基于机器视觉的布匹色差在线检测系统
2021-04-01解国升余智祺孙以泽
解国升,徐 洋,董 蓬,余智祺,孙以泽
(东华大学 机械工程学院,上海201620)
色差是布匹等级评定的重要指标,直接影响产品的质量[1]。现阶段大多数纺织印染厂采用人工抽检的方式对布匹进行色差检测,该方法劳动强度高,受工人主观因素影响大,且误检率较高[2]。随着机器视觉技术的发展,利用机器视觉技术代替人工进行色差检测成为色差检测新途径[3-4]。国外色差检测系统起步较早,但成本昂贵,对工人操作水平要求高;而国内色差检测系统研究较晚,应用较少。
国内外学者对基于机器视觉的布匹色差检测系统,特别是色差检测算法以及软件系统构架进行了大量探索。此外,国内学者金守峰[5]通过线阵相机采集图像,并利用色差公式和视觉检测系统对布匹色差进行统计检测,但未对色差检测算法及色差检测软件进行研究。宁雨薇[6]提出了一种基于T-S模糊神经网络分块色差检测算法,通过训练大量图像完成RGB到Lab空间的转换,并设计了一个基础的软件界面,但其软件是基于单张图片设计的,且训练过程比较复杂,计算量大,故不适合应用在工业在线检测过程中。Zhou等[7]采用灰狼算法优化支持向量机的方法对染色品色差进行分类,但其算法未应用于色差在线检测系统。Shams-Nateri[8]采用基于神经网络和多项式回归方法来估计纺织品色差的模型,其计算量大,过程复杂。因此探索能够适应布匹色差在线检测算法,并设计在线检测色差的软件系统,成为降低工厂色差检测成本的有效途径[9]。
本文设计了经编布匹在线检测算法,搭建了布匹色差在线检测平台,编写了经编布匹色差在线检测软件。经过工厂试验验证,色差检测系统能够满足工厂实时性要求。此外,本研究设计了可视化的软件界面,使软件能够实现相机等硬件和算法的结合,以便将布匹检测结果更好地呈现给检测人员。
1 布匹色差在线检测硬件系统组成
布匹色差在线检测系统硬件主要由送布装置、条形光源、防抖装置、线扫彩色相机、计算机、图像采集卡、欧姆龙编码器组成,其结构示意图如图1所示。经编布匹在送布装置和卷布装置带动下经过相机视野区域。编码器放置在布匹上方,其触发脉冲为1 000 p/r,主要功能为控制相机触发采集布匹图像。线扫彩色相机距离布匹1 m,以保证视野大于布匹幅宽。
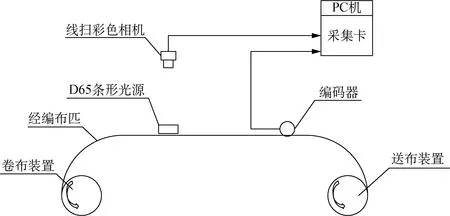
图1 经编布匹色差检测系统示意图Fig.1 Diagram of warp knitted fabric color difference detection system
搭建布匹色差在线检测硬件系统时,要保证布匹水平运动的振动小,光源与线扫彩色相机垂直;要调整编码器的丢弃脉冲个数,保证采集的图像不失真、不压缩、不扩张。卷布装置和送布装置保证布匹运动速度为0.8 m/s。D65条形光源为隧道光源。在进行检测时,线扫彩色相机需对准光源缝隙,以保证相机能够采集一行经编布匹图像。
2 布匹色差在线检测算法
布匹色差在线检测算法是系统的核心,主要包含图像边缘处理、标准图的构建、图像尺寸处理、布匹色差值计算、色差合格率计算等5个部分。首先,将采集到的待测布匹进行边缘处理,去除图像黑边;其次,构建待测布匹的标准图;然后,利用图像金字塔降低图像尺寸;最后,进行色差与色差合格率的计算。
2.1 图像边缘处理
布匹色差检测过程中要保证布匹的完整性,因此,线扫相机在采集图像的时候会抓取多余的图像,使得图像存在黑边,如图1所示。后续色差检测会受图像黑边的影响,因此需要选取合适的方式去除图像的黑边。目前图像截取方法主要有矩形截取法、阈值截取法。
矩形截取法是在采集到的图像中寻找其最大内接矩形,并以最大内接矩形来截取图像区域进行后续处理,如图2所示。色差在线检测算法中矩形截取法可以快速截取图像区域,但在截取过程中会损失图像边缘的一些信息。

