大跨度钢箱梁的焊接工艺及变形控制策略
2021-04-01
北京市市政六建设工程有限公司 北京 100020
1 大跨度钢箱梁焊接技术
1.1 防止焊接缺陷
在焊接的过程中,防止有焊瘤和裂纹等缺陷存在于焊缝外表面中,防止有弧坑裂纹、电弧擦伤、气孔、夹渣等现象出现在一级、二级焊缝中,并且不可以有未焊满、根部收缩、咬边的现象出现在一级焊缝中。
1.2 正确的控制焊缝环境
在焊接的过程中,必须要在适应的环境下展开。首先,如果钢板的厚度超过20mm,室内温度低于5℃,且没有任何预热措施的情况下,这样应该在0℃下焊接普通碳素钢,还要控制好环境湿度。其次,如果焊接物的外表面裸露在雨雪、高风速和潮湿的状态下不可焊接,所以在焊接时必须要保证周围环境的干净、无特殊外界因素的影响[1]。再次,如果是通过CO2 气体保护焊或者电弧焊进行焊接施工,必须要将防风棚设置出来。第四,必须要将适宜的焊接条件为操作人员创设出来,保证工作人员可以在舒适的环境下焊接,从而保证焊接施工质量。
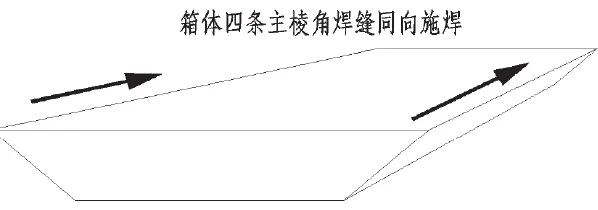
图1 钢箱梁主焊缝施焊示意图
1.3 具体的焊接工艺
1.3.1 准备接头
如果选择应用自动、半自动或者铣边机的方法切割母材边缘时,不应该影响焊接的割痕切口,并且保证其光滑度;需要按照规范要求确定切割边缘的粗糙度,防止有氧化皮、油脂、铁锈等外来物出现在焊接区域附近母材中,按照相关规范和设计图纸的要求装配接头。
1.3.2 熄弧与引弧
应该将熄弧板与引弧板安装在重要的T 接头与对接接头的两端,而且它的接头原则以及材料应该和原接头保持一致。其尺寸为单块为40mm×80mm,两块为一组,引弧和熄弧两组计4 块,焊后用气割割除,磨平割口,严禁用铁锤击落。
1.4 清理及处理焊缝
一是多道与多层焊接时,在焊接期间,需要将焊层或者焊道内的氧化物、焊渣和夹渣等杂物清除干净,可以通过凿子、钢丝刷和砂轮等工具清理。二是焊接需要从接口的两边分别开展,在接缝完全焊透之后,在开始进行反面焊接前,应该通过碳刨法将整个焊缝内的杂质清除干净,并且在此部分深度以上控制其清理部分的深度。三是每一焊道熔敷金属的深度或熔敷的最大宽度不应超过焊道表面的宽度。四是同一焊缝应连续施焊,一次完成;不能一次完成的焊缝应注意焊后的缓冷和重新焊接前的预热。五是肋板、连接板的端部焊接应采用不间断围角焊,引弧和熄弧点位置应距端部大于30mm,弧坑应填满。六是焊接过程中尽可能采用平焊位置或船形位置进行焊接。
2 变形控制要点
2.1 控制角变形
在设计与施工的过程中,为了确保箱梁的稳定性、整体性和刚度,需要将一些隔板安装到其内部,进而利用这种方法将其本身的稳定性提升。然而,这种设计也存在一定的弊端,在双面埋弧自动焊接箱内的四条纵向角焊缝时就会遇到困难。在具体的施工期间,为了将此问题解决掉,并将箱内的焊接施工量缩减,可以用单V型钢将坡口垫设起来,然后埋弧焊自动角填充、盖面组合焊接和二氧化碳气体保护焊打底相结合。
2.2 控制整体变形
钢箱梁整体变形的控制与掌握是工程施工中所需要重点关注的内容,这是由于在施工钢箱梁时出现变形或者其他问题恢复起来会比较困难,其中挠曲变形、畸变变形和扭曲变形是主要的破坏形式,一旦出现这样的变形问题恢复和控制时都会遇到困难,这样容易对工程的发展产生巨大的影响。所以,在控制钢箱梁整体变形问题时,其实具有较多的控制指标,主要涵盖焊接过程控制、构建制造控制和组装过程控制等内容。在此种情况下,这样在组装与控制构件时,如果没有进行认真的校正就去组装,这样在组装完钢箱梁后,会产生大的组装应力,可以说这是一种不好的策略,主要是由于出现这种情况后,在焊接箱梁的时候,或者焊接完钢梁后,因为所释放的应力就会有挠曲变形或者扭曲变形。所以,在将翼板或者腹板等部位组装时,需要将有关方面的尺寸控制好,将其精确性尽量控制好,而且防止有较大的空隙存在于接头的焊缝中,而且在某种因素的制约下,会加大变形量,这些问题在施工中是需要避免的。面对此种问题,可以对单面焊钢衬坡口型钢进行应用,在安装施工期间,应该按照规定的程序与步骤施工,首先是先组装钢衬垫与腹板,这样在组装完成一个之后,就可以去焊接,并且在焊接之后顺着衬垫板的长度去刨边[2]。

图2 翻身法焊接示意图
2.3 控制结构变形
通过分析得知,在施工期间还会遇到扭曲变形和完全变形等问题。所以,应将一定的处理对策制定出来。在现阶段的施工条件下,可以应用预热的方法进行处理。这种方法也需要按照一定的操作规范与规格去做,在大量的实践中,有很多预热工作被总结了出来,其中,主要的方法与思路就是一同加热与焊接四条焊缝,而且需要在100-150℃之间控制先焊焊缝的预热温度,在50-80℃控制后焊缝的预热温度,通过这种处理对策,可以确保整个焊接过程中保持一致的温度,从而将焊接的变形控制与焊接的应力大大降低[3]。
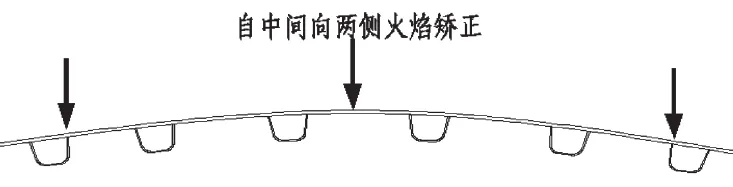
图3 板单元角变形火焰矫正示意图
3 结语
桥梁工程是重要的交通设施,在保证交通运输方面发挥着重要作用。随着桥梁工程的不断发展,其复杂性也在不断提升。大跨度钢箱梁是现阶段重要的桥梁结构形式。所以,如何采用有效的焊接技术与变形控制技术进行施工是确保桥梁工程质量的重要策略。
