利用Aspen Plus模拟分离乙醇-水体系的研究
2021-04-16
(上海工程技术大学 化学化工学院 , 上海 201620)
乙醇在工业、医学、生活用品等方面都有着非常广泛的应用,还可用于制造各种工业产品,并由此制造出医药、染料、涂料等产品的中间产物[1]。无水乙醇的需求量日益增加,目前大规模工业化生产无水乙醇使用较多的方法是萃取精馏,而传统的萃取精馏需要加入大量萃取剂才能够制得较纯的无水乙醇产物,成本高、流程繁琐。本次模拟采用加碱萃取精馏,将适当的碱类加入到萃取剂中可以增大无水乙醇产率[2]。本文向乙二醇中加入KOH和NaOH,探究加碱萃取后塔顶乙醇质量分率的变化规律,得出制取无水乙醇的最佳条件。
1 模拟设计
本研究使用Aspen Plus软件进行模拟。AspenPlus是一个工业通用制造流程设计模拟系统,其拥有工业上最齐全的物性系统,算法合理,模块完善,功能齐全,能预测运行流程的操作参数和设备参数等[3-4]。模拟开始时建立的工艺理论流程图如图1所示。
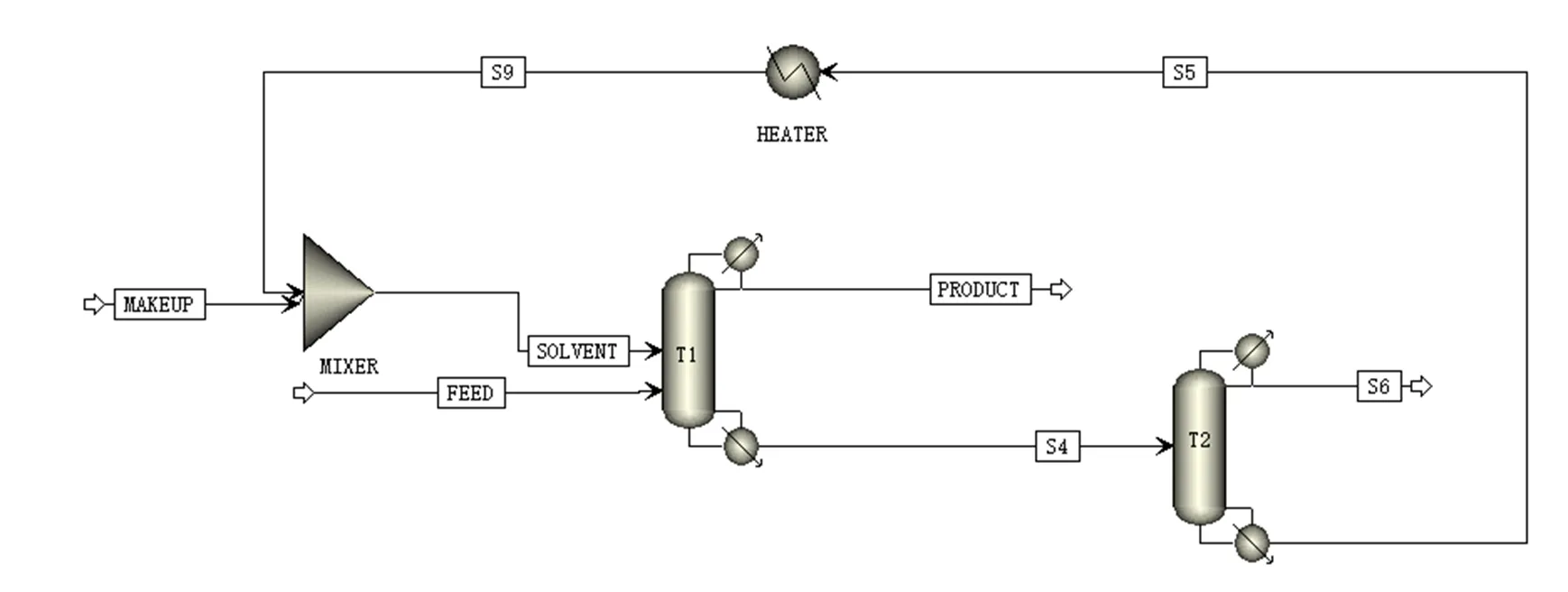
图1 模拟流程图
本文研究回流比、乙醇进料分率、萃取剂含碱量对塔顶乙醇质量分率的影响。回流比大小影响设备成本和产率[5]。将FEED流股参数设置为20 ℃,压力0.1 MPa,总流率设置为100 kg/h,进料乙醇质量分率为90%;SOLVENT流股的参数设置为20 ℃,压力0.1 MPa,总流率设置为100 kg/h,萃取剂为乙二醇+KOH。模拟开始前先对T1进行灵敏度分析。确认最佳塔板数为16,萃取剂的进料位置为塔顶上方3号塔。下面以乙醇进料分率90%,萃取剂为10%KOH+90%乙二醇,回流比为2∶1为例演示模拟流程,具体设置如图2所示。