图2 截取图像示意图Fig.2 Interception of image schematics
阈值截取法,其核心是找到阈值在一定范围内的图像区域。由于在布匹验布过程中,其阈值稳定地集中在一定区域内,因此可用阈值截取法来截取图像区域。截取过程如图3所示。
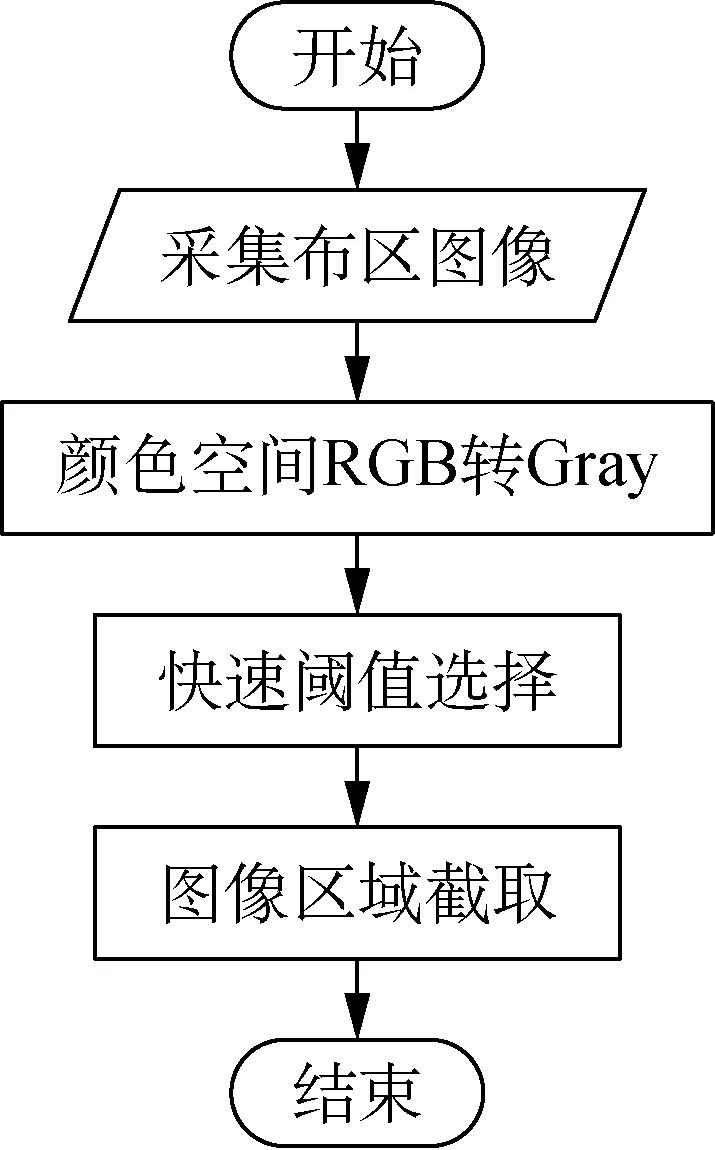
图3 阈值截取法流程示意图Fig.3 Flow diagram of threshold interception method
2.2 标准图的构建
标准图的构建是色差检测的重要步骤,目前工厂中色差检测采用比色卡对比法[10],其中比色卡是其标准图。如何将标准图应用于在线检测中是算法的关键。采集不存在色差的布匹图像,提取图像中各点像素平均值,再利用各点像素平均值构建标准图像,从而构建色差检测标准图。
色差在线检测软件中会应用到色差波动计算标准图和色差合格率计算标准图2种方法。其中:色差波动计的算标准图大小为1 024像素×256像素;色差合格率计算的标准图大小为128像素×32像素。
2.3 图像尺寸处理
利用8 192×2型线扫彩色相机采集彩色图像。图像尺寸为8 192像素×2 048像素,空间尺寸为1.00 m×0.25 m。在处理过程中,每张图像平均存储大小为40 MB,每秒将会有3张图片进入色差检测系统。但图像尺寸过大会导致PC机处理速度降低,不能满足算法的实时性要求,因此需要对其尺度空间进行处理,减小存储图像尺寸大小。
图像金字塔技术是降低图像尺寸的有效途径,其原理是将图像进行内核卷积,去除部分偶数行和列,经过3次降采样之后,图像尺寸由8 192像素×2 048像素降为1 024像素×256像素,其内存大小降为2.1 MB。利用图像金字塔原理将原有的图像处理速度由1张/s提升至3 张/s,降低图像尺寸可以使其满足在线检测要求。
2.4 布匹色差值计算
纺织企业中验布过程大部分采用人眼观察方式,也有利用Datacolor测色仪进行色差抽样检测,该色差检测仪利用分光光度方法测量布匹的L、a、b值,再根据颜色测量委员会推荐的CMC(l∶c)色差公式计算布匹色差值[11],如式(1)~(7)所示。
(1)
(2)
(3)
SH=Sc(F·T+1-F)
(4)
(5)
(6)
(7)
式中:Ls、ΔCab,s、Δhab由标准颜色经编布匹的色度参数;Sl、Sc、SH为CMC椭圆半轴;l、c为色差计算公式因数,一般取值为2、1。
布匹色差值计算过程如图4所示。由图4可知:输入图像是已经进行边缘处理并降低尺寸后的图像,将其颜色空间由RGB转到CIE Lab颜色空间中,并提取图像中所有L、a、b值;随后将图像按照像素点位置均匀地划分为左中右3张图,再根据提取的L、a、b值将单张图片中每一行像素取平均值,计算每一行与标准图的色差值。

