捣固焦炉推焦车推焦杆在线校正对策
2021-04-20陈立京
陈立京
(攀钢集团攀枝花钢钒有限公司,四川 攀枝花 617000)
攀钢集团攀枝花钢钒有限公司(以下简称“攀钢”)炼铁厂投建了新3、45.5 m捣固焦炉。捣固推焦车是捣固焦炉的主要生产设备,工作于焦炉机侧,用来推出炭化室内成熟的焦炭,推焦前后启闭机侧炉门,清扫机侧炉门、炉门框和处理头尾焦。其推焦杆前端选用20 g耐高温压力容器材料,该材质具有高温性能好的优点,后端采用Q235B材料。推焦杆经过多次推焦,经受急剧加热和降温、推焦阻力的交替作用以及推焦杆自重的作用,导致推焦杆产生上拱、旁弯等弯曲变形。随着攀钢炼铁厂新3、4捣固焦炉面临的保产任务日益加重,推焦车推焦杆存在的问题成为了制约捣固焦炉达产达效的关键。本文介绍了攀钢炼铁厂3、4焦炉推焦车推焦杆的运行现状,分析了存在的问题和原因,并提出推焦杆在线校正对策,实施后效果良好。
1 推焦杆运行现状及存在问题分析
1.1 运行现状
攀钢炼铁厂新3、4捣固焦炉推焦车推焦杆总长为31 000 mm,高度为1 019 mm,宽度为380 mm,重量为34 377 kg,推焦杆头高5 945 mm,宽度380 mm,重量为11 388 kg。推焦杆处于推焦车体中间部位,由推焦杆头、推焦杆主体、推焦杆活动尾等组成。推焦杆主体示意图见图1。
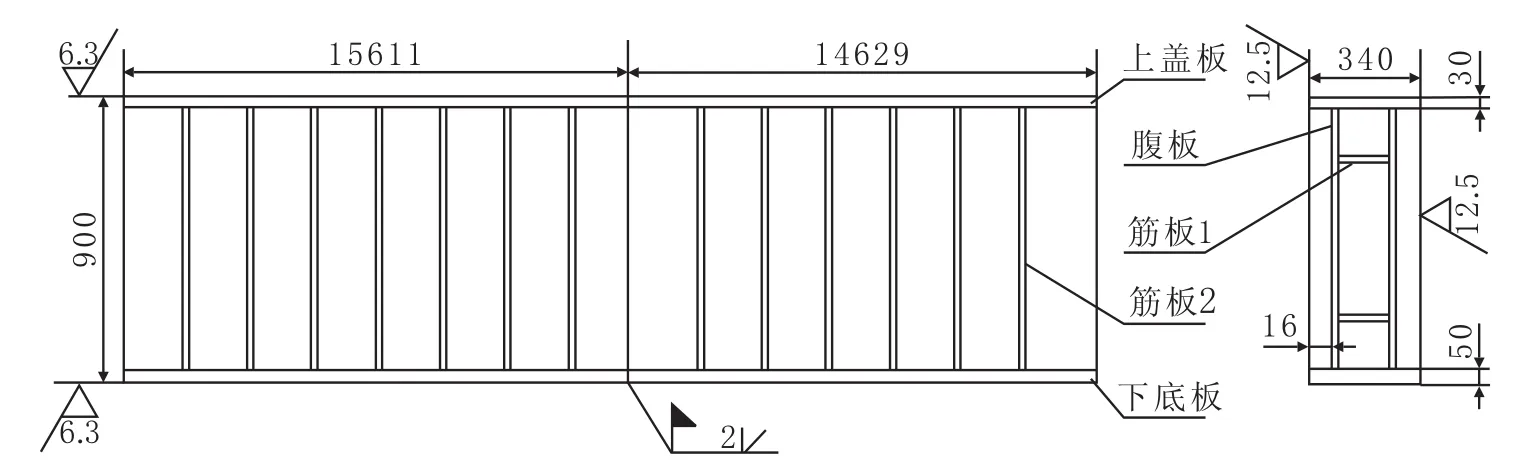
图1 推焦杆主体示意图Fig.1 Sketch Map for Main Body of Coke Pushing Arm
捣固焦炉推焦车推焦杆用于将炙热的焦炭从炭化室(温度约为1 300℃)内推出至露天环境,使用环境温度变化大。捣固焦炉每天生产焦炭132炉,实行白、中、夜三班连续生产。按单炉作业时间20 min计算,每天两套焦炉车辆需连续作业22 h,剩余2 h为生产检修时间,根据生产组织均分到三个班,每班生产检修时间仅有40 min,时间短,检修困难。
1.2 存在问题及原因分析
1.2.1 推焦杆受热不均,推焦困难
(1)推焦杆长期在高温环境下工作,极易产生热变形,导致上拱量增加。
(2)推焦杆退出炭化室后,局部地方接触冷空气发生急剧降温,导致推焦杆局部变形。
(3)推焦杆发生变形后继续使用,齿条与齿轮之间的啮合间隙在全长上不一致,导致变形加重。
(4)操作原因导致推焦杆在炉膛高温环境下的时间过长。
1.2.2 齿轮装配精度问题
(1)主动齿轮装置在安装过程中,由于受钢结构在制造过程中变形的影响,安装机座标高产生一定误差,造成推焦杆前托轮与主动齿轮和推焦杆齿条的齿面产生接触误差,齿轮接触不良,造成齿面局部磨损加剧,影响推焦杆使用寿命。
