工艺制度对粉末TA15钛合金组织性能的影响
2021-04-06张绪虎徐桂华
徐 正 张绪虎 徐桂华
(航天材料及工艺研究所,北京 100076)
文 摘 研究不同保温时间和制粉方法对热等静压TA15 钛合金的微观组织、拉伸性能和拉伸断口形貌的影响。结果表明:粉末TA15钛合金组织由等轴α-Ti、层状α-Ti和少量β-Ti组成。热等静压保温时间为20 min 时粉末TA15 钛合金已达到致密,随着保温时间延长到120 min 组织逐渐均匀长大。采用等离子旋转电极法的粉末TA15钛合金的拉伸性能优于惰性气体雾化粉末TA15钛合金。拉伸断裂模式为韧性断裂,断口微观形貌为韧窝。
0 引言
钛合金拥有比强度高、热强度高、热膨胀系数低、与复合材料兼容性好、易焊接、抗蚀性好等优点,广泛应用于航空航天、化学、医药、海洋等领域[1-3]。TA15 钛合金是航天领域广泛应用的一种中强钛合金,其名义成分为Ti-6.5Al-2Zr-1Mo-1V,主要强化机制是通过α 稳定元素Al 的固溶强化,有着良好的热稳定性和焊接性能,与常规的TC4 钛合金相比,具有更高的室温、高温强度和焊接性能。TA15 钛合金的常见成形方法包括铸造和锻造[4]。锻造钛合金的力学性能较好,但是加工过程中材料的利用率较低,对于一些结构复杂的构件材料利用率甚至低于10%,导致锻造钛合金的加工成本过高。对于铸造钛合金,一些铸造缺陷如孔洞和成分偏析很难消除,这些缺陷的存在会导致钛合金的性能变差[5]。虽然粉末冶金钛合金构件的成本较锻造钛合金和铸造钛合金高,但是粉末冶金钛合金构件在热等静压完成后只需要很少的机加工获得构件,材料利用率远高于锻件,同时也可以避免铸造过程中产生的孔洞和成分偏析等缺陷,获得的钛合金热等静压态组织拥有更加优良的综合性能,更加适用于航空航天领域。其优点包括组织均匀、无冶金缺陷、内应力小、性能可全面达到或超过锻件水平。基于上述原因,热等静压工艺受到广泛关注,其工艺过程的影响因素也成为研究的重点内容。
粉末冶金热等静压的工艺参数如温度、压力、保温时间等对材料的微观结构和机械性能有着很大的影响。ZHANG 等人[6]发现热等静压温度在1 203 K(930 ℃)时粉末钛合金的性能最好,达到锻造钛合金的性能。采用不同的制粉方法所得到的粉末状态不同,也会对材料的组织和性能产生影响。国内外学者之前的研究关注于热等静压温度和压力参数对粉末钛合金性能的影响,本文主要研究热等静压保温时间和制粉方法对热等静压微观组织和性能的影响。
1 实验
TA15预合金粉是采用同一种棒材作为原料分别由气雾化法(Gas Atomization,GA)和等离子旋转电极法(Plasma Rotating Electrode Process,PREP)两种方法制得,粉末形貌使用SEM观察。
热等静压参数的设置为温度为960 ℃,压力100 MPa,保温时间分别为20、40、60、120 min。
按照GB/T228.1-2010《金属材料拉伸试验方法》在室温下进行的拉伸性能测试,初始应变速率为10-3/s,每个热等静压状态下测试3 个试样确保测试数据的可重复性。
热等静压完成后,对取得的试样进行打磨、抛光和腐蚀处理,其中腐蚀时采用的腐蚀液为Kroll 试剂(2%HF+4%HNO3),最后在金相显微镜下观察组织。拉伸试样断口在扫描电镜下观察断口形貌。热等静压制品的密度测量采用阿基米德法。
2 结果与讨论
2.1 粉末状态
采用SEM 观察两种制粉方法得到的粉末形貌(图1)。可知,采用GA法制得的粉末大小不均匀,离散度较大,不同的粉末离散度会影响到最终热等静压制品的致密度。
GA 粉末的形状包括球形、椭球形等,部分大颗粒粉末周围吸附着一些小颗粒粉末,如图1(a)所示。GA 粉末中部分粉末颗粒内部存在空洞,空洞由红框标出,如图1(b)所示,空心粉的存在会降低热等静压制品的拉伸性能。采用PREP 法制得的粉末大小均匀,粉末形状均为球形,如图1(c)所示。粉末颗粒内部无明显空洞,粉末均为实心,如图1(d)所示。
2.2 微观组织
不同保温时间和制粉方法得到的粉末钛合金金相组织如图2、图3所示。

