高温轧制对AZ31B镁合金组织和性能的影响
2021-04-19丁春园陈忠家李赵明许智鑫
丁春园,陈忠家,李赵明,许智鑫
(合肥工业大学 材料科学与工程学院,安徽 合肥 230009)
镁合金具有比强度和刚度高的特点,在提高汽车燃油效率、减少二氧化碳排量等方面具有很大的应用潜力[1]。现阶段镁合金应用最为广泛的仍然以铸造镁合金为主,变形镁合金的应用还未普及,主要原因在于变形镁合金的某些性能无法达到可实际应用的水平,特别是通过轧制工艺获得的板材,其室温冲压成形性能仍无法满足生产需求。其主要原因是镁合金属于密排六方结构(hcp),在室温下可启动的滑移系较少,此外柱面滑移、锥面滑移等非基面滑移所需的临界剪切应力(Critical Resolved Shear Stress,CRSS)远远大于基面滑移,室温下非基面滑移很难启动[2]。因此通过常规轧制工艺(≤450℃)制备板材,在轧制过程中容易引入较强的基面织构,导致板材存在严重的各向异性,大大限制了板材的二次成形能力。
调控织构是提高镁合金板材成形性能的有效方法。其中之一就是在镁合金中加入稀土元素[3]。稀土元素加入可以削弱轧制镁合金基面织构的强度,从而改善板材的各向异性。Huang等[4]研究发现,在Mg-4Y合金中加入其它稀土元素,其(0002)基面织构强度降低到了2.4,极大的改善了合金板材的各向异性。但由于稀土元素的价格昂贵以及储量少等原因,大大增加了原材料的成本,限制了其实际应用。因此通过改变轧制工艺,获得性能良好的板材才是最有效的途径。近年来,学者为了提高镁合金的室温成形性能,开发了许多优秀的轧制工艺如异步轧制[5]、等径角轧制[6]等。