图4 布匹色差计算流程图Fig. 4 Flow chart of cloth color difference calculation
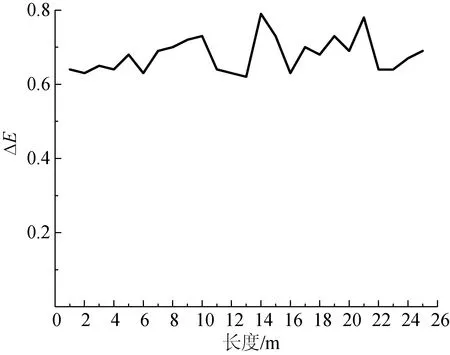
利用经编布匹每一行色差计算出色差值ΔECMC(l∶c),具体布匹色差值的计算结果可绘制经编布匹色差波动图。试验选取12 m长的经编布匹,其色差波动图如图5所示。由图5可知,色差超标区域为布匹11.8 m处。

图5 经编布匹色差波动图Fig.5 Diagram of warp knitted fabric color difference wave diagram
2.5 布匹色差合格率算法
通过观察布匹色差值波动图可知布匹的左、中、右色差波动变化,在工厂验布过程中仅有色差值无法直观反映布匹色差状况。因此本文还利用直方图交叉法设计了图像色差合格率计算法,其计算过程如图6所示。

