卡尺内量爪错位对测量结果量化分析与控制方法
2021-04-23梁坚敏
梁坚敏
佛山市高明区质量技术监督检测所 广东佛山 528500
1 测量原理
游标卡尺的测量原理:利用主尺上的线距与游标尺上的线距之差读取小数部分。比如,主尺上的线距为1毫米,游标上的线距为0.9毫米。如果游标移动0.1毫米,则标尺的第一刻度线与主标尺的第一刻度线重合。如果游标移动0.2mm,则主尺的第二刻度线与主尺的第二刻度线重合。通过类比,小数部分的价值可以读取符合线的游标和主要的统治者。主尺与游标卡尺之间0.1毫米的差值是游标卡尺的最小值。同样,如果它们的行距为0.05毫米或0.02毫米(游标尺为20或50平方米),最小读数分别为0.05毫米或0.02毫米[1]。
2 误差分析
在介绍了上述测量原理之后,就要对上述因素的影响进行误差定量分析,以便在找到控制方法之前完成对问题的实际分析。其次,对内量爪的间距进行进一步的定量分析,研究内量爪不在原位时实际测量内径会产生多大的误差。
3 控制方法
在上述定量分析的基础上,研究实际的控制方法更为简单。其中,主要的控制方法是卡尺量爪的位移。在卡尺内量爪的实际使用中,用于测量孔径时,由于侧隙是常见的,所以在卡尺内量爪的实际测量中,应首先根据《通用卡尺检定规程》的相关要求测量卡尺的对应标准光滑环规,其中刀口内量爪卡尺的环规为10毫米,圆弧内量爪卡尺的环规为18毫米。如果环规的示值误差大于0.02毫米,则应根据实际情况调整卡尺内量爪的测量值,同时也应调整其侧间隙,以减小这两种方法的测量误差。一般情况下,卡尺内量爪应选用标准环规进行测量,且测量值的误差可以进行基本的控制,并不会超过检定规程的范围,既能满足规程的要求,又能解决实际测量中的一些问题。另外,通过长期的使用经验,发现其厚度可以保持在0.2毫米以下,侧向间隙可以保持在0.1毫米以下,实际的校准可以用探针进行。在圆弧测爪方面,测量轴宽度不大于0.15毫米,测量工作可用刻度放大器完成,测爪侧隙不大于0.2毫米,用卡钳内测爪测量内孔直径时,误差通常不超过有关规定[2-3]。
4 数据分析
表1、表2分别显示了使用相同的刀口内量爪数字卡尺和圆弧内量爪数字卡尺检修前后的厚度系数值C、H,以千分尺和量块校准的示值误差对比表和相应系列环规孔径测量的实际示值误差对比表。从表1和表2可以看出,当卡尺内量爪的C、H值较大时,测量小孔径的误差较大。
5 结语
实践经验表明,误差是无法完全消除的,只能通过减小误差的手段来控制误差。在用游标卡尺内量爪测量内圆内径时,由于内量爪的错位或测量位置的磨损,常会使测量轴线变宽,从而造成一定的误差,影响实际测量精度。因此,如何消除上述测量中的影响因素,保证测量的准确性,是许多工作者需要认真探讨的问题。
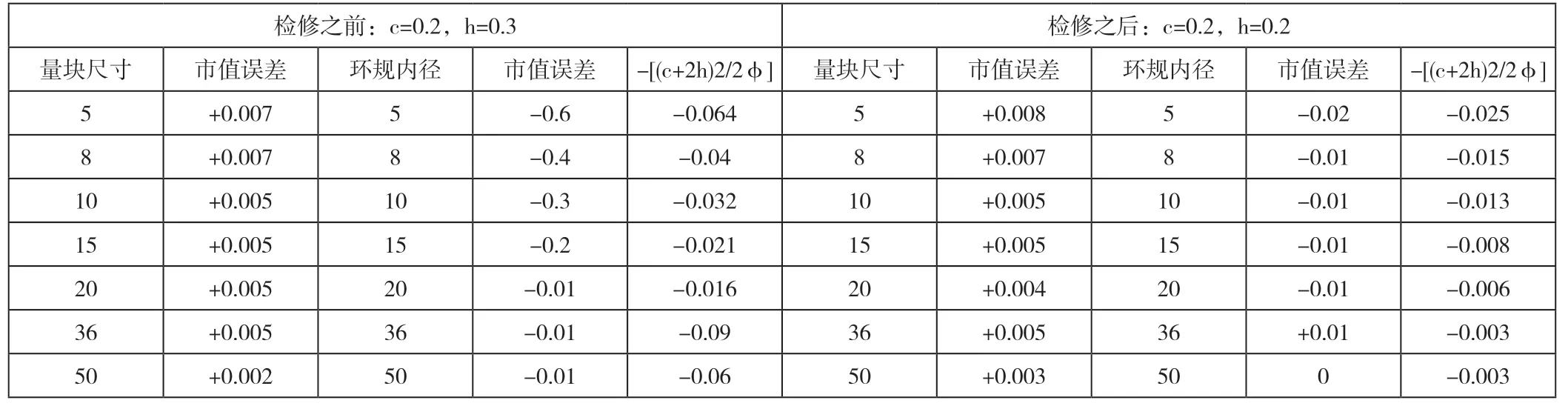
表1 (0-150)毫米刀口内量爪卡尺

表2 (0-200)毫米圆弧内量爪卡尺