一种溢流阀在焊装往复式输送线上的应用探析
2021-04-02农振郑武韩明军
农振 郑武 韩明军


摘 要:在对焊装往复式输送线结构的研究后,设计改进了输送线气路控制。该设计是在原来基础上增加一个溢流阀,防止输送线下降到位后,停线休息或停产过程中,由于控制输送线上升的多功能控制阀内可能存在杂质导致输送线不受控上升,造成零件损坏,甚至安全事故。
关键词:输送线 溢流阀 停线 控制
Application of a Kind of Overflow Valve in Welding Reciprocating Conveyor Line
Nong Zhen Zheng Wu Han Mingjun
Abstract:After the research of welding structure of reciprocating conveyor line, the article designed and improved the transmission line of pneumatic control. The design is based on the original, adds a overflow valve, preventing transmission line loss in place after the stop line breaks or production process. Due to the increasing control conveyor line inside the multi-function control valve of possible impurities rising conveyor line is out of controlled, leading to damaged parts, and even safety accidents.
Key words:conveyor line, the overflow valve, stop line, control
1 技术背景
往复式输送线结构在焊装生产线上应该较广泛,摆杆式往复焊接输送线是一种汽车白车身焊接输送线,可实现将焊接工件从整体抬离焊接夹具后输送至下一工位,输送线整体下降,将工件放置在下一工序夹具上,输送线再返回原位的全过程。往复焊接输送线由各工位输送单元、传送齿轮齿条、同步举升气缸的组合而成,以驱动电机作为动力,通过驱动电机齿轮的转动进而驱动往复前进作平动,同时同步举升气缸带动整个工件及输送线所属传送机构一起上升和下降,从而实现整体往复运输。
随着我国汽车制造车身焊接生产线技术水平的不断提升,上述往复焊接输送线作为一种可以与机器人配合使用的自动化程度较高的往复输送线,被大量应用于汽车车身生产中。由于汽车工业生产节拍较高,在摆杆式往复焊接输送线的往复运输过程中,输送线下降到位后,停线休息或停产过程中,由于控制输送线上升的多功能控制阀内可能存在杂质导致输送线不受控上升,造成零件损坏,为此在控制输送线上升气管内增加一个大流量溢流阀,防止输送线不受控上升。
