小型组合式王草铡切打浆机优化设计与试验
2021-04-13郇晓龙王德成张永禄马文鹏惠云婷
郇晓龙 尤 泳 王德成 张永禄 马文鹏 惠云婷
(中国农业大学工学院,北京 100083)
0 引言
王草是一种由狼尾草与象草杂交而成的高秆类禾草,在我国南方地区广泛种植,其营养丰富,茎嫩多汁,每年可刈割多次,是一种高产的优质饲草[1]。王草茎秆高大粗壮,为便于牲畜咀嚼和消化、提高饲喂效率,通常在饲喂前采用铡切、揉搓、打浆等方式进行加工处理。王草打浆可以减少饲草营养物质损失、增加牲畜采食量,便于与其他饲料进行混合,尤其适合饲喂猪、鸡等畜禽[2-7]。
国内外学者以玉米秸秆、甜高粱秸秆等为加工对象进行了饲草铡切、揉搓机械的相关研究[8-14]。文献[8-10]对秸秆铡切、揉搓过程进行分析,建立了秸秆揉搓过程的空间几何模型,得到茎秆含水率和切割状态等参数对铡切功耗的影响。文献[11-14]通过理论分析和台架试验相结合的方式,研究确定了安装角、刀尖倾角、筛孔直径、刀轴转速等结构和工作参数对秸秆的铡切效果和切割功耗的影响效果。
茎秆的物理特性对王草加工机械的设计具有重要影响。荣熊[15]、叶炳南[16]利用万能材料试验机对收割期王草茎秆进行了物理特性试验,结果表明,茎秆外皮在轴向有明显的线弹性,抗拉强度平均值71.39 MPa,轴向拉伸弹性模量平均值3 506 MPa,轴向抗拉强度65.44 MPa,抗压强度平均值为14.10 MPa,抗弯强度平均值为14.66 MPa,抗弯弹性模量平均值为132 MPa;王草茎秆外皮属于各向异性材料,其轴向和径向力学特性存在明显差异。王槊等[17]在根径、取样高度两个维度上研究了收获期王草茎秆拉伸与剪切的强度问题,结果表明,根径、取样高度、长径及圆度等对茎秆强度无显著影响。综上所述,相比玉米、甜高粱、芦竹等其他高茎秆作物,王草含水率更高、茎秆强度更大,对加工机械的性能要求更高[18-20]。
目前,缺少针对王草专用的铡切、打浆机械,利用传统的饲草铡切机、揉搓机对王草进行加工时,加工质量难以保证,且不具备对高含水率王草的打浆功能,难以同时满足小规模畜禽养殖户对王草的不同饲喂加工要求。本文在现有饲草粉碎、揉切等研究的基础上,对王草铡切、打浆一体化工艺进行研究,设计适用于家庭农户使用的小型组合式王草铡切打浆机,以满足对王草加工的多样化要求,同时提高王草铡切打浆机的工作性能。
1 总体结构与工作原理
1.1 总体结构
小型王草铡切打浆机总体结构如图1所示,主要由机架、喂入装置、工作室、抛送口、下出料口、传动系统等组成。因王草茎秆高大粗壮,设计喂入装置包括喂入口、喂入拨辊和喂入压辊,由喂入电机提供动力。为增加对王草的输送能力,喂入拨辊为一对表面带有喂入拨齿的对辊,其辊间距离固定;喂入压辊为上下浮动对辊,位于拨辊后侧,可随喂入量而改变喂入间隙,以此实现在喂入量变化的情况下,喂入辊对王草施加稳定的夹持力,保证喂入流畅并防止堵塞。工作室内主要安装有铡切刀盘、锤片组、破碎齿板、凹板、抛送板等。铡切刀盘、锤片组、抛送板布置于同一主轴上,并由主电机提供动力。破碎齿板安装于壳体上,凹板位于工作室下部,下出料口位于凹板下方。为便于实现王草铡切和打浆功能的切换,凹板通过螺栓与工作室主壳体相连,可根据铡切和打浆工艺的需要拆卸更换不同形式的凹板。抛送口在抛送板对应位置处的工作室上部,出口处安装有封闭挡板,在切换铡切或打浆功能时,可将抛送口开启或关闭。铡切刀盘上安装有铡切动刀,与定刀配合组成铡切机构。
