控制射线底片黑度的研究
2021-04-02王金友
王金友
福建福清核电有限公司 福建福州 350318
射线穿透被检试件后照射在胶片上。使胶片产生潜影,经过显影、定影化学处理后,胶片上的潜影成为永久性的可见图像,称为射线底片(简称为底片)。底片上的影像是由许多微小的黑色金属银微粒所组成,影像各部位黑化程度大小与该部位被还原的银量多少有关,被还原的银量多的部位比银量少的部位难于透光,底片黑化程度通常用黑度(或称光学密度)D 表示[1]。
黑度D 定义为照射光强与穿过底片的透射光强之比的常用对数值,即:
D=lg Lo/L
式中:L。---照射光强;
L---透射光强;
Lo/L 又称为阻光率。底片的对比度(反差)是指底片上相邻两个区域黑度的差异,对比度愈大,则缺陷与焊缝金属之间的轮廓界线愈分明,就愈容易判“伤”,因此探伤灵敏度愈高。
1 影响底片黑度的因素
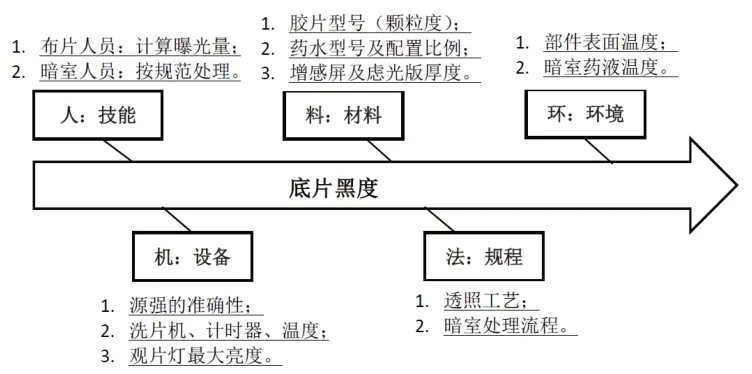
图1 影响底片黑度的因素
每一种规范都对相应的底片黑度进行了限值,所以控制底片的黑度在合理的区间范围至关重要,由图1可以看出,除满足规范要求的合格的设备、满足要求的材料和环境等客观因素,目前最常用控制底片黑度的手段多采用曝光量控制、工艺控制、暗室显影时间显影温度在规程规定的范围内的控制;底片的黑度要求是把控底片质量的基本要素,所以下文对曝光量的控制、工艺控制、暗室控制以及数字化控制分别进行分析研究,并提出合理的解决办法。
2 曝光量控制
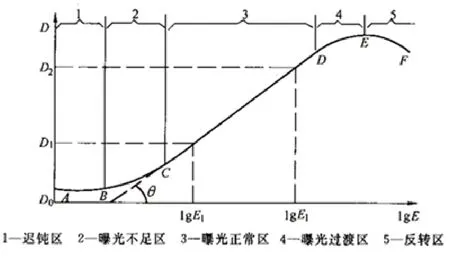
图2 增感型胶片的特性曲线
曝光量是影响黑度值大小的决定性因素,一般来说,曝光量的控制是决定实施透照的关键,也是整个射线活动的关键一步,对不同的部件曝光量的控制一直作为一项长久地课题在研究,而往往研究的基础多数依靠实验数据与现场透照经验相结合,多数人选择用第一次的曝光作为参考量,透照不同厚度的工件通过曝光时间来进行相应的调整。曝光量大,底片黑度大,但是底片黑度与曝光量之间关系不是简单的递增关系,仅是在某一定范围内才依值线关系递增,图2胶片特性曲线。
通过经验积累和实验证明,对不同壁厚的工件透照曝光量成一定的函数关系,因此曝光曲线、曝光尺应运而生,下述通过公式、曝光曲线及专用曝光尺分别对曝光量的控制进行了描述[2]。