如图1,CYL01\02\03\04同步举升气缸升降行程为700mm,气缸缸径为125mm,每个工位布置4个同步举升气缸。每个工位理论负重为1800KG,升降节拍大约为8秒/台。每条往复杆输送线配4个多功能大流量阀,约2-3个拼台配置1个多功能大流量阀。多功能大流量阀结构如图2,包含1个主控阀体、3个线圈及3个先导控制阀。由于整条线对气体消耗较大,所以输送用气源供气管道选取DN50镀锌管,保证供气足够以及气压波动相对较小,才能保证同步气缸举升平稳有效。输送工件节距约6000mm,输送电机采用SEW减速电机,功率为11KW,输送节拍大约14秒/台。该电机承载能力大,工作可靠,噪音低。完成一次“上升-前进-下降-后退”的循环动作,加上装件、焊接、涂胶等工艺为一台车的整体循环。
2 技术改进
针对当前往复式输送线在停线或停产一段时间后,由于控制输送线上升的大流量多功能换向阀出现串气而导致输送线不受控自动上升的情况,为此在控制输送线上升的气管内增加一个大流量溢流阀。
原理:在输送线控制上升气管内增加一个大流量溢流阀,正常情况下,溢流阀不起作用,只需保证输送线上升的压力不外泄;当停线休息或者停产时,溢流阀起安全作用。如果输送线处于下降状态下,由于某种原因上升气管内压力即将达到举起输送线上升的压力时,通过该大流量溢流阀将管内压力排出,从而使输送线在停线或者停产时,不会出现不受控自动上升的情况。
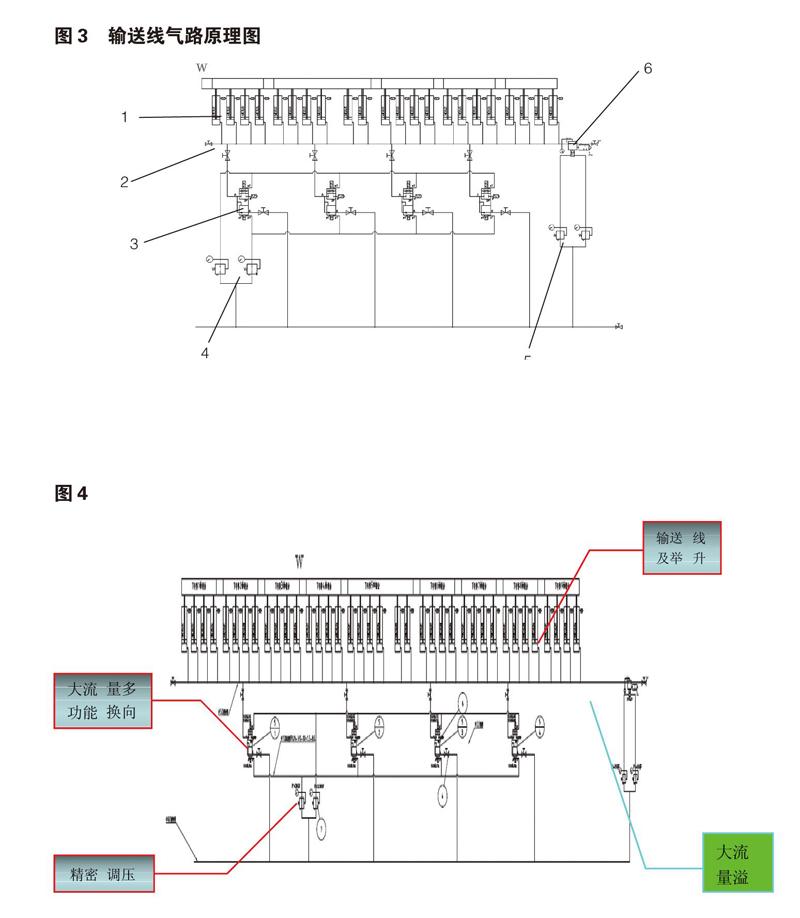
往复式输送线气路原理图如附图3所示,主要由输送线举升气缸、輸送线举升气管、大流量多功能换向阀、精密调压阀组A、精密调压阀组B、大流量溢流阀等组成。正常生产时,由4组大流量多功能换向阀负责供气给举升气缸,将整条输送线顶起,然后由电机带动输送线前进;前进到位后,大流量多功能换向阀切换到排气状态,由输送线自身重量加上车体重量将整条输送线压下到位;下降到位后,输送线退回原位,进入下一个循环。
理论上,整条往复式输送线举升气缸举升的重量大约为805KG。F=PSx50%。F为输送线总重量(取最小值805KG计算),P为顶起整条输送线所需压力值,S为整条输送线举升气缸面积总和,效率值约为50%。将各数值代入求得压力值P=0.1939Mpa。由此可知,能将整条输送线顶起的最小压力值约为0.1939Mpa。因此,在举升气管内增加一个大流量溢流阀,并将下降到位后的压力值设为0.18Mpa;如果出现换向阀串气的情况,当压力值达到0.18Mpa时,溢流阀起作用,这样就不会出现输送不受控自动反弹升起的情况。正常生产的情况下,该溢流阀只需保证输送线举升的压力值满足正常需求。
附图说明及附图4:
3 结束语
该技术已经在上汽通用五菱CN200/CN112/N109焊装线上成功交付使用,实践证明该技术稳定、可靠,很好地满足汽车制造需求。在使用维护的时候,该技术可以根据实际不同车型产品进行调整溢流阀压力,满足平时运行需求。通过该技术改进,可以降低零件报废故障,同时投入成本相对比较低,体现了低成本高价值的理念。焊接夹具的设计及输送是车身焊接的前提和基础,在焊接夹具设计及输送过程中应该掌握白车身的定位、夹紧及输送的基本原理和设计准则,不断地学习和探索先进的设计思路和方法,制造出合格的焊装夹具,以提高车身精度,确保车身质量。
参考文献:
[1]《现代实用气动技术》 SMC(中国)有限公司 编.
[2]《气动技术》中国轻工业出版社 编.
[3]孙大涌.先进制造技术. 北京:机械工业出版社,1999.12.
[4]闻邦椿.机械设计手册.—5版.北京:机械工业出版社,2010.1.
