关于拉杆接头锻件裂纹的分析与整改
2021-04-10王夕锋房田振高桂堂诸城市义和车桥有限公司
文/王夕锋,房田振,高桂堂·诸城市义和车桥有限公司
汽车转向拉杆是汽车上的重要零件,其强度和可靠性是汽车能否安全行驶的重要指标之一。汽车转向拉杆球接头总成是汽车转向拉杆的重要组成部分,而拉杆接头是其连接和支撑的主体部件,故其是重要的保安件之一,不得有折叠、裂纹等缺陷,保证其内在质量尤为重要。而我们在生产过程中发现接头锻件出现裂纹,本文就其发生的前因后果及整改措施做如下介绍。
拉杆接头产品介绍
⑴产品三维模型如图1 所示,冷锻件二维图纸如图2 所示。
⑵使用的材料为GB/T 699-2015 优质碳素结构钢45#,圆钢φ40mm。
⑶该锻件的总体加工工艺流程为:棒料剪下料、300kW 中频加热炉加热、300 吨电动螺旋压力机锻造、100 吨冲床切边,然后转网带正火线进行正火,再进行抛丸、探伤,最后进行机加工。
产品问题描述
20 多年来我们稳定生产了几千万件合格的拉杆接头产品,该产品热处理要求是正火处理,在某班次生产过程中却发现302 件产品出现裂纹,故对本批产品立即进行隔离封存,具体裂纹照片如图3 所示。
产品问题原因分析
锻件产生裂纹,不外乎两种,一种是锻造裂纹,另一种是热处理裂纹。

图1 产品三维模型
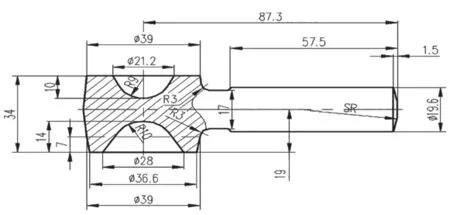
图2 冷锻件二维图纸

图3 产品出现裂纹
锻造裂纹也就是锻造完成后产生的裂纹,这里面可能有两种产生的原因,一种是钢材本身的质量问题导致的,如常见的非金属夹杂物、砂眼、划痕、裂纹、缩孔、皮下气泡、发纹、白点和夹层等,在钢材的表面或者内部存在,经过锻打反应在锻件上。第二种情况就是锻造过程产生的,譬如锻打温度过高、过低,加热过程中产生过烧或者过热组织,包括锻打工艺问题(即预锻和终锻型腔不匹配)、操作不当(把坯料预锻时打的太薄),金属流线出现紊流,模具出现龟裂,也会造成锻件产生裂纹。
热处理裂纹主要是淬火裂纹,也就是淬火后内应力超过了材料的抗拉强度而导致开裂,出现此现象,有这几种可能。⑴工件结构不合理、壁厚差别太大。⑵淬火温度太高、淬火液里冷却时间太长。⑶钢种选用的淬火介质性质或者浓度不合适,淬火冷速太快。⑷淬火液搅拌太剧烈等,这都增大了淬火内应力,进而可能产生淬火裂纹。再就是淬火后放置在空气中时间太长,回火不够及时,导致回火前或者在回火过程中开裂,当然这些都要从失效件中进行金相检查、分析判断。
该拉杆接头因为是正火状态,对整个生产工艺流程进行了检查,没有发现任何异常,所以没有经过淬火过程,故可以排除热处理导致的裂纹,后续重点从锻造方面以人机料法环的方法进行分析,具体如表1所示。
通过分析可以看出,原材料缺陷是产生裂纹的主因,因此我们对裂纹处进行了检测,发现存在脱碳现象,同时裂纹无明显的方向性,在接头的杆部及头部都有,据此就要查原材料,我们对库存材料进行了外观检查,发现部分材料表面存在类似划伤的现象,有很多条划痕,故对此材料按照GB/T 15711-2018 钢材塔形发纹酸浸检测方法进行了塔形发纹试验,试验结果一块合格无发纹,另一件在阶梯一有多条发纹,最长29mm,阶梯三有多条细小发纹,故不合格,见图4。

表1 产品缺陷问题分析
因我们的工件是锻件,故按照标准从该材料上取样进行顶锻试验,从看到表面有多条划痕的材料上取样进行顶锻,发现顶锻后试样上有裂缝(见顶锻后照片),从表面没有划痕的材料上取样再次进行顶锻试验,试样没有任何缺陷,故判断该批材料不合格并进行封存,出现此次质量问题的原因在原材料上。

图4 材料缺陷
整改和预防措施
⑴按照钢材的国家标准严格控制钢材的低倍组织要求,不得有目视所见的缩孔、夹杂、裂纹、白点和气泡等缺陷,一般疏松、中心疏松、锭型疏松均符合各等级要求,确保钢厂提供材料的一致性,减小发纹产生的数量及尺寸,有质量要求很高的工件建议与钢厂签订独立的协议材料,由钢厂确保原材料的质量,这是最关键的也是最重要的。对于一般用户如检测能力薄弱的,则加强对原材料进货检验的检查要求,要求每批材料都要进行外观检查,且材料表面不得有目视可见的裂纹、折叠、结疤及夹杂,并进行随机顶锻试验,将这作为一个进货管控的要求。
⑵作为保安件,严格执行锻件100%的探伤要求,确保合格出厂,这是必要的预防手段。
结束语
通过此次锻件产生的裂纹问题,充分认识到质量问题永远存在,防不胜防,一刻都不能放松,即便生产了几千万件没有问题,也不代表以后没有问题,标准只会越来越高、控制会越来越严,而在工艺执行方面必须真正做到位,不能蛮不在乎、随意变动。当问题发生了,只有仔细检查和分析,找出发生问题的根源,这样就可以做到有效预防和管控。