1.2 工作原理
铡切工作前,安装封闭凹板,关闭下出料口,并取下抛送口处的挡板,使铡切后的王草碎料可通过抛送口抛出。其工作过程为:王草通过喂入机构由喂入口连续喂入,经铡切机构上的动刀、定刀的剪切作用而被切断落入工作室,在高速旋转的锤片带动下向后方输送,并在抛送板的作用下经抛送出口排出工作室,由此实现对王草的铡切加工。铡切长度由喂入速度和动刀转速决定,在实际铡切工艺中,通过控制喂入机构转速,从而控制喂入速度来实现王草铡切长度的调整。铡切用王草可以为青绿或干王草,根据使用需求确定。
打浆工作前,安装抛送挡板,关闭抛送口,换装打浆用凹板,使打浆后的王草浆料可透过凹板经下出料口排出。其工作过程为高含水率的王草经铡切后落入工作室,铡切后的王草碎料在高速旋转的锤片和破碎齿板的联合作用下被不断剪切、揉搓,在此过程中,在自身重力和锤片作用下,破碎后的王草浆料被压向凹板,当浆料粒度小于凹板孔径时,浆料经凹板下落至下出料口,排出工作室,实现青绿王草的打浆加工。打浆用王草需为刈割后的高含水率青绿王草。
2 关键部件设计与工艺分析
2.1 铡切动刀结构设计
铡切机构选用曲刃切刀。参照文献[21-22],切刀刃角选用25°,切刀厚度选用5 mm,采用63Mn钢制造。切刀刃口曲线采用偏心圆弧,如图2所示,其切刀刃口半径计算公式为

(1)
式中R——切刀刃口半径,mm
R1——切刀刃口中线半径,mm
b——喂入口宽度,mm
c——切刀回转中心与喂入口水平距离,mm
h——切刀回转中心与喂入口垂直距离,mm
τmax——切刀最大滑切角,(°)
τmin——切刀最小滑切角,(°)
δR——刃口磨损储备量,常取18~33 mm
根据喂入机构设计,喂入口宽度b=130 mm,切刀回转中心与喂入口水平距离c=45 mm,喂入口高度h=20 mm。切刀最大滑切角取50°,切刀最小滑切角取30°,刃口磨损储备量取28 mm。代入式(1)中,得切刀刃口半径R=145 mm。
切刀偏心距e′的计算公式为
e′=R1cos2τmin
(2)
代入数据,求得切刀偏心距e′=114 mm。
切刀远端点A、近端点B与刀盘中心的水平距离为
(3)
LOB=c-δ2
(4)
式中δ1——右侧刀长余量,取8~15 mm
δ2——左侧刀长余量,取6~12 mm
LOA——切刀远端点A与刀盘中心O的水平距离
LOB——切刀近端点B与刀盘中心O的水平距离
综合考虑喂入口的布置形式,取δ1=9 mm,δ2=6 mm,代入数据,求得LOA=185 mm,LOB=39 mm。
2.2 抛送板及动刀架设计
抛送板及动刀架用于安装锤片架,抛送板在王草铡切加工时起到抛送王草的作用,动刀架用于固定动刀。抛送板是决定抛送效果的关键装置。袁洪方[23]运用离散元法分析了切断后的玉米秸秆在抛送室中的运动规律,通过仿真试验得出了优选的抛送板角度为6°~17°,优选的抛送板拐点长度为150~200 mm。动刀架主要起支撑作用,根据动刀的设计对动刀架结构进行初步设计。所设计的抛送板、动刀架结构如图3、4所示,工作室主机结构如图5。