2.1 曝光量的选择
曝光量是射线透照工艺中的一项重要参数,射线照相影像的黑度取决于胶片感光乳剂吸收的射线量,在透照时,如果固定各项透照条件(试件尺寸、源、胶片的相对位置、胶片和增感屏、给定的放射源),则底片黑度与曝光量有很好的对应关系,因此,可以通过改变曝光量了控制底片黑度。
曝光量不只影响影像的黑度,也影响影像的对比度、颗粒度以及信噪比,从而影响底片上可记录的最小细节尺寸,为保证射线照相质量,曝光量应不低于某一最小值。
采用r射线源透照时,总的曝光时间应不少于输送源往返所需时间的10倍。
使用 Ir-192源时,曝光时间不应超过8h;使用Co-60源时,曝光时间应不超过12h。且不得采用多个射线源捆绑方式进行透照。
表1为双底片所测黑度,通过逐渐增加曝光量得到相应底片黑度数据。
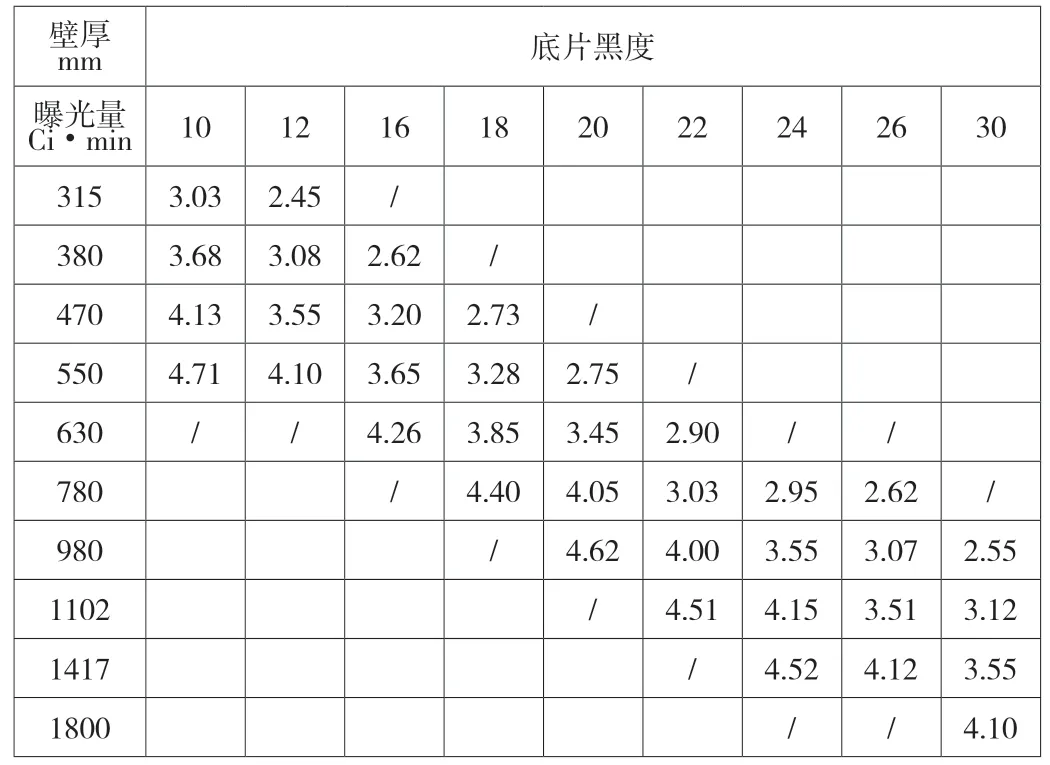
表1 曝光参数表
2.2 曝光尺计算曝光量
曝光尺使用是根据不同放射源的衰减系数及所需要的对应黑度,选取不同的伦琴值,一般曝光尺的说明书都会列出相对应的伦琴数值,再根据不同的胶片类型、透照厚度、焦距来拉出相应的曝光量,通过放射源的大小来计算曝光时间。
另外,曝光尺是对于增感屏的组合方式和厚度在一特定值下考虑的,事实上增感屏厚度不同,增感系数不一样,导致底片的黑度也不一样,计算出来的曝光量也就误差比较大,滤光板的材质和厚度也不能简单地等效成被检测材料厚度来考虑曝光量。常见的曝光尺所要求采用的增感屏为厚度前后屏0.1mm的铅制增感屏,没有考虑中屏及滤光板。
3 工艺控制
为保证射线底片满足评片人员识别及规范的要求,就必须有统一生效的工艺要求,在相同的工艺要求下多次透照进行调整合适的曝光量,实现底片黑度的可控。现场实际透照工艺多采用一个暗盒使用三片或双片的方式进行透照,为了保证底片质量,大多应用曝光曲线以利于现场实施,曝光曲线是预先做试验已得到最佳的底片黑度,曲线横坐标设为黑度,取一个基准黑度范围2.70~4.50(参照相关标准规定的双片黑度),纵坐标表示曝光量,找出此黑度值下不同壁厚所对应的曝光量,斜线既是不同厚度条件下的透照参数[3]。
4 暗室控制
