某管型零件深孔加工工艺探索
2021-04-01刘希佳倪雪婷
刘希佳 倪雪婷
1、西安雷通科技有限责任公司2、西北工业集团有限公司
引言
某管型零件外形为Φ22mm×275mm圆管,其内孔直径为Φ17.9mm±0.05mm、要求加工后内壁光洁度1.6,零件材料为紫铜。由于紫铜材料塑性较好、强度较低,加工时极易变形,且圆孔长度大,光洁度和尺寸要求较为严格,因此Φ17.9mm圆孔加工为加工流程中最困难的环节。
在进行加工前,首先对比各种深孔加工方式。主流的深孔加工方式有拉削、镗孔、慢走丝等。镗孔的加工效率较高且成本低,但由于此零件长径比较高,镗刀刀杆在加工时可能出现弯曲,影响加工精度;慢走丝的精度较高,可满足加工要求,但成本高且加工效率较低。在对比各种深孔加工方法的基础上,考虑到拉削加工方式具有加工精度高、表面光洁度易保证、生产率高、适于大批量生产等优点,且圆孔拉刀结构较为简单,易于生产,因此尝试使用拉削方式加工内孔。
1 拉刀的工艺参数选择
根据实际情况,由于零件内孔较小,拉刀直径受到限制,考虑到如果仅采用一把拉刀进行拉削,切削力在拉刀危险截面形成的应力将会超过拉刀危险截面许用应力,遂决定采用多把直径依次增大的圆孔拉刀从小到大依次拉削圆孔至尺寸要求的方案,即先使用线切割粗加工圆孔至Φ17.8mm,再使用多把圆孔拉刀依次拉削圆孔至尺寸Φ17.9mm。
1.1 拉刀材料的选择
刀具材料主要按被加工材料性质以及切削参数确定,所加工材料为紫铜,属于很容易切削的材料;拉削的切削速度、切削深度都比较低,故决定选取相对容易加工的淬火T8工具钢作为刀具材料。
1.2 拉刀齿升量选择
齿升量的大小会影响加工表面质量、拉削力、拉刀耐用度、拉削效率。根据实际情况,由于被加工内孔长度较长、切屑无法在加工时排出,且被加工材料刚度较差,不能承受较大的拉削力,故不宜选择较大的齿升量,根据实验,选取单边齿升量为0.005mm。
1.3 拉刀的结构设计
已确定切削余量为0.1mm,单边齿升量0.005mm,故需要至少10个切削齿才能完成切削。考虑到拉床为自制拉力机,功率有限,无法承受过多切削齿同时拉削,故每把拉刀上切削齿数不能过多,又由于加工表面的光洁度要求较高,每把拉刀都应当有修光齿用于校准和修光。因此,综合以上各种因素,决定使用4把直径依次增大的拉刀拉削圆孔,前三把拉刀每把拥有三个切削刃和一个修光齿,最后一把拉刀拥有一个切削齿和三个修光齿,具体数据如下表所示:

1.4 拉刀前导部、后导部的设计
拉刀的前导部分主要起导向和定心作用,后导部分主要起保持拉刀最后正确位置的作用,对尺寸并无严格要求,为区分四把拉刀,将第一把拉刀前导部、后导部长度均设为30mm;第二把拉刀前导部长度设为30mm,后导部长度设为25mm;第三把拉刀前导部长度设为25mm,后导部长度设为30mm;第四把拉刀前导部、后导部长度均设为25mm。
1.5 拉刀前角和后角的选取
拉刀前角主要按被加工材料性质选取。由于所加工材料硬度很低,拉刀前角应选较大前角,本文选择拉刀的前角γ。=20°。后角的作用主要是减小刀齿后刀面与加工表面摩擦。拉刀后角主要是根据拉刀类型及工件所需的精度确定,也与被加工材料有关,根据实验,拉刀的耐用度随后角的增大而增大,切削余量小时应取较大后角,综合以上因素,确定拉刀为后角α。=6°。
1.6 拉刀齿距选择
齿距的选择取决于切削量、切削长度、切削力等,精切齿的齿距P按经验公式计算

式中,L——拉削长度(mm);P精——精切齿齿距,根据计算值,P精取接近的标准值(mm);
根据以上公式,计算齿距的取值范围是12.4~19.8mm,故确定齿距为15mm。
1.7 容屑槽尺寸的确定
容屑槽深度h按公式计算:

式中,K—容屑系数,l—拉削长度(mm),a—切削厚度(mm)。
由于紫铜韧性极大,拉削时变形大,切屑变厚卷屑不易,故K值应当相对取大些的数值,取K=3,得出h应当大于2.6mm,取h=3mm。
1.8 拉刀分屑槽的设定
由于紫铜为韧性金属,为减小切屑宽度、便于切屑容纳在容屑槽中,每个切削刃分别刻有6个分屑槽,每个分屑槽之间夹角为60°。
1.9 拉刀强度校核
拉刀最大切削力:

式中,F’Z——拉刀切削刃单位长度的拉削力,dm——拉削后孔的公称直径,Ze——最大同时工作齿数。
危险截面许用应力:

经计算拉刀强度符合要求(图1)。

图1 拉力刀片
2 工件的压紧工装设计
在进行拉削实验时,发现工件在拉削时由于拉削力的作用而出现弯曲和径向膨胀,为防止工件受切削拉力导致变形,需要设计工装压紧工件以防止工件出现变形。由于工件在加工变形只存在于径向方向,因此工装只需约束工件的径向方向变形即可。为方便工件装夹,工装设计为两个形状相同的夹套紧扣,两个夹套各有一个直径与工件外圆相同的半圆形通槽。拉削前需将工件放置于两夹套之中后,通过螺钉连接两夹套压紧工件,以防止工件受切削力而变形(图2)。使用工装后再次进行拉削实验,之前拉削实验中出现的工件弯曲现象和径向膨胀现象未再出现,工件外形及内孔尺寸达到设计要求。
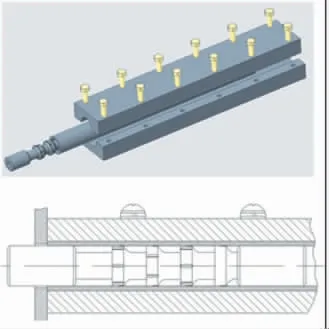
图2 压紧工装示意图及拉刀工作示意图
3 结语
使用结合工装拉削圆孔的方法成功解决了深孔零件的内孔加工难题(图3)。这种方法不仅操作简单、成品率高,且由于拉刀形状较为规则,所选材料T8工具钢较其他刀具材料更容易加工,其刀具制作成本也较低。由此可见,以这种方法加工长圆孔是一种高效低耗的加工工艺方案。

图3 拉削工件现场