(2)由于推焦杆齿条与主动齿轮副中心距偏差、齿侧间隙降低,接触精度不好,啮合质量降低,造成推焦杆振动、跑偏、齿条断裂。
1.2.3 推焦杆齿条轴承受力不均
(1)推焦杆在启动至炉前认定位置之间来回冲击,使3至4节齿条来回受到冲击、撞击,齿条产生接头变形、铆钉拉长、齿条上翘,造成推焦杆上拱、旁弯,齿条断裂。
(2)推焦杆主动轮装置两侧挡轮轴承采用深沟球轴承,不能自动调心,在使用过程中由于温度较高,润滑油易干,同时受力较大,导致轴承损坏,起不到调节作用。推焦杆在运行过程中受旁弯影响,在拉出及推出过程中,轴承损坏造成挡轮间隙增大,推焦杆偏斜,齿轮啮合出现偏差。
(3)推焦杆在运行时受热、受力不均,产生严重上拱、旁弯,推焦时震动大,导致推焦杆主动装置轴承座螺栓松动,使齿轮齿条传动模数变化大,齿轮啮合传动比不稳定。
2 在线校正对策
针对攀钢炼铁厂新3、4捣固焦炉推焦车推焦杆上拱、旁弯严重的问题,提出了在线校正对策,具体如下。
2.1 检修架校正法
分别在新3、4捣固焦炉两侧炉头检修段场地,采用4根14槽钢为一组,将每组槽钢相互连接作为推焦杆检修架。推焦杆在线检修架正、侧视图见图2。推焦杆托架按照推焦三角架的标高制作安装,达到支撑固定推焦杆的作用。压顶支撑架,支撑千斤顶,采用压顶将推焦杆反向顶过平直位置的方法,达到校正推焦杆旁弯的目的。门形框拉杆由30工字钢制作而成,支撑千斤顶,采用压顶将推焦杆反向顶过平直位置的方法,达到校正推焦杆上拱的目的。
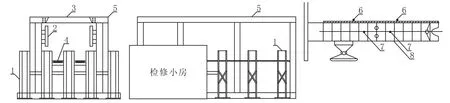
图2 推焦杆在线检修架正、侧视图Fig.2 Front View and Side Elevation of On-line Maintenance Racks for Coke Pushing Arm
2.2 火焰校正法
对推焦杆的变形校正最有效的方法为火焰校正法。将推焦杆伸出至检修架,利用钢线全段和分段测量推焦杆下弯数据。找出最大弯弧数值和各分点弯弧数值,并在推焦杆上标记需要校正的部位。钢线固定在推焦杆下沿,以观察和检测推焦杆校正时和校正后的变形恢复情况。根据推焦杆的下弯和旁弯的部位,用千斤顶支撑着力,然后采用手持焊炬、同时对推焦杆的弯曲部位进行加热,见图3。当温度达到400~600℃时,边加热边逐渐增加千斤顶的力量,并观察和测量推焦杆的变形情况,直至推焦杆的变形恢复到正常状态,并且上翘10 mm左右为最佳。上拱和旁弯校正示意图见图4。利用火焰校正法方法校正推焦杆可以很好的控制推焦杆的变形部位,使弯曲部位的金属组织处于金属相变温度以下,同时延伸性得以加强,有效防止冷校时变形部位难以控制和校正应力较大的情况,同时还可以消除推焦杆上拱及旁弯时产生的拉压应力。