暗室处理是影响底片质量的重要环节,所以程序和规范对暗室的操作要求相当严格。特别是对显影温度和洗片时间的控制,一般我们通过合理的调节显影温度和显影时间来适当控制底片黑度,但为了使底片长期保存而不至于老化,规范和程序对洗片温度和时间都有硬性的规定,正常显影时间约5~8分钟,显影温度为20±1℃,延长显影时间通常能增加底片黑度并轻微提高对比度,在确定显影时间时,应遵循制造商推荐的时间,在温度稍偏高或偏低的情况下,适当调整显影时间,调整值应依据显影液厂商的推荐数据。
5 显影温度对底片黑度的影响
显影温度对底片黑度的影响见表2,显影时间和胶片一定(显影时间5min,胶片AGFA D3),逐步增加显影温度,按正常步骤对曝光胶片进行处理,记录当时的底片黑度,记录相邻差并找出其有关规律。

表2 显影温度对底片黑度的影响
通过上述实验对比分析:显影温度每增加1℃,黑度增加10%左右,但显影时间、显影温度的增加和黑度的影响不是线性关系,根据胶片的特性曲线以及胶片的片基成分,当显影时间和显影温度达到一个峰值,对黑度的影响急速降低,并逐渐消失,因此如果曝光量不足,光靠一味的提高显影时间和显影温度是不能够对底片黑度有效控制的。
6 存在的问题及应对措施
(1)散射线会使射线底片的灰雾度增大,影像对比度降低,对射线底片质量是有害的,但实际射线探伤工作中散射线是存在的,也是无法回避的问题,只能尽可能减少散射线,控制散射线的措施有许多种,如选择合适的射线能量、使用铅箔增感屏(厚工件也可采用不锈钢或铜屏)前置滤光板、背防护铅板等;
(2)现有使用的曝光曲线、曝光尺仅为参考数据,在日常作业中仍要参考首次曝光的结论进行实时调整;
(3)对于不规则部件或存在厚度差的部件进行射线透照,曝光量的选择采用工艺控制,背防护控制散射线,如何避免边蚀效应加补尝块或者分段透照的方式进行,对于管径与厚度比较小的部件,可参考几何不清晰度的要求进行多次透照来实现底片黑度差范围可控。
(4)不同材质的变化,如焊缝加镍基堆焊层的黑度变化,只能从工艺角度控制黑度差的范围满足规范要求。
7 结语
本文通过对影响底片黑度的因素分析,提出针对各种控制底片黑度的办法,并对目前存在的问题及应对措施进行归纳总结,其实影响底片黑度的因素还有很多,只要涉及射线作业的每个环节,对底片都会造成相应的影响,我们只有通过培训合格的人员、使用合格的设备、严控筛选合格的材料、优化检测工艺参数、熟练了解工作环境、开发新技术,才能更好使底片黑度可控,满足程序法规的要求。
