轧钢加热炉节能及降低氧化烧损优化措施
2021-04-23胡江宁
胡江宁
东北特殊钢集团股份有限公司大连基地第二轧钢厂 辽宁大连 116000
1 影响国内轧钢生产中能耗的问题分析
在弄明白问题之前一定要知道轧钢的能耗工序到底是什么,当然在本文中我们对轧钢工序能耗上的定义上特指包含燃耗、电耗及氧化烧损这三点。显然针对能耗问题绝对不止这三点,但这三点却能影响轧钢工序能耗因素中最重要的原因。经过在轧钢厂的实践数据与测试统计得出了现场的实验数据,据钢坯加热所产生的温度与燃耗及电耗和氧化烧损之间的经验式得出,表1所示的现场实验数据。

表1 现场实验数据
1.1 通过钢坯加热温度对单位热耗的问题影响
以钢坯加热温度(T)为X轴坐标,热耗为Y轴坐标,绘制如下图像。
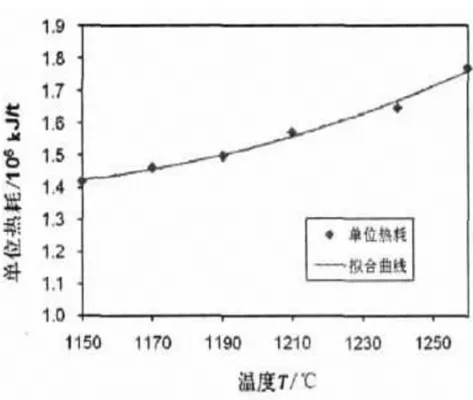
单位热耗与钢坯加热温度的关系以现场试验统计的数据为准,能得出单位热耗与钢坯加热温度关系的方程为:

式(1)中,E1-单位热耗,106kJ/t;T——钢坯加热温度,℃[2]。以公式(1)看出,在单位内的热耗和钢坯加热温度之间都是呈现出二次方变化。由此看出加热温度越低单位热耗随之降低,但温度的降低会导致单位电耗的增加,并不是温度越低越好,而是为保障出钢温度在最佳的条件下尽可能的降低钢坯加热的温度。
1.2 钢坯加热温度对于单位电耗的问题
如果照第一种研究方法来计算,可对钢坯内加热温度与单位电耗关系的试验数据统计分析整理并计算得到以下方程:

式(2)中,E2-单位电耗(折合成热量)×106kJ/t。如果以式(2)计算,单位内的电耗及钢坯加热温度是可以呈线性关系的,因直线斜率较小缘故,可判断钢坯加热温度变化值对于单位电耗问题的影响是非常小的[1]。单位电耗内随加热温度的关系:观察会发现钢坯的加热温度在1150℃-1250℃的范围内,温度每降低10℃,单位电耗增加0.0025×106kJ/t,然后电能增长率为0.8%。所以结论就是减少钢坯的加热温度,是不能有效降低电耗的,不仅如此还会增加电耗。
1.3 钢坯加热温度对于单位烧损的问题
由图1得知,在1150-1260℃的范围内,钢坯加热温度越高对应的氧化烧损增大,因此加热温度越低单位烧损随之降低,但温度越低轧制的电耗会增多。
2 根据问题措施提出的节能方案
2.1 尽可能的让钢坯加热温度处于下降状态
如果能保障合理出钢温的话,就可通过降低加热温度。因为通过实验数据研究发现的加热温度与热耗是呈现二次方程式关系。
2.2 尽量匹配加热炉炉温和轧线操作准则
钢坯的加热温度在标准范围内,单位热耗与轧线总电耗之间的变化其实不是很明显。但如果在实际生产中,要适当提高轧机的操纵力,进而节省电耗。
2.3 合理使用热装
热送这里提到的最新技术热装热送技术也是目前国内比较重点的节能技术。这项技术不仅可有效降低加热炉燃耗,还能缩短热炉里的加热时间,并降低化烧损率从而提高成材率。在目前实现系统节能,轧钢系统节能中也在不断的应用。
2.4 低温轧制与轧制工艺润滑技术
在整个轧钢系统中,钢坯加热温度与电耗成斜率较小的线性关系、与单位热耗和单位烧损成抛物线关系,因此低温轧钢节能与润滑技术是非常重要的节能措施,它可有效降低钢坯出炉时的温度,降低整个系统的能源消耗,从而实现节能目标。近几年很多生产实践经验表明,当其温度在1000℃以下时出炉,降低温度节约的能源可达到8%-10%,且出炉温度降低还能够降低钢材氧化量,实质上在满足轧制温度的前提下,完全可以保证工艺需求,并且不会对产品的质量和产量有影响,最终提高技术经济指标,降低生产成本[3]。
3 结语
综上,技术上还在更新还在进步,我们人才及从业人员也需要不断地去学习业内工作的经验以及技术,不断地去总结和统计遇到的技术和发现的问题,只有在理论和实践上同时进步,才能不断的去超越国际的标准。只有超越发达国家的现行节能先进技术,在现有技术之上创新出属于自己的技术类型用来轧钢生产节能上,才能更快速的推动国内轧钢生产的进步及持续稳定的发展。
