智能纱管应用体会
2021-04-06温亚美赵志峰温瑞杰
刘 莉,温亚美,赵志峰,温瑞杰
(舞钢市龙山纺织科技有限公司,河南 舞钢 462500)
1 选用优质器材,保证高质量纺纱
目前大部分纺织企业仅单方面追求主机的高品质,未认识到与之配套的器材同样需要高品质。纺纱车间普遍存在纺纱过程中总有几锭纱线因挡车工未及时将纱线断头接上而被负压管吸走、未卷绕到纱管上的问题,造成白花率较高、制成率较低,并随着劳动强度加大、离岗人员增多、招工难、新工巡回不及时而形成恶性循环,严重降低了生产率。近年来我司选用浙江三友塑业股份有限公司(以下简称“三友公司”)制造的优质塑料纱管作为主要纺纱卷绕器材。三友公司通过分析材料性能,结合大型数控技术精加工的模具,制定合理的注塑工艺参数,管控纱管制造的每个生产环节,保证了纱管的高品质。
2 智能纱管的应用优势
互联网技术和相关学科技术的交互应用,让传统的纱管产品也插上了科技的翅膀。应用电子射频识别技术,在纱管内部特定的位置植入电子标签,等同于给纱管注册一个身份证号;再通过在主机上安装的电子射频识别接收器或手持扫码枪,可即时识别目标并读写相关数据、及时将监控结果传递给操作工人,以实现对挡车工的呼叫功能、告知纱线卷绕的状态。利用数据的唯一性可确定并监测纱线和纱管的状态,使挡车工及时、准确识别纱管的具体工位,了解到非正常卷绕,以及出现跳管、弱捻、空转等问题。当通过与电脑连接以实现远程监控时,每次故障处理的时间、出问题的机台号、锭号及故障频率均可反映到电脑屏幕上,方便挡车工判断处理、实现精准挡车,从而减轻挡车工工作量、提高生产效率和挡车工的服务效率[1]。
应用智能纱管可排查细纱劣锭、有效降低消耗。因设备、操作或器材问题,集聚环锭细纱机纺纱的二等品纱较多,往日采取人员车上排查的方法,但无法准确、有效地排除,尤其规模较大的企业每月的疵纱较多;当应用智能纱管排查细纱劣锭时,技术人员每季度对车间所有机台锭位排除一遍,有效减少因设备或器材问题造成的疵纱,提高了成纱效率,并且减少了人力、物力的浪费。
3 车间应用智能纱管的操作要点
3.1 夜班运转操作
3.1.1夜班当班运转人员由自络结合细纱投入智能纱管时,应做到投入智能经纱管的机台宜避开次日要揩车的细纱机台,或当日已经揩车的机台。
3.1.2根据细纱开台报表投放、严禁重复,在保证细纱车间所有机台排查完后,再投放第2遍并做好详细记录。
3.1.3每天投入智能经纱管的时间宜控制为早上4:40—5:20(也可根据所纺品种定),当细纱排查了机台、自络负责清理好管箱、保证无其他纱管后,再投入智能经纱管(颜色最好与所纺品种经纱管颜色区别),保证此机台落纱后自动走智能经纱管,同时由当班负责人通报机台号并交接给白班负责人。
此外,长时间生产验证发现,交纱时应尽量是中小纱,因为大纱不利于扫锭、影响车间生产效率。
3.2 白班运转操作
3.2.1当白班设备机修人员上班检修后,由专人负责对需要排除的智能经纱管机台进行扫锭;在7:30时到实验室拿扫枪、开始扫锭工作,每台车需要20 min~25 min。
3.2.2落纱后,自络推纱工应将管纱放置在指定区域,再对固定机台进行排查;挡车工遇见报警纱,应拔出后单独存放。
3.2.3下午3点时,由实验室专人到自络取智能经纱管报警纱,并观察自络报警项、扫出车号、锭号,利用条干仪测试数据分析原因后,上车查原因并通知设备人员维修。
3.2.4对问题智能管纱应在每日下午5点前复试合格,最迟于次日上午11点前复试合格;针对数据严重不合格的锭子,在未修复合格之前禁止纺纱;未及时复试或在扫锭过程中发现反复出现的问题,应落实考核相关人员,实验室同时做好排查记录、报警纱分析与总结,每日通报到车间。
3.3 其他
每天的白班管理人员应分区域进行劣锭排查,发现异常锭子及时通报处理,并对异常管纱进行试验、分析原因;设备日常保养人员必须定时揩车、对专件进行周期性更换,同时也要求班中牵伸区清洁做到位。表1为质量排查时发现的问题及处理措施。
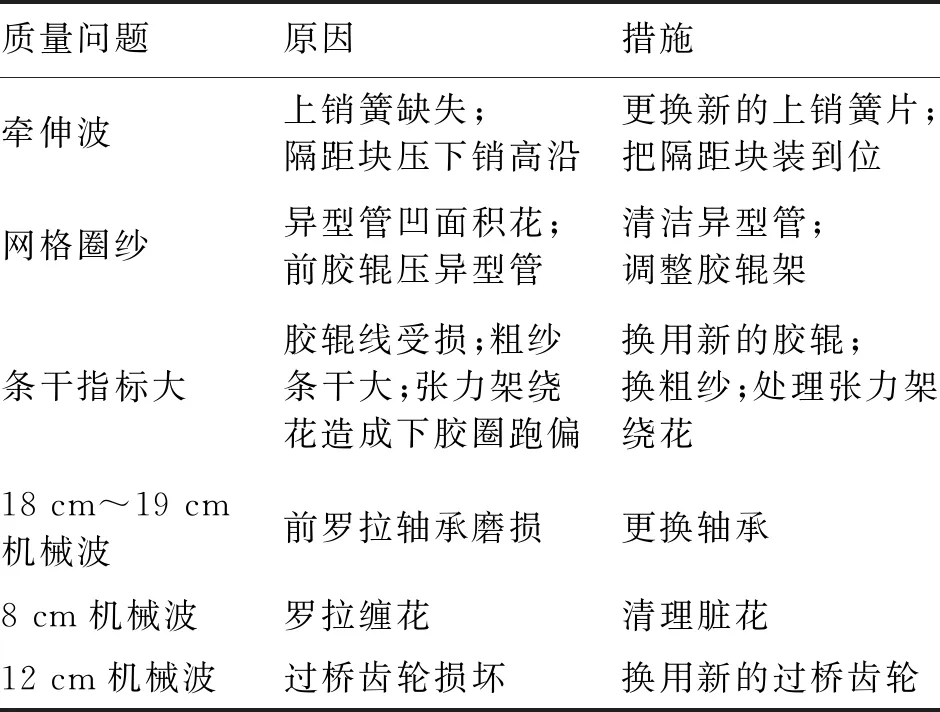
表1 质量排查问题及处理措施
4 结语
使用智能纱管近半年,疵品纱显著减少,二等品纱由原来的0.08%降低到0.04%,为企业提升市场竞争力打下坚实基础。当前,主机、器材的智能化是实现无人车间和黑灯工厂的基础,应用智能技术、机器人进行细纱断头的接头指日可待。当纺机、器材制造企业持续做好技术研发、为纺企提供更多性能可靠的设备和器材时,当纺企积极应用和做好管理时,我们的纺织强国梦一定会早日实现。