图2 T1部分参数
模拟结果如表1所示。

表1 模拟结果
2 模拟数据及分析
本文使用75%、85%、90%三种不同乙醇进料分率,萃取剂选择乙二醇,萃取剂含碱量10%、15%、20%,加入的碱为NaOH和KOH,回流比为1∶1、2∶1、3∶1依次进行模拟,研究不同条件对塔顶乙醇质量分率的影响。
2.1 回流比对产物分率的影响
当乙醇进料分率为90%,萃取剂含碱量为10%时,调整回流比的大小做3次模拟。模拟结果如表2所示。

表2 回流比对产物分率的影响
由表2可知,随着回流比的增大,塔顶乙醇分率先增大再减小,得最佳回流比为2∶1,当萃取剂中碱为KOH时,萃取效果比使用NaOH好。
2.2 萃取剂含碱量对产物分率的影响
当乙醇进料质量分率为90%,回流比确定为2∶1时,调整萃取剂含碱量做3次模拟。模拟结果如表3所示。

表3 萃取剂含碱量对产物分率的影响
由表3可知,随着萃取剂含碱量的增加塔顶乙醇分率降低,当碱为NaOH时含碱量的增加对乙醇质量分率的影响较大,而KOH则较为平缓,且得出的乙醇分率都较高,在99%以上。
2.3 乙醇进料分率对产物分率的影响
当回流比为2∶1,萃取剂含碱量为10%时,调整乙醇进料分率做3次模拟。模拟结果如表4所示。

表4 乙醇进料分率对产物分率的影响
由表4可知,塔顶乙醇分率随乙醇进料分率的增加而增加,两者成正比关系,萃取剂中碱为KOH时比NaOH萃取效果更好,产物分率最高可达99.66%。
分析以上模拟和数据,当回流比为2∶1时萃取效率最高,曲线变化趋势为先升后降。当萃取剂为10%碱+90%乙二醇时,得出的产物质量分率都较大,达99%以上,KOH和NaOH的分离效果都比较好,KOH所萃取出的乙醇分率稍大于NaOH。当含碱量增加时,NaOH的萃取曲线下滑较明显,而对KOH的分离效果影响不大,产物分率均处在99%以上。乙醇进料分率和产物分率成正比关系,任何条件下KOH的萃取效率都优于NaOH。通过本次模拟结果可知,加碱萃取无水乙醇的最佳参数是回流比2∶1,乙醇进料分率90%,萃取剂为10%KOH+90%乙二醇,该条件下塔顶产物质量分率为99.66%。
3 结论及展望
本文利用Aspen Plus软件模拟加碱萃取精馏乙醇-水体系的完整流程,得出以下结论:①在萃取剂中加碱能够提高萃取效果,增大乙醇产率;②在特定的含碱量和乙醇进料分率条件下,能够制得99.5%质量分率以上的无水乙醇;③KOH萃取效果明显好于NaOH;④双塔流程可回收大部分萃取剂再利用,在增大萃取效果的同时,降低成本和环境污染。加碱萃取精馏萃取效率高,节能环保,在化工生产中有广阔的发展空间。
