PSA与MSA电镀锡产品库存3年后的性能对比
2021-04-19陈远洪魏学东张诚
陈远洪,魏学东,张诚
(河钢集团衡水板业有限公司,河北 衡水 053000)
电镀锡板是一种环保、安全的包装材料,广泛用于食品罐、饮料罐、气雾罐、化工桶和各类包装杂罐[1]。但在日益严峻的环保形势下,苯酚磺酸(简称 PSA)镀锡体系由于排放废水 COD(化学需氧量)高,废镀液需通过化学氧化还原处理,且存在不彻底的风险,已经不能满足环保形势的要求。甲基磺酸(简称MSA)镀锡体系镀液的COD是PSA镀液的1/10,同时兼备工艺操作窗口广、药品无毒副作用的优点。MSA镀锡满足《关于限制在电子电气设备中使用某些有害成分的指令》(RoHS)、《化学品的注册、评估、授权和限制》(REACH)法规的要求,是一种环保型工艺,其镀液中含有的MSA按照经济合作与发展组织(OECD)对有机生物降解性能的评价标准,属于易生物降解有机物,在24 d内可以完全降解,符合环保的需要。
国内某电镀锡机组于2016年12月将原PSA镀锡体系成功切换为MSA镀锡体系。为准确对比2种工艺的产品质量,MSA切换前选取3卷铁,规格分别为0.2 × 800 × C(镀锡量2.8/5.6)、0.18 × 823 × C(镀锡量1.1/1.1)和0.19 × 832 × C(镀锡量2.0/2.0),先使用原来的PSA工艺生产出不同镀锡量的产品,合计生产半卷约5 t之后切退;在MSA切换后,确保设定电流、边缘罩位置与前半卷生产的一致,槽液温度等工艺参数稳定后,用剩余半卷生产对应的产品。此3卷产品于2016年12月生产,库存至实验时已超过3年。
1 两种镀锡体系镀锡产品的质量对比
1.1 镀锡量的均匀性
按GB/T 1838–2008《电镀锡钢板镀锡量试验方法》,检测锡板横向镀锡量分布,正面由操作侧到传动侧依次检测10个点;点1和点10为边部冲2个半圆拼接后检测,反面由操作侧到传动侧依次检测10个或11个点;点1和点10(或点11)为边部冲2个半圆拼接后检测,检测结果如图1和图2所示。可见MSA镀锡工艺边缘镀锡量超厚的程度(即边缘效应)较PSA镀锡工艺有所减轻。

图1 两种镀锡工艺在不同正面镀锡量下的均匀性对比Figure 1 Uniformity comparison of two types of tin electroplating processes under different deposition amounts of tin in front side

图2 两种镀锡工艺在不同反面镀锡量下的均匀性对比Figure 2 Uniformity comparison of two types of tin electroplating processes under different deposition amounts of tin in back side
1.2 氧化膜检测情况
使用宝钢技术中心生产的氧化膜测试仪检测氧化膜,结果见表1。可见MSA工艺样品的氧化程度较PSA工艺样品略低。

表1 正反面氧化膜的检测数据Table 1 Inspection data of oxide films in front and back sides
1.3 铁溶出情况
按GB/T 22316–2008《电镀锡钢板耐腐蚀性试验方法》进行检测,结果是指20.4 cm2镀锡板表面的铁溶出量,依据GB/T 2520–2017《冷轧电镀锡钢板及钢带》的要求,检测结果见表2。MSA工艺样品的铁溶出值较PSA工艺样品略低,但两种工艺样品的检测结果均低于国标。