蔡建国等[5]研究了异步轧制工艺对AZ31镁合金室温成形性能的影响,研究发现采用小异速比和多道次异步轧制工艺能够弱化基面织构强度提高成形性能,异步轧制获得的板材退火后的室温杯突值达到了6.14mm。陈振华等[6]首次提出了等径角轧制工艺,等径角轧制可以通过调整模具结构弱化基面织构和改变板材内部的织构类型,达到提高板材室温成形性能的目的,其获得的板材室温杯突值可以达到6.2mm。但现阶段这些工艺仍然无法实现规模化应用。因此通过改变常规轧制工艺,提高镁合金板材室温成形性能是实现规模化应用最有效的方式。据文献报道[7],提高镁合金的变形温度可以降低非基面滑移系的CRSS,在高温下变形时大量的非基面滑移系得以启动,这对削弱镁合金基面织构强度至关重要。然而,现阶段的热轧工艺,大都在450℃以下进行。对于超过450℃的热轧工艺,及其对镁合金板材组织以及性能的影响规律相关报道较少。
1 试验方法
本实验材料为自制的微合金化AZ31B镁合金,合金成分(质量分数,%)为,Al 3.0,Zn 1.3,Mn 0.3,Ca 0.3,La 0.6,Mg余量。轧制实验前将铸锭切割成厚度为5.7mm的板材,并在400℃下进行24h均匀化处理。板材分别在450℃、500℃、525℃下通过5道次轧制,轧制速度为0.3m/s,将板材厚度从5.7mm轧制到2mm,道次压下量为20%,总变形量为65%。轧制结束后将获得的板材在350℃下退火60min。将退火完的板材分别切割成直径为60mm的圆形杯突实验试样,以及总长度为60mm,标距为25mm的拉伸试样,杯突实验(Erichsen)、拉伸实验均在室温下完成。