2.3 喂入机构设计
为保证喂入量发生变化时实现连续、均匀地喂料,设计了具有自动调节喂入辊间隙功能的喂入机构。
2.3.1浮动式喂入辊
在喂入口后方前后布置两组喂入辊,分别为喂入拨辊及喂入压辊。王草通过喂入口后经上下喂入拨辊配合向后拨送,由两喂入压辊夹紧输送至铡切机构进行切割。为了保证喂入压辊可以根据王草喂入量变化持续压紧喂入,采用压簧式夹紧机构。当王草喂入量增大时,可上下浮动的上喂入辊随王草喂入量调节两辊间距,王草通过间隙及所受压紧力随之增大,保证铡切效果。喂入辊配置简图如图6所示。
2.3.2喂入辊半径
喂入机构主要通过转动的喂入辊对饲草进行摩擦攫取实现喂入作用,其喂入过程受力分析如图7所示。图中O1为下喂入辊回转中心,O2为上喂入辊回转中心,β为喂入辊对饲草的正压力方向与辊轴连线间夹角,F为喂入辊对饲草的正压力,μ为摩擦因数,Y为喂入前饲草厚度,y为喂入辊间隙,RW为喂入辊半径。厚度为Y的饲草,经上下喂入辊挤压后,厚度减小为两喂入辊的辊间间隙。假定在喂入过程中不存在弹性变形,仅靠喂入辊的攫取力。假定喂入辊对饲草的正压力F作用在接触弧的中心处,则两辊对喂入饲草的推力为2Fsinβ,两辊转动时对饲草层的摩擦力为μF,为使饲草产生喂入移动,则应满足
2μFcosβ≥2Fsinβ
(5)
该条件可以保证喂入辊对饲草的攫取驱动力。由图7可以发现,当喂入辊半径越小时,β越大,因此,喂入辊半径越大,喂入辊的攫取喂入能力越强,存在关系
LO1O2=2RW+y=2RWcos(2β)+Y
(6)
在喂入临界条件,取喂入前王草厚度为40 mm,两辊间隙为20 mm,喂入辊对王草的摩擦角为16°,代入数据,求得RWmin=66 mm。综合考虑一体机整体结构布局,设置一体机喂入辊半径RW=70 mm。加工后喂入机构如图8所示。
2.4 王草打浆工艺分析
饲草打浆的实质是通过机械外力对高含水率饲草进行破碎使之成为碎料。打浆工艺中,王草为青绿王草,含水率高,具有较强的韧性,青绿王草的破碎与干王草的破碎相比具有一定的复杂性。为实现青绿王草的破碎打浆,对王草破碎形式和浆料排料方式进行分析。
2.4.1王草破碎形式分析
王草破碎主要通过高速运动的锤片和固定在仓室内壁上的齿板配合作用,使王草破碎成浆。本研究选择了标准锤片、L型锤片和Y型锤片3种锤片形式,如图9所示。标准锤片与齿板组合式,锤片与王草之间有较强的剪切作用,茎秆容易断裂;在搓擦阶段,由于锤片工作面较窄,且为径向方向,故发生的搓擦作用有限。L型锤片与齿板组合式,可以增加锤片与齿板间的搓擦作用,该种搓擦的破碎方式有利于较高含水率的韧性青绿王草的破碎。Y型锤片在高速破碎王草时具有较大的横向工作面积,使王草碎段在高速旋转的锤片的带动下,存在向外运动的趋势,会紧贴合齿板运动,这导致王草碎段在经过齿板时,将受到极大的搓擦作用。
2.4.2王草排料结构分析