表2 两种工艺铁溶出值的检测结果Table 2 Test results of iron dissolution values for two processes
1.4 黑灰情况
在镀锡板上放置好干净的滤纸,在滤纸上放置一个重1 kg的圆形砝码(直径75 mm),按垂直于钢板轧制方向匀速拖动纸巾500 mm,取下砝码后比对滤纸检测部位发黑情况,判级结果见表3。可见MSA工艺样品的黑灰情况比PSA工艺样品好。
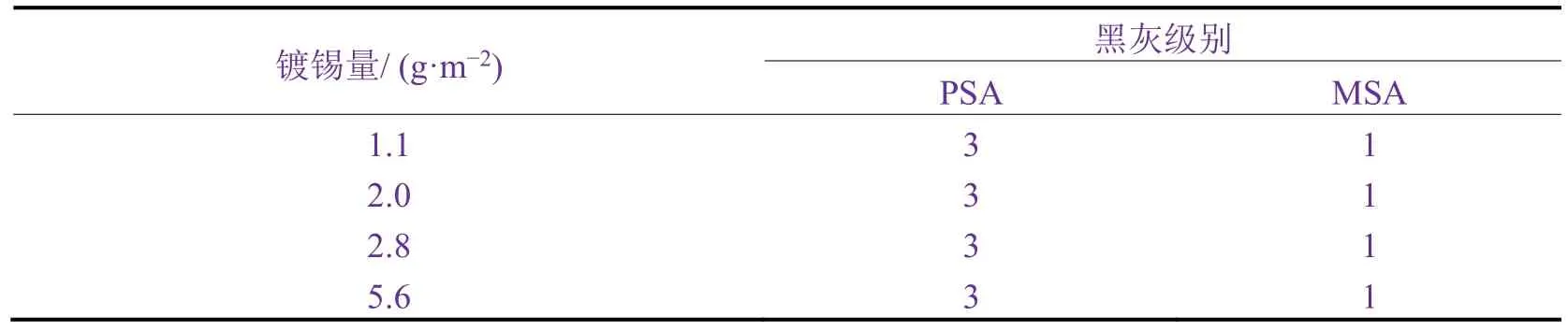
表3 两种工艺黑灰情况检测对比Table 3 Comparison of smudge grades of two processes
1.5 晶粒度情况
依 GB/T 2520–2017的要求,按 GB/T 22316–2008对镀锡量 5.6 g/m2的样板进行检测后根据 GB/T 6394–2002《金属平均晶粒度测定方式》判级,PSA工艺的粒度被评为8级,MSA工艺为7级,均符合不大于9级的要求,且MSA工艺生产的产品的晶粒比PSA工艺生产的产品的晶粒要大。
2 两种镀锡体系产品印铁检测相关项目的对比
分别将PSA工艺和MSA工艺生产的2.8/5.6、1.1/1.1(只检测正面)、2.0/2.0(只检测正面)镀锡板送印铁厂进行涂布,涂布量7 ~ 8 g/m2,烘烤温度(203 ± 5) °C,按 QB/T2763–2006《涂覆镀锡(或铬)薄钢板》对不同烘烤次数的产品进行涂印性能检测,结果见表4至表6。MSA工艺样品的附着力在第一次烘烤时与PSA工艺样品基本一致,但烘烤二三次时比PSA工艺稍好。其余指标则基本一致,无明显差别。

表4 两种工艺镀锡板一次涂布一次烘烤后涂层的性能Table 4 Properties of coatings on tinplates prepared by two processes after being baked for one time
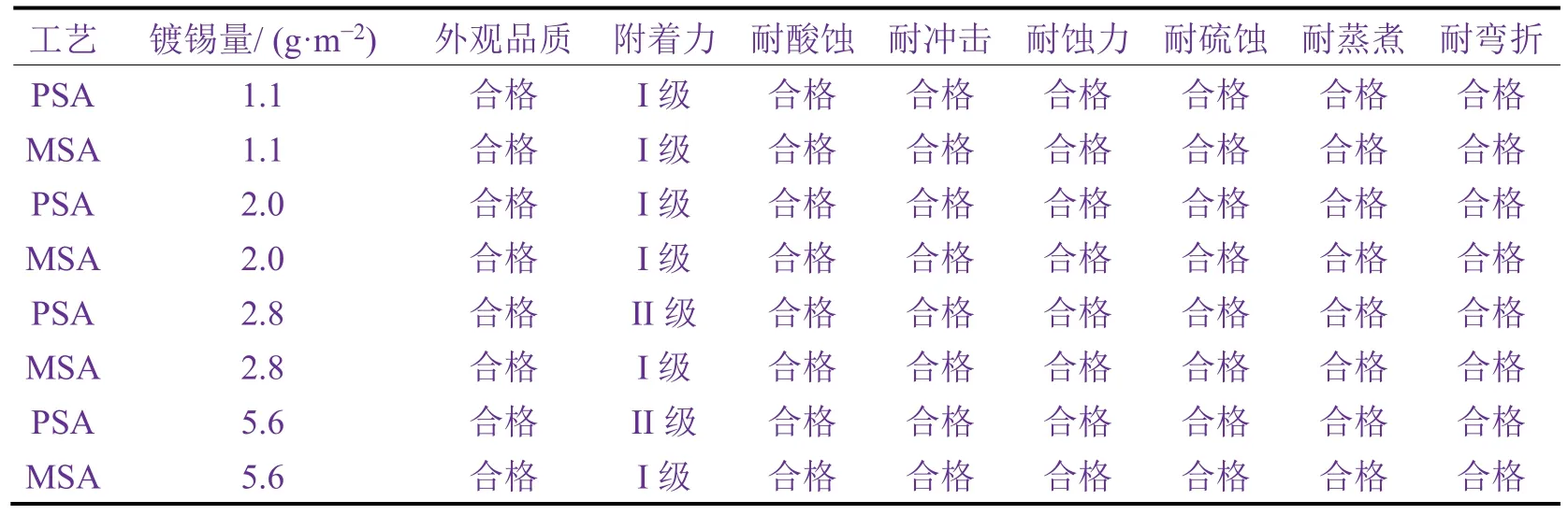
表5 两种工艺镀锡板一次涂布二次烘烤后涂层的性能Table 5 Properties of coatings on tinplates prepared by two processes after being baked twice

表6 两种工艺镀锡板一次涂布三次烘烤后涂层的性能Table 6 Properties of coatings on tinplates prepared by two processes after being baked for three times
3 结论
同卷基板前半卷使用PSA工艺镀锡,后半卷使用MSA工艺镀锡,同样条件下库存3年后,各项检测数据及印铁涂布内涂料后的性能检测均表明它们的各指标都符合标准要求,并且 MSA工艺在生产的电镀锡产品多个检测项目上优于PSA工艺生产的电镀锡产品。