采用截线法来计算平均晶粒尺寸,即每张金相图横向和纵向各均匀地画8条线,再将每条线的平均晶粒尺寸求平均值,最后得出晶粒的平均尺寸,利用IPP软件统计板材组织晶粒尺寸分布。使用背散射衍射(EBSD)、X射线衍射仪(XRD)分析板材退火前后宏观织构的演变。采用万能实验机对不同方向的拉伸试样(RD、45°、TD)进行室温拉伸实验,测试合金板材的力学性能,拉伸速率为2mm/s。通过拉伸数据绘制出工程应力应变曲线,同时计算绘制出真实应力应变曲线,利用指数方程拟合得到不同轧制温度、不同方向上的应变硬化指数(n)。通过拉伸实验测量计算出材料的塑性应变比(r,r=εw/εt)。根据GB/T4156-2007国标规定,使用BTP-500板料成形试验机进行室温杯突试验。试样的直径为60mm,厚度1.5mm,实验过程中润滑剂为石墨脂。冲头直径为20mm,冲头速度和夹紧力分别为5mm/min和10kN。杯突值(IE)取同一状态下的板材三次实验结果的平均值。
2 结果与讨论
2.1 轧制温度对微观组织的影响
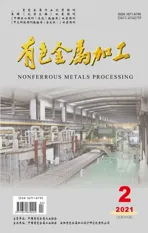
合金板材经不同温度(450℃、500℃、525℃)轧制后的金相图(200×、500×)和晶粒尺寸分布图如图1所示。
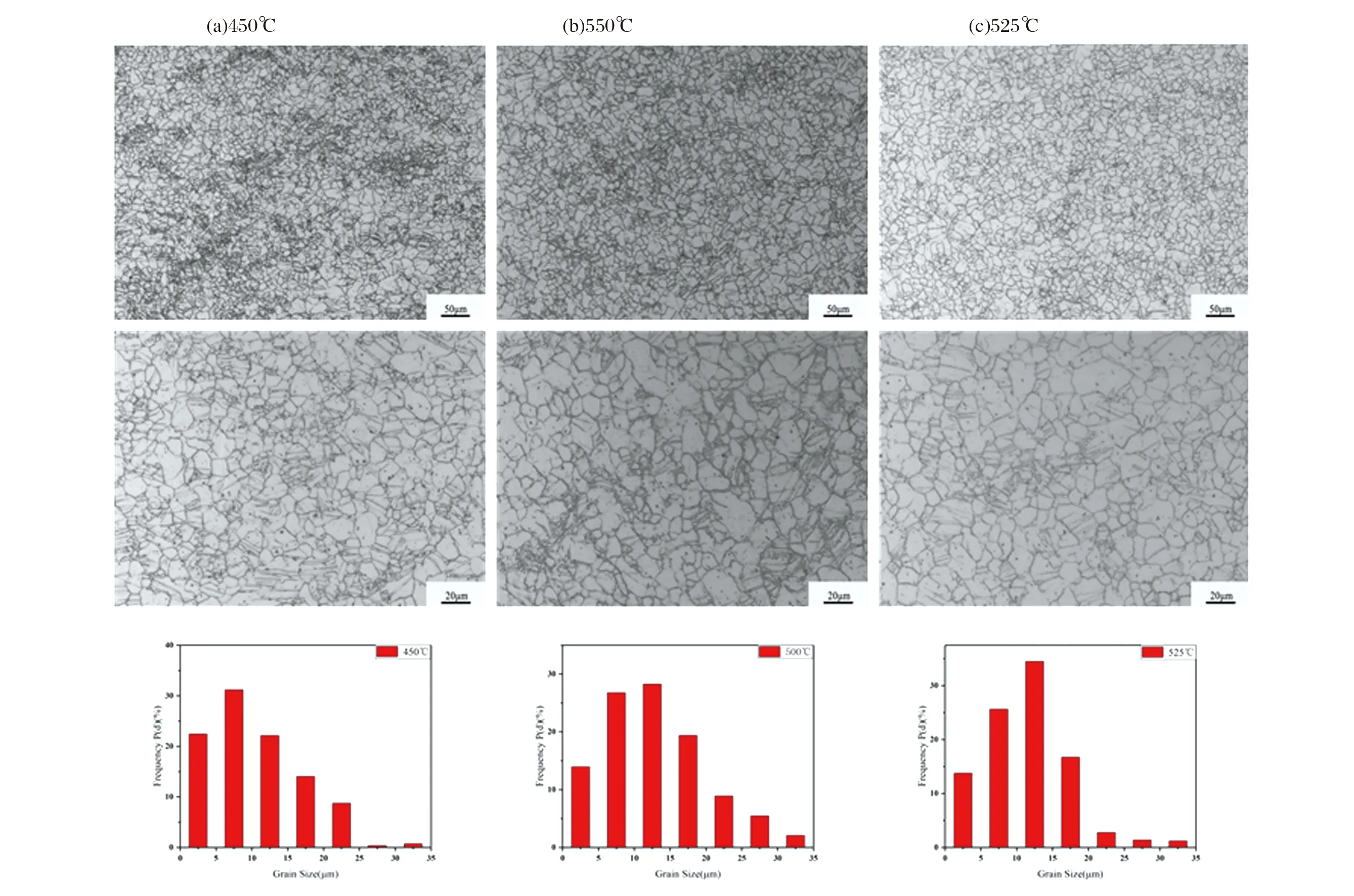
图1 不同轧制温度轧制态金相图和晶粒尺寸分布图
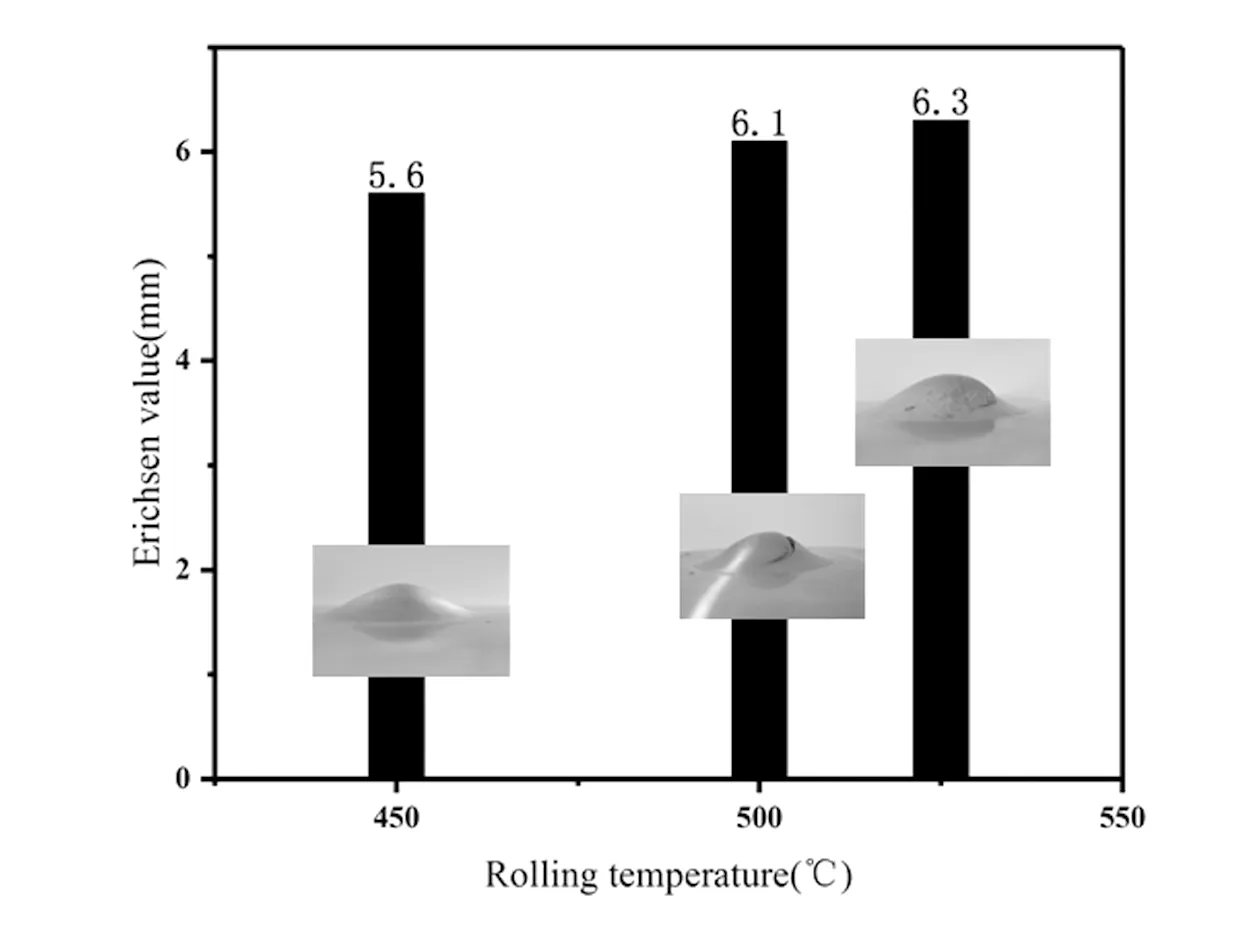