图2 GA粉制备构件的金相组织Fig.2 Metallographic structure of GA powder

图3 PREP粉制备构件的金相组织Fig.3 Metallographic structure of PREP powder
从不同制度下金相照片中可以观察到粉末颗粒变形产生的独特微观组织。粉末收缩变形后,原始边界处发生大变形,生成等轴α-Ti组织,内部保持层状α-Ti 组织。这是因为粉末颗粒边界相互挤压,发生充足的变形导致再结晶,形成了等轴的α-Ti组织。粉末颗粒内部变形较少组织大部分都为层状α-Ti组织。粉末钛合金组织为等轴α-Ti 组织、层状α-Ti 组织和少量的β-Ti 组织构成。β-Ti 组织所占的比例极少,对性能的影响较低。
在不同的热等静压保温时间对构件的微观组织产生影响。当热等静压保温时间达到20 min 时,粉末钛合金达到致密,无明显孔隙。不同保温时间下的密度相同,如表1所示。

表1 不同制度下热等静压制品的密度Tab.1 Density of hot isostatic pressing products under different systems
随着保温时间延长到120 min,粉末钛合金组织变得更加均匀,组织不断粗化。用PREP法制得的粉末钛合金构件组织较用GA法制得粉末钛合金组织粗大。
2.3 拉伸性能
测试不同制度下构件的拉伸性能,发现随着保温时间的延长拉伸性能无明显变化。这是因为保温时间为20 min 时,粉末钛合金已达到致密,延长保温时间性能无明显变化。在同一制度下,PREP 法制得粉末钛合金的屈服强度和抗拉强度均高于GA 法,延伸率、断口收缩率和弹性模量相差不大,如表2所示。
由于两种制粉方法采用的是同一种棒材,拉伸性能差异是因为采用不同的制粉方法导致粉末状态不同而产生的。

表2 不同制度下热等静压构件的拉伸性能Tab.2 Tensile properties of hot isostatic pressing components under different systems
2.4 拉伸断口形貌
用SEM 观察拉伸断口形貌,可以发现不同制度下TA15 钛合金断裂方式为韧性断裂,断口呈暗灰色,可以区分出断口中的纤维区和剪切唇。微观形貌为韧窝,纤维区为垂直韧窝,剪切唇区为剪切韧窝,SEM拉伸断口形貌如图4~图7所示。

图4 低倍下GA粉制备构件拉伸断口形貌Fig.4 Tensile fracture morphology of GA powder prepared at low magnification

图5 高倍下GA粉制备构件拉伸断口形貌Fig.5 Tensile fracture morphology of GA powder prepared at high magnification
采用GA 粉制备构件的拉伸断口中的韧窝更加均匀、细小,纤维区和剪切唇的分界更明显,采用PREP 粉末制备构件的拉伸断口中的韧窝大小形状不均匀,断口表面粗糙,且纤维区和剪切唇边不容易区分。

图6 低倍下PREP粉制备构件拉伸断口形貌Fig.6 Tensile fracture morphology of PREP powder prepared at low magnification

图7 高倍下PREP粉制备构件件拉伸断口形貌Fig.7 Tensile fracture morphology of PREP powder prepared at high magnification
在GA 粉末制备粉末钛合金的断口SEM 图中观察到了一些空洞,如图8所示,这些空洞的产生与GA粉末中的存在一定量的空心粉有关(图1)。由于有气体存在于粉末内部的空心中,在热等静压的过程中这些空心是无法消除的,在热等静压完成后在制品中形成孔洞。由于GA 粉制备粉末钛合金中孔洞的存在,导致其拉伸性能低于PREP 粉末钛合金拉伸性能。
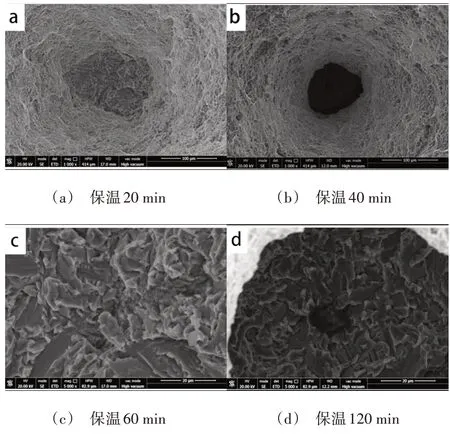
图8 GA粉制备构件拉伸断口孔洞形貌Fig.8 The pore morphology of tensile fracture of GA powder
3 结论
(1)粉末TA15 钛合金构件组织由等轴α-Ti、层状α-Ti 和少量β-Ti 组成。在原始粉末颗粒边界为等轴组织,颗粒内部为层状组织。
(2)热等静压时温度为960 ℃、压力为100 MPa,保温时间为20 min 时可达到致密。随着保温时间延长到2 h,组织长大同时变得更加均匀。
(3)采用PREP 粉末制备的钛合金构件的屈服强度和拉伸强度高于GA 粉制备构件,延伸率、断口收缩率和弹性模量无明显差别。
(4)粉末TA15 钛合金拉伸断裂为韧性断裂,断口可以区分出纤维区和剪切唇,微观形貌为韧窝。采用GA粉末制备粉末钛合金断口中存在孔洞。