在王草打浆工艺中,浆料的排出相比传统饲草加工中揉搓料的抛送及粉碎料的排出,具有更大的难度。本研究选择圆孔筛凹板式、栅格凹板式和轴流凹板式3种浆料排料结构进行试验研究。圆孔筛凹板采用粉碎用标准筛孔,利用粉碎工艺中的排料方式完成打浆浆料的排出。栅格凹板主要由栅条、圆钢等组成。栅条采用2 mm厚热轧板切割而成,栅条径向宽度为25 mm,在一体机上轴向布置40片栅条,用20条5 mm圆钢穿制焊合。栅格凹板具有一定的径向厚度,可以增加浆料通过栅格凹板的时间,从而增加王草碎料在工作室内部被破碎的时间,进而提高浆料的破碎程度。轴流凹板为半圆柱面板,由热轧板卷制而成,在板上安装变高度斜向齿板,轴流凹板宽度小于工作室宽度,凹板在抛送板侧与侧板有一定间隙。变高度斜向齿板起导向作用,使王草碎段在工作室内部破碎过程中产生轴向运动,在王草浆料经破碎至远离铡切口一侧,浆料从筛板与侧板间的空隙处流出。
3 铡切打浆机构工作参数优化
3.1 铡切机构仿真优化试验
为减少切割能耗以适用于家庭农户使用,利用显式动力学软件ANSYS/LS-DYNA进行铡切机构切割过程模拟[24-26],研究动定刀间隙、定刀高度、主轴转速等因素对铡切机构切割王草功率消耗的影响,优化铡切结构工作参数。
3.1.1切割模型建立和仿真参数设定
王草茎秆可分为芯部与外皮两部分,收获期王草茎秆芯部和外皮物理特性差异较大,外皮厚壁组织密集,结构强度大,而芯部质地松散易破碎,结构强度较低,王草茎秆强度主要集中在外皮部分,故铡切机构仿真优化试验以外皮作为切割研究对象。取王草茎秆直径为16 mm,外皮厚度为1.5 mm,建立一段长为100 mm的空心圆柱形王草茎秆模型。同时为提高运算速度,对铡切机构几何模型进行简化,将切刀与刀盘设为一个整体。在实际铡切过程中,切刀对一簇王草进行切割,在本仿真试验中,为缩短运算时间,模拟铡切机构切割2根王草。建立定刀几何模型,根据设计的一体机铡切机构,配置王草茎秆、铡切机构及定刀位置,所组成的模型如图10所示。王草茎秆为正交各向异性材料,王草材料模型物理参数如表1所示[15,27]。设置王草茎秆为ORTHOTROPIC本构模型,添加表中的各项参数,设置茎秆的失效属性ADD_EROSION。切刀的材料为65Mn。在建立铡切模型时,定义切刀为刚性材料模型,其物理参数[28]如表2所示。
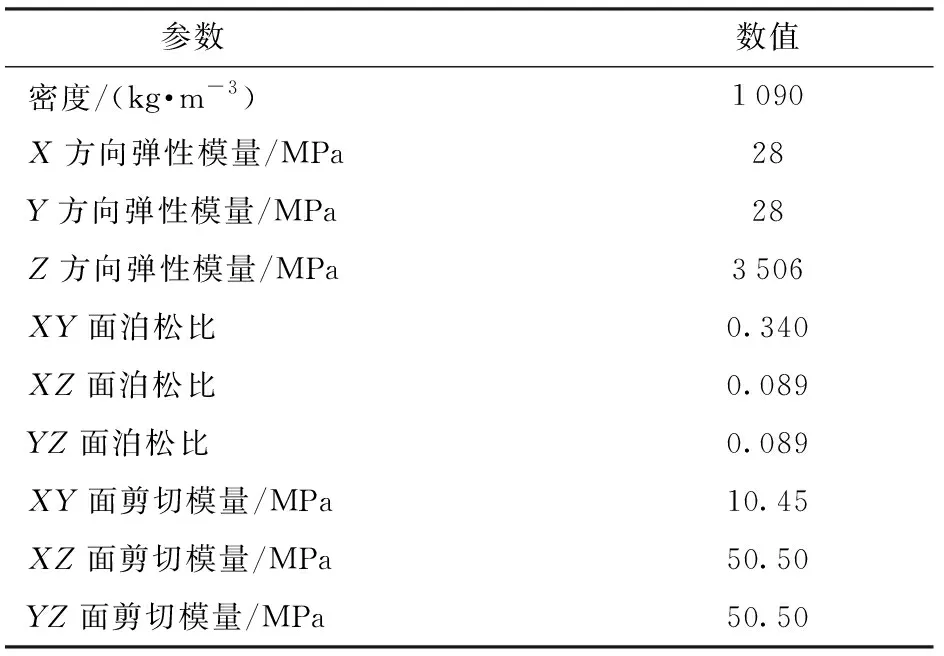
表1 王草材料模型物理参数Tab.1 Physical parameters of King grass material model
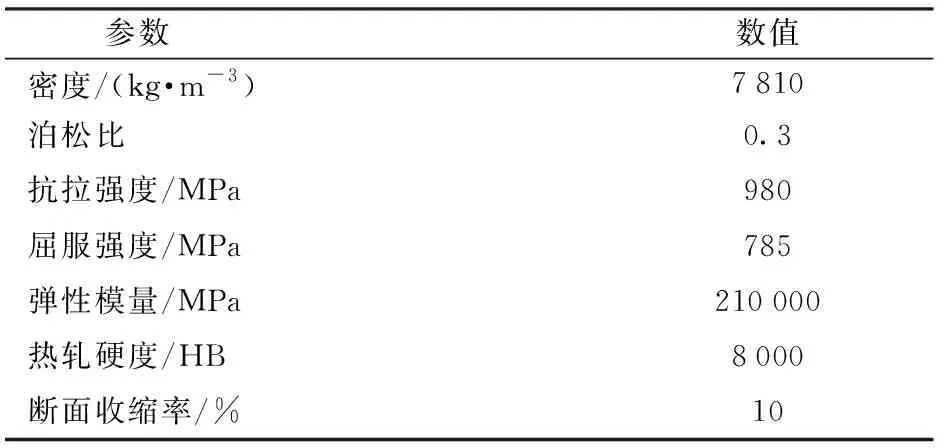
表2 切刀材料模型物理参数Tab.2 Physical parameters of cutter material model
在铡切过程中,定义接触模型为Surface to Surface Eroding。采用多区域网格划分法,细化王草茎秆网格,划分完成后,切割模型节点数为10 435,单元数为25 913。根据铡切机构实际工作工程,设定相关约束。对定刀施加全约束,对王草茎秆Z方向移动自由度施加约束,对铡切机构移动自由度施加全约束,对其X、Y方向旋转自由度施加约束。仿真试验中模拟切刀切割一次效果,即切刀旋转180°即可,通过计算,设置计算终止时间为0.02 s,采用默认步长输出。相关参数设置完成后,生成K文件,并由Mechanical APDL进行求解。利用LS-PrePost软件输出切割过程铡切机构的动能变化。在本仿真试验中,对铡切刀盘施加初始速度,在切割过程中,刀盘转速会因切割阻力而下降,其动能也随之下降,忽略切割过程中的内能变化,则铡切刀盘动能的减少量即切割功耗。