从金相图中可以看出,合金在不同轧制温度下均出现了比较明显的动态再结晶及孪晶组织,且存在部分孪晶贯穿整个大的原始晶粒。动态再结晶和孪晶的出现在很大程度上起到了细化晶粒的作用。但随着轧制温度的升高动态再结晶晶粒出现了长大的现象,同时孪晶组织的数量也在不断减少,此现象在轧制温度达到525℃时表现的最为明显。从晶粒尺寸分布图中可以观察到随着轧制温度的升高,晶粒尺寸介于(0 图2为不同轧制温度(450℃、500℃、525℃)下合金板材经350℃保温60min退火之后的金相图、平均晶粒尺寸变化曲线图以及用来表征组织均匀性的RG-RS变化曲线图。从图2(a)(b)(c)退火态金相图不难发现,退火后,板材内部孪晶组织已完全消失,组织内部由大量再结晶晶粒以及少量残余母晶粒组成。但不同轧制温度下退火态金相组织的平均晶粒尺寸和组织均匀性存在一定差距。如图2(d)所示,450℃、500℃、525℃下轧制退火之后板材平均晶粒尺寸分别为6.78μm、7.16μm、7.88μm,随着轧制温度的升高板材退火后的组织平均晶粒尺寸呈现出增大的趋势。为了表征组织的均匀性,引入RG(RG=dmax/dm)、RS(RS=S/Lnd,其中S为Lnd的标准偏差)参数衡量组织的晶粒尺寸分散度[10],如图2(e)所示。轧制温度为450℃时退火后的板材组织RG、RS值分变为3.51和0.261,当温度升高到525℃时其值分别为2.61和0.226。表明随着轧制温度的升高,板材退火后的组织平均晶粒尺寸有所增加,但组织的均匀性得到了很好的改善。 图2 不同轧制温度下退火态金相图、平均晶粒尺寸和RG-RS变化曲线图 图3为合金板材经不同轧制温度热轧后板材的(0002)极图,从图中可以直观的看出,随着轧制温度的升高板材内部基面织构强度逐渐减弱,其值分别为11.03、10.03、8.95,同时(0002)基面极密度分布也随着温度的变化而变化。