图6 色差合格率算法流程图Fig. 6 Flow chart of color difference eligibility rate algorithm
通过计算多通道布匹图像的各像素值,将各像素直方图归一化到0~1,利用标准图和待测图像的差异性来衡量布匹色差是否合格。两个直方图的差异可以用巴氏距离d(H1,H2)来衡量,如式(8)所示。
(8)
式中:H1为标准图的直方图;H2为待测图像的直方图。
d(H1,H2)的取值范围为(0,1):其值为0时,表示标准图与待测图一样;其值为1时,表示两者不相关,即存在较大的色差。计算如图7所示的红色待测样本和蓝色待测样本。在实验室中初步设定阈值为0.5,在工厂测试过程中此阈值可根据实际需要适度调整。

(a) 带有疵点的红色样本 (b) 带有油污的蓝色样本图7 红色待测样本和蓝色待测样本Fig.7 Red and blue samples to be tested
计算采集到带有疵点的红色图像的色差合格率,网格化划分图像为8×8,经过计算图像第12个子图巴氏距离d为0.58,判定此处色差不合格,出现色差不合格原因是图像中存在疵点,计算得出该幅图像色差合格率为98.43%。
含有大片油污的蓝色经编布匹的图像经过计算,其第10个子图的巴氏距离d为0.94,判定子图色差不合格,该幅含有油污的蓝色经编布匹图像色差合格率为53.1%,表示其色差不合格区域过多。
3 布匹色差在线检测系统及测试
结合本文色差在线检测算法,本文设计了基于DALSA相机SDK开发的色差在线检测系统。系统主要包含相机硬件设置模块、色差检测显示模块、历史查询模块。同时,人性化的软件界面能够清晰地反映布匹色差波动情况及色差统计结果。色差在线检测系统软件界面如图8所示。

图8 色差检测系统软件界面Fig.8 Software interface of color difference detection system
(1) 相机硬件设置模块。相机硬件设置模块是在开始布匹检测时对相机采集的数据进行设置的模块,主要用于设置相机的采样频率和相机触发模式。此外还要选择相机多对应的图像采集卡,以完成多相机同时采集功能。
(2) 色差检测显示模块。色差检测界面可以实时显示布匹整体色差波动值ΔE、左侧色差波动值ΔEL,中间色差值波动ΔEm,右侧色差值波动ΔEr。坐标图的横坐标为布匹长度位置,可以通过拖动下方坐标实时显示该坐标下的色差值。
(3) 历史查询模块。历史查询模块是软件系统将检测历史存储查询功能,在此模块里,通过输入布匹ID,就可以查看色差检测历史。
为评估算法实用性与软件系统稳定性,选取墨绿色625码待测经编布匹进行测试。布匹幅宽为1.8 m,采用双相机采集图像,利用多线程处理图像方式处理采集到的经编布匹图像。人工验布速度为0.2 m/s,色差在线检测系统速度为0.8 m/s。
检验3种颜色经编布匹,将经编布匹色差检测系统测量的结果与人工检测结果对比,结果如表1所示。工厂的色差抽样检测过程利用CMC(2∶1)色差计算公式计算布匹色差时,设定ΔE=1为阈值,经编布匹色差值超过ΔE=1时认定存在色差。图9(a)为绿色经编布匹色差波动范围,图9(b)为蓝色经编布匹色差波动范围。根据设定阈值ΔE=1可知,绿色经编布和蓝色经编布不存在色差。
(b) 蓝色经编布匹
由表1可知,经编布匹色差在线检测系统不但能检测布匹色差波动而且与人工检测结果保持一致,能够很好地反映布匹色差值变化。利用经编布匹色差在线检测系统降低了工人劳动强度,丰富了色差检测评价标准,提高了色差检测精度。

表1 人工检测与检测系统对比
4 结 语
本文提出了布匹色差在线检测算法,设计了色差在线检测系统,并利用布匹色差在线检测系统将检测硬件与检测算法结合。采用布匹色差在线检测算法,将采集到的布匹图像进行边缘处理、分割、色差值计算、色差合格率计算。结果表明:利用布匹色差在线检测系统验布与人工验布的结果具有一致性,并将验布速度由人工的0.2 m/s提高至0.8 m/s, 有效提高了布匹色差检测精度,降低了工人检测劳动强度。