3.1.2铡切机构仿真试验设计
根据铡切机构设计,铡切机构中切刀类型、动定刀间隙、定刀高度和主轴转速等参数会影响切割效果,为分析上述4种因素对切割效果的影响,利用ANSYS/LS-DYNA进行仿真铡切试验,以切割功耗为评价指标,进行四因素三水平正交试验[29]。
目前,用于饲草铡切的切刀类型主要有曲刃切刀和齿刃切刀[22-23]。曲刃切刀在铡切时有较好的滑切性能,但在切割后期推挤角较大,对饲草喂入稳定性有较高要求;齿刃切刀通过齿尖嵌入茎秆切割,切割过程中,茎秆不存在横向推挤,可以很好地被刀齿钳住。综合两种切刀的优缺点提出了缺口圆弧切刀,在铡切过程中,既具有曲刃切刀切割的优点,同时避免曲刃切刀切割对王草的推挤作用。3种切刀的切割模型如图11所示。常见的饲草切碎机动定刀间隙为0.2~0.6 mm,在切粗硬茎秆时可以适当取较大的间隙[22]。由于王草茎秆较为粗硬,铡切时具有一定难度,且选用的齿形切刀、缺口圆弧切刀在受力较大时易变形,会导致动定刀碰撞,故在试验安排时选取0.2、1.1、2.0 mm等较大值。根据上文对喂入机构的设计计算,选用定刀高度16、23、30 mm。锤片转子末端线速度较小,不利于粉碎,故参考现有饲草揉搓机、粉碎机设计,选用1 000、1 300、1 600 r/min进行铡切机构切割试验研究。试验因素与水平如表3所示。

表3 铡切正交试验因素水平Tab.3 Factors and levels of cutting orthogonal test
3.1.3铡切机构切割试验结果分析
按表4 铡切正交试验方案进行铡切试验,A、B、C、D为因素水平值。计算得到各组试验的切割功耗如表4所示。计算机仿真切割过程如图12所示。

表4 铡切正交试验方案与结果Tab.4 Cutting orthogonal test scheme and results
铡切机构切割王草正交试验的极差分析结果见表5。以切割功耗为评价指标时,其值越小越好。从表5中可知,在铡切机构切割王草茎秆过程,影响切割功耗的因素主次顺序为A、B、C、D。最优水平组合为A3B3C2D2,即选择缺口圆弧切刀,动定刀间隙为2 mm,定刀高度为23 mm,主轴转速为1 300 r/min。

表5 铡切正交试验极差分析Tab.5 Range analysis of cutting orthogonal test
对铡切机构切割王草试验结果进行方差分析,结果如表6所示。由表6可以看出,以切割功耗为评价指标时,定刀高度的P值小于0.05,说明其对切割功耗影响显著,切刀类型、动定刀间隙的P值小于0.01,说明其对切割功耗的影响极显著;主轴转速的P值大于0.05,说明主轴转速对切割功耗影响不显著。

