仍然间歇性出现。通信故障报文见图2。

图1 励磁通信系统网络图
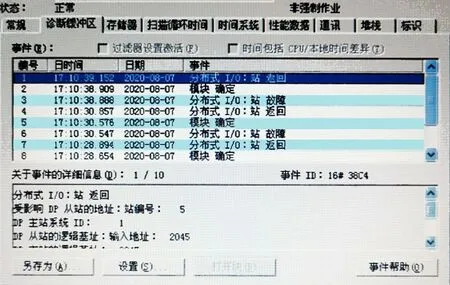
图2 通信故障报文
通过对电机恒功率因数调节模式逻辑分析得知,西门子7UM62综保装置内置模拟量输出通信模块,是通过PROFIBUS DP将测量的电压、电流、有功、无功功率等值,传输给励磁柜PLC做励磁电流PID调节,当DP网段中有站点发生闪断时,首先延时一定时间后,如果故障没有恢复会造成数据传输丢失,立即将故障信息发送给停机逻辑联锁程序。通信诊断功能块见图3。
经过在实验室搭建测试平台,再次验证7UM62综保装置通信中断期间,励磁柜PLC无法准确从7UM62综保装置读取电流、有功、无功等数据(见图4)。因此,可以判断7UM62综保装置通信故障是导致电机励磁调节失控,电机失去动态稳定而失步,造成3#高炉鼓风机电机跳机的直接原因。
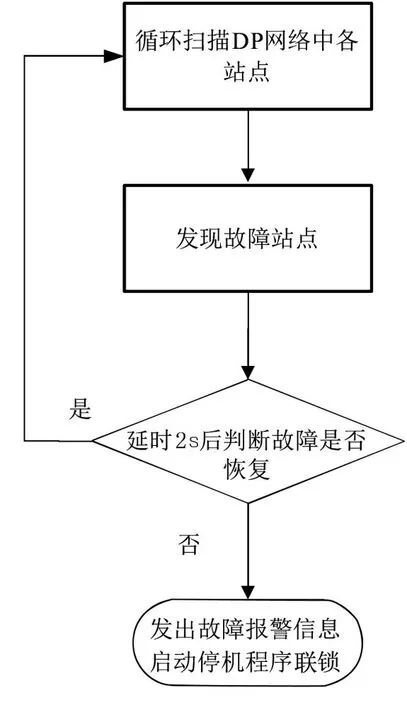
图3 通信诊断功能块

图4 7UM62与S7-300的通信仿真测试
2.3 管理原因分析
专业人员对进口西门子综保、励磁系统关键性的认知不够深入,仅按照《继电保护和电网安全自动装置检验规程》(DL/T 995-2016)要求,对保护装置的保护逻辑功能、引入端子外的交直流回路、操作回路以及辅助继电器进行周期性检验,校验周期为6年[1]。但没有对综保装置通信功能进行有效的检测。同时存在着对大型传动设备的励磁控制系统、PLC控制系统内部程序解读、逻辑关系、数据传输、关键点的控制等方面驾驭能力不足;励磁变频系统程序、逻辑控制方面技术力量单薄;缺少类似的故障经验总结等问题。
所以针对正常运行时无法开柜检查的关键设备,日常点巡检过程中对隐蔽部位设备设施缺乏有效的检查手段;对内部元件已接近可靠使用寿命周期的认识不足,缺乏产品设计、制造方面的专业知识;未能先期发现在线运行关键设备内部隐患,提前制定积极有效的应对措施及合理的更换周期,都是造成此次故障的管理原因。
3 改进措施
(1)组织维护人员对电机7UM62综保装置进行更换,重新配置参数,在确认励磁系统状态正常后,开机试验运行正常,恢复备用。
(2)依据《继电保护和安全自动装置运行管理规程》(DL/T 587-2016)“3.7微机保护装置的使用年限一般不低于12年,对于运行不稳定、工作环境恶劣的微机保护装置可根据运行情况适当缩短使用年限”的规定,同时结合7UM62综保装置已达11年使用年限的现状,计划在系统检修期间,对同批次的7UM62综保装置进行预防更换,彻底消除安全隐患。
(3)坚持问题导向,解决突出关键问题。开展微机综合保护装置深层次技术交流,从设备的研发、设计理念、制造工艺、控制逻辑角度入手,深入交流设备的内部结构及原理,避免长期运行的设备出现不受控点。同时,针对关键设备运行状态和技术规范,增加在线局部放电等检测手段,预判关键设备的劣化趋势,提前制定并执行相应的改善措施,提升关键设备的稳定性。
4 结语
根据以上的分析结果,再次验证了电子元器件的可靠使用周期一般为10年左右,在采取积极改正措施后,能够消除大型机组运行中可能存在的不稳定因素。在实践中针对关键设备应采取有效的方法对其进行管理维护,确保能够正常运行,为公司的安全稳定可靠运行提供重要保障。
