智能制造岛硬件连接及信号处理分析与应用方法
2021-04-23赵雷鸣杨丽敏
赵雷鸣 杨丽敏
通用技术集团大连机床有限责任公司 辽宁大连 116620
1 智能制造岛简介
1.1 硬件配置
智能制造岛是由西门子系统VDF850A立式加工中心与DMTG机器人组成的。
VDF850A至少需具备自动气动门、自动液压/气压夹具才能够满足自动上下料的功能。
1.2 通讯方式
无论是智能制造岛还是大型生产线,通讯主要有两种方式,总线交互通讯方式(快速以太网、ROFINET、PROFIBUS、Modbus/TCP、CC-link等)和点对点交互通讯方式。
总线通讯方式具有连线简单方便、传输数据大,传输速率高,适合远距离传输,但价格相对略高,并需要保证各设备支持统一的的通讯方式,适合于大型智能生产线。
点对点通讯方式:硬件接线略多,传输数据数量受PLC的外部IO点数限制,不适合大数据传输,但价格便宜,且各设备有PLC IO输入输出即可,不受系统通讯协议限制,适合于小型智能制造自动化设备应用[1]。
本文的智能制造岛选择点对点的硬件连接方式进行交互通讯。
2 电控工艺流程及信号说明
2.1 电气工艺流程
(1)首次上电,机床选择联机模式,人员检查机床外设,机床就绪;
(2)机器人给机床发送远程启动,夹具夹紧、自动门关闭,加工工件。
(3)加工完成后,机床自动门打开,夹具所有气缸松开,机床轴移动到固定换料位置,发出“换料许可”信号请求换料。
(4)机器人移动到机床内,给机床换料(先下料,后上料),换料完成后机器人给机床发送“换料完成”信号。
(5)机床接受到“换料完成”信号后,回到程序开头,返回到第(2)项,进行循环(2)-(5)项。
2.2 标准信号定义
我们根据电气工艺流程,将机床与机器人交互信号标准定义如下表1所示。
2.3 点对点信号连接
点对点信号连接注意事项,PLC硬件输入输出类型,分为PNP、NPN输入输出,目前市场常见的输入输出类型皆为PNP形式,我们本台使用的输入输出类型也为PNP形式,机床和机器人的交互信号使用无源点经过继电器触点传送给对方[2]。
3 交互程序示例及说明
机床宏程序 机器人程序
M100;门关 Servo On;机器人使能
M102;夹具夹紧 Wait M_In(1)=1;等待机床就绪
…… M_Out(1)=1;发送机床启动
M98P8888;加工程序 Dly0.5;
…… M_Out(0)=0;启动信号0.5S后关闭
M05;主轴停止 *loop;标签
G91G28Z0;Z移到安全位置 Wait M_In(2)=1;等待机床加工完成
G91G28X0Y0;XY移到换料位置 ……
M103;夹具松开 机器人换料动作程序
M101;门开 ……
M30; M_Out(9)=1;换料完成
GoTo *loop
注:以上程序为交互简单程序示例,机床以PLC程序及宏程序、机器人由循环程序、外部IO控制来完成交互程序、控制动作及安全互锁[3]。
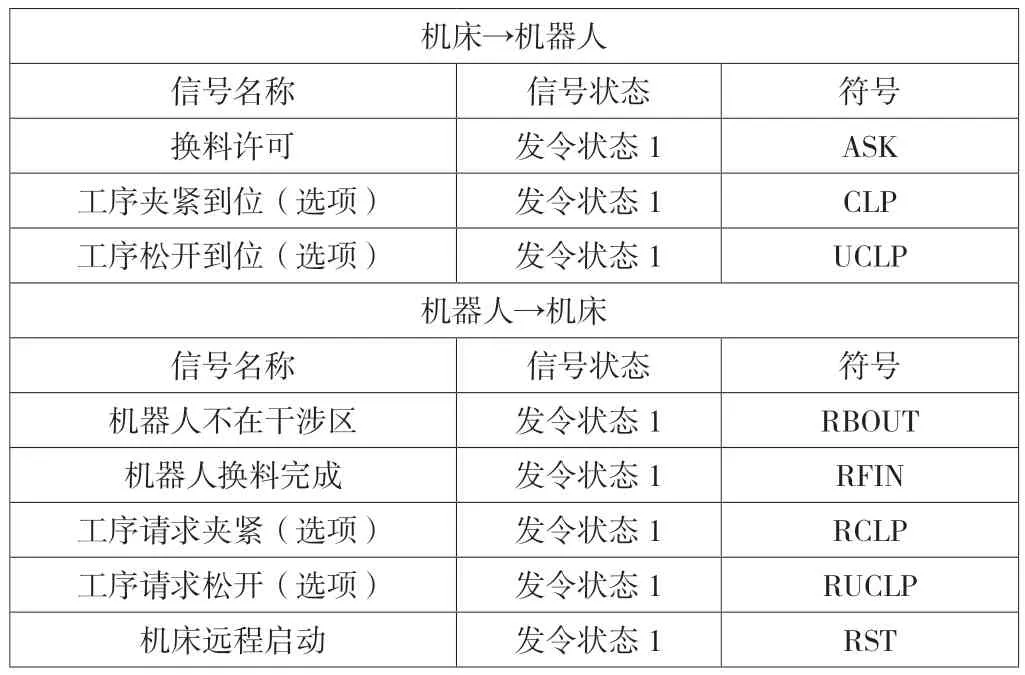
表1
4 结语
以上为小型智能制造岛硬件连接及信号处理分析与应用说明,目前越来越多的智能生产线受到厂家青睐并在工厂中应用,大大的减少人工劳动力的投入,并极大的提高了生产效率,除完成智能化上下料生产,可完成复杂多工序交互,智能刀具寿命管理,工件计数等,针对工业4.0智能制造可以通过总线通讯,基于此文原理的基础上进行扩展升级,还可以将生产计划、生产数据、工艺数据等与车间生产制造管理系统交互,完成进一步的智能化升级。