表6 铡切正交试验方差分析Tab.6 Analysis of variance of cutting orthogonal test
3.2 打浆机试验
在结构设计和铡切机构优化的基础上,进行王草铡切打浆机样机的试制,并在加工完成的样机上进行王草打浆优化试验,确定王草铡切打浆机的工艺最佳结构及工作参数。
3.2.1样机试制
根据对王草铡切打浆机的设计、建模及铡切机构参数优化结果,完成试验样机的试制。样机所需的零部件由石家庄鑫农机械有限公司进行试制加工,试制完成后进行样机的总装和调试,总装后的王草铡切打浆样机如图13所示。
3.2.2试验设计
为确定王草打浆最佳工艺参数,以主轴转速、王草破碎方式、浆料排料方式为试验因素,同时为评价打浆效果,以浆料中长草质量分数为评价指标,进行三因素三水平正交试验。
根据铡切机构切割正交试验结果,主轴转速对切割功耗影响不显著,在此研究基础上,对王草打浆效果进行检验,选取王草打浆最佳主轴转速为整机最终主轴转速。综合考虑铡切试验研究结果和现有饲草加工设备主轴转速,确定本试验主轴转速为1 200、1 300、1 400 r/min,试验因素水平如表7所示。

表7 打浆正交试验因素水平Tab.7 Factors and levels of beating orthogonal test
试验用王草品种为热研4号,采自广东省湛江市,经刈割后立即用保鲜膜密封,运送至试验地开展试验。将采集的王草随机分为9组,每组10 kg。试验时取部分样品采用烘干法测其含水率[30],试验样品平均含水率为91.3%。按表8(X、Y、Z为因素水平值)正交试验的顺序进行试验,在开始试验前,根据试验方案要求,调整试验样机工作参数,待样机运行平稳后开始匀速喂料。打浆完成后称取浆料质量,并从浆料不同位置处取样3次,每次10 g,从中挑选出长度超过15 mm的王草碎段,浆料中长草质量分数计算式为

表8 打浆正交试验设计与结果Tab.8 Results of beating orthogonal test
(7)
式中mX——浆料中长度超过15 mm的王草碎段质量,g
3.2.3试验结果
按试验安排完成9组试验,测得每组试验浆料中长草质量分数见表8。对王草打浆正交试验进行极差分析,结果见表9。以浆料中长草质量分数为评价指标时,其值越小越好。从表9可以看出,影响一体机打浆浆料中长草质量分数的主次顺序为Z、X、Y。最优水平选取X3Y1Z1,即主轴转速为1 400 r/min,王草破碎方式为标准锤片与齿板破碎式,浆料排料方式选择圆孔凹板式。对王草打浆试验结果进行方差分析,结果如表10所示。由表10可以看出,以浆料中长草质量分数为评价指标时,主轴转速的P值小于0.05,说明其对浆料中长草质量分数影响显著,浆料排料方式的P值小于0.01,说明此项对浆料中长草质量分数的影响极显著;王草破碎方式的P值大于0.05,说明王草破碎方式对浆料中长草质量分数影响不显著。

表9 打浆试验极差分析Tab.9 Range analysis of beating test

表10 打浆试验方差分析Tab.10 Analysis of variance of beating test