图3 火焰加热示意图Fig.3 Sketch Map for Flame Heating
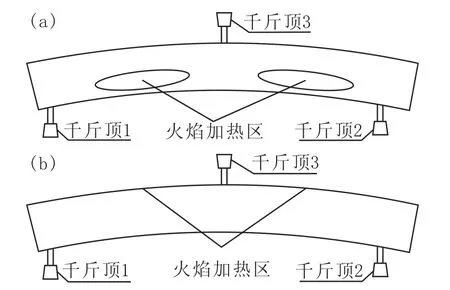
图4 上拱和旁弯校正示意图Fig.4 Correction Sketch Map for Upwarp and Sidewise Bending
2.3 腹板加筋板固定法
为保持通过压顶和火焰校正后推焦杆的状态,不仅要恢复原加强筋板,而且要对推焦杆凸侧进行再加强。通过采用田形加强方式,即横肋能够有效防止侧弯,保持整个推焦杆在同一竖直面内;立肋能够有效地使推焦杆保持在同一平面内;下部加短立肋能有效抑制推焦杆上拱和下绕。推焦杆筋板示意图见图5。
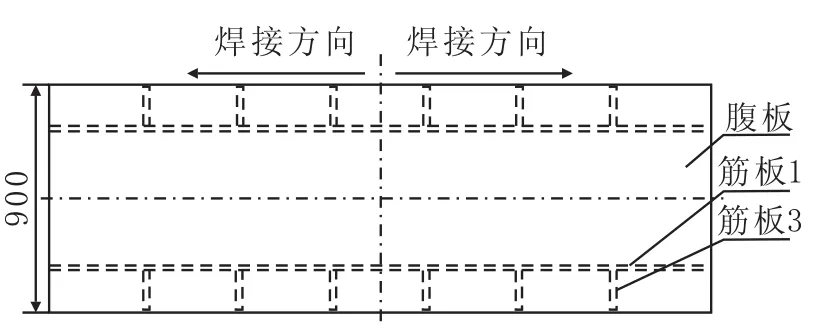
图5 推焦杆筋板示意图Fig.5 Sketch Map for Ribbed Slabs for Coke Pushing Arm
由于焊接加强田形筋板,需对推焦杆焊接部位进行整体消除焊接应力退火,在焊接过程中需用千斤顶对推焦杆进行整体固定,使推焦杆缓慢降温。
3 实施效果
采取在线校正对策后,在冷态下对推焦杆上拱、旁弯,齿条与大齿轮的顶隙等数据进行了测量,结果见表1。可以看出,实施在线校正后,改善效果明显,推焦杆运行状态的稳定性得到了提升,能够满足炼焦生产需求。

表1 推焦杆校正前后测量数据Table 1 Measurement Data of Coke Pushing Arm before and after Correction
此次校正过程停机时间控制在24 h以内,相比传统更换推焦杆需72 h,检修时间缩短了48 h,按单炉作业时间20 min计算,可多生产焦炭144炉,经济效益非常可观,同时减少了停机检修长时间焖炉对焦炉炉体造成的损害,延长了推焦杆装置使用寿命。
4 结语
攀钢集团攀枝花钢钒有限公司炼铁厂对新3、4捣固焦炉推焦车推焦杆的运行现状进行了分析,找出了存在问题和原因,提出了在线校正对策,包括检修架校正法、火焰校正法和腹板加筋板固定法。实施后有效改善了推焦杆的上拱量、旁弯量和齿条与大齿轮顶隙,提升了推焦杆运行状态的稳定性,满足了炼焦生产需求;同时,使检修时间由72 h缩短至24 h以内,减少了停机检修长时间焖炉对焦炉炉体造成的损害,延长了推焦杆装置使用寿命。