450℃轧后的板材内部(0002)基面极密度在轧制方向和横向上都出现了加强点,形成了双峰织构,轧制温度升高到500℃时(0002)基面极密度仅在横向上出现了加强点,在轧向上的极密度加强点开始减弱,并且基面极密度逐渐向横向扩展,当轧制温度升高到525℃时(0002)基面极密度分布与横向近乎平行,并且在轧向上的极密度加强点消失。这表明随着轧制温度的升高,板材内部基面极密度沿轧制方向逐渐减弱,沿横向逐渐加强。轧制温度对合金板材(0002)基面织构强度和基面极密度分布的影响主要归因于温度对不同滑移系临界剪切应力的影响[6],随着轧制温度的升高,柱面滑移、锥面滑移的临界剪切应力逐渐降低,因而得以大量的启动,特别是柱面滑移的启动对基面极密度向横向扩展影响最大[11]。 (a)450℃;(b)500℃;(c)525℃ (a)退火前;(b)退火后;比值变化曲线 表1 合金性能随温度变化数据表 图5 不同轧制温度下合金板材的室温杯突值 (1)在高温轧制条件下,随着轧制温度的升高,非基面滑移逐渐大量地启动,基面织构强度逐渐降低,由450℃时的11.03降低到525℃时的8.95,降低约18.9%。而退火之后的板材其基面织构强度的减弱更为明显,这对提高板材的室温成形性能至关重要。 (2)随着轧制温度的升高,退火后的板材各项性能均呈现出规律性的变化,轧制温度越高板材的各向异性也就越弱,且杯突值由450℃时的5.6mm增大到525℃下的6.3mm,比450℃下的5.6mm提高了约12%。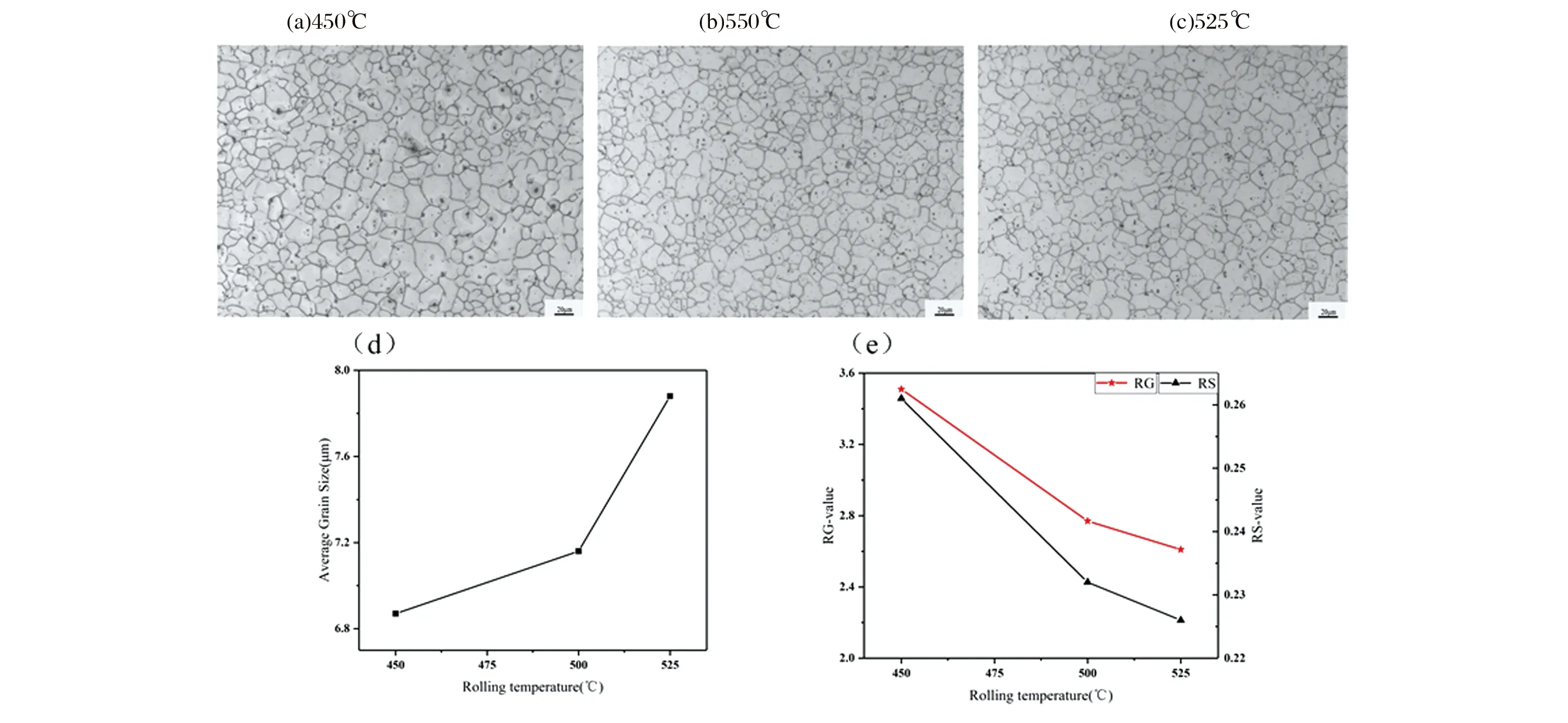
2.2 轧制温度对板材织构的影响

2.3 轧制温度对合金板材性能的影响




3 结论