以极差分析得到的最优水平X3Y1Z1进行验证试验,在此组合下测得浆料中长草质量分数为6.37%,优于正交试验所有试验结果,所以王草铡切打浆机的打浆工艺参数选择主轴转速为1 400 r/min,王草破碎方式为标准锤片与齿板破碎式,浆料排料方式为圆孔凹板式。
4 样机改进与性能试验
4.1 样机改进
根据对王草铡切打浆机的初步试制及王草打浆试验研究结果,对样机进行改进设计,调整相关结构参数,完成最终整机加工并进行调试。根据设计及优化结果,王草铡切打浆机主电机选用Y系列三相异步电机(Y112M-4型),喂入机构电机选用YE2-100L1-4型三相异步电机,使用变频器调速。整机外形结构如图14所示,技术参数如表11所示。通过调试,机器的筛板、齿板等易于更换,可以较为方便地进行各功能的切换。

表11 技术参数Tab.11 Technical parameters
4.2 整机性能试验
2020年6月,于石家庄鑫农机械有限公司进行王草铡切和打浆性能试验,验证其工作性能。铡切性能试验按照标准JB/T 7144—2007和JB/T 9707—2013进行,其主要性能指标为纯工作时间生产率和标准草长率。试验前测得王草平均含水率为72.8%,平均株高为1.7 m,平均直径为15 mm。在开始测试前,按要求将一体机调试至合适状态。铡切试验进行3次,结果取其平均值,每次铡切物料质量不少于50 kg。结果表明,铡切纯工作时间生产率为545 kg/h,铡切后王草碎料平均切草长度为20.08 mm,符合设定20 mm的切草长度,标准草长率为86%,王草铡切效果如图15a所示。
目前,尚未发现饲草打浆相关的标准,本文参考饲草揉搓性能试验,以生产率为指标,评价其生产能力,以浆料中长草含量为指标,评价其打浆效果。性能试验采用新鲜王草茎秆,王草平均含水率为92%,平均株高为1.8 m,茎秆平均直径为18.21 mm。在开始测试前,按要求将机器调至最佳工作状态。打浆试验进行3次,结果取其平均值,每次打浆物料质量不少于50 kg。试验结果表明,样机打浆纯工作时间生产率为150 kg/h,浆料中长草(长度超过15 mm)质量分数为9.1%,王草打浆效果如图15b所示。
5 结论
(1)针对缺少适用于家庭农户使用的王草专用铡切打浆机械问题,设计了一种小型组合式王草铡切打浆机,该机通过更换部件可进行铡切、打浆的一机两用。提出了小型王草铡切打浆机的铡切、打浆工艺方案,完成对切刀结构、抛送板、动刀架、喂入机构等关键部件的设计和参数确定。
(2)采用计算机模拟仿真和样机试验相结合的方式,对铡切、打浆机构进行优化试验,正交试验结果表明,影响铡切机构切割功耗的因素主次顺序为切刀类型、动定刀间隙、定刀高度,铡切机构选取缺口圆弧切刀,动定刀间隙为2 mm,定刀高度为23 mm,打浆样机试验确定主轴转速为1 400 r/min,王草破碎方式采用标准锤片与齿板破碎式,浆料排料方式采用圆孔凹板式。
(3)在试验的基础上对小型王草铡切打浆机进行改进,改进后的整机性能试验表明,王草铡切的纯工作时间生产率为545 kg/h,标准草长率为86%,打浆纯工作时间生产率为150 kg/h,浆料中长草质量分数为9.1%,机器性能可靠,适用于家庭农户使用。
