二维翻转附着振动冲洗机试验控制系统设计
2021-03-31中国航发南方工业有限公司郑攀胡进刘超吾薛魁
中国航发南方工业有限公司 郑攀 胡进 刘超吾 薛魁
引言
异形精密零件中的多余物是造成事故的主要原因,将零件冲洗干净,可极大减小故障率。对于结构复杂的腔体异形的零件,简单冲洗往往不能满足要求。本文研制的设备从冲洗液压力、受冲面、附着式振动三个方面同时增强冲洗效果,采用触摸屏作为信号输入端,通过西门子PLC 中的LAD 编程实现对零件翻转的角度和冲洗部位、冲洗时间的控制,可实现零件二维翻转附着振动冲洗的全部过程,能有效去除该机匣内各腔、管道及零件表面残留的多余物,如机匣内残留的铁屑、焊渣、杂质、灰尘、微锈等。
1 振动翻转冲洗机原理
振动翻转冲洗机的设计理念为:(1)附着振动是指在零件底部安装台架附着安装一台小电机在冲洗过程中不断振动零件,加速多余物与零件的脱离。(2)二维翻转是指水平面内设计转台人工推转,垂直面内用伺服电机带动零件翻转。(3)自动冲洗是指冲洗过程步骤繁复,要实现全程自动。(4)HMI(Human Machine Interface)人机界面是指采用触摸屏作为信号输入端如图1 振动翻转冲洗机模型所示机架整体式焊接结构,分为上下两个主要组成部分,上面部分为冲洗仓,下面部分为附件安装位置。冲洗仓为密闭式结构,冲洗仓门为左右平推式。油箱位于冲洗机机架右侧面。在油箱前半部,与冲洗仓连接处的接油口下面,设置了检查滤网。通过检查滤网中是否有杂质颗粒来判断机匣零件是否冲洗干净。
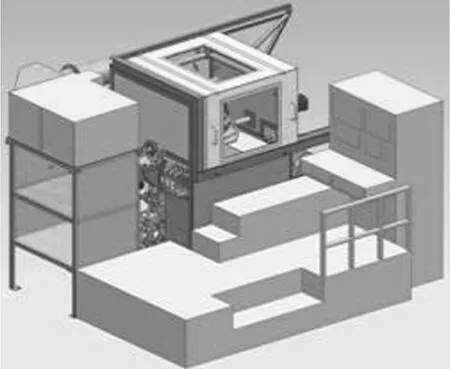
图1 振动翻转冲洗机模型图
如图2 振动翻转冲洗机机械管路图所示,油泵电机启动冲洗液流经溢流阀。冲洗液压力的范围调节是通过溢流阀实现的,即调整至所需压力值附近;精准调节是通过改变电动比例阀的开度实现的,即调整至所需压力值。开启附着在零件上的振动电机,并且可以通过变频器调节振动频率。表面电磁阀打开冲洗液对零件进行表面冲洗。表面冲洗结束后,进行内腔冲洗。内腔共有 6 个支板分成三组(图中 1,2 支、板;6,7 支板;M,N 支板),每次冲洗一组。按照1,2 支板→6,7 支板→M,N 支板的顺序进行冲洗。每次冲洗一组时,其他两组的管路电磁阀关闭。完成内腔冲洗后进行空气吹扫余液。不同的内腔冲洗时要求零件处在不同的角度。冲洗过程中伺服电机缓慢翻转零件至所要求的角度。
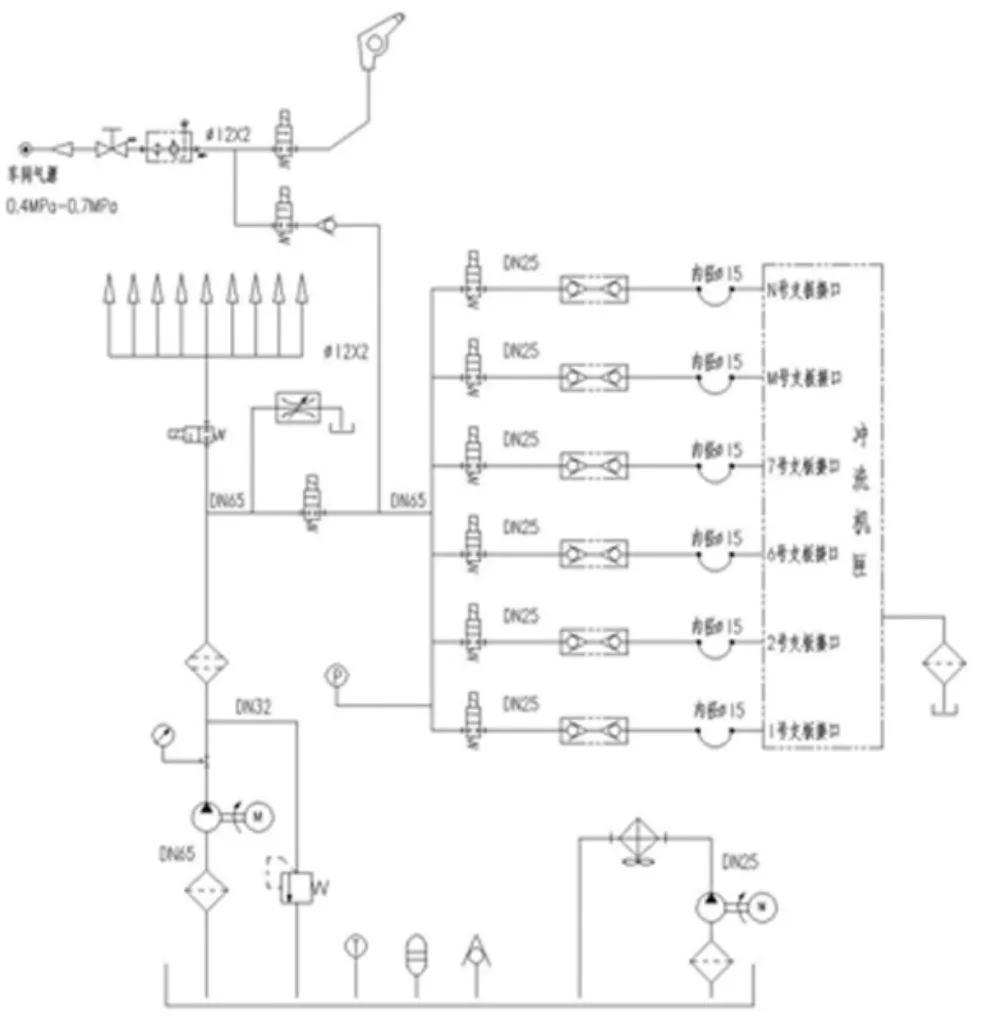
图2 振动翻转冲洗机机械管路示意图
2 控制系统设计
2.1 逻辑控制系统设计
如图3 所示电气控制系统原理图,主要从以下4 个方面阐述整个控制系统。
PLC 的编程方法程序可以采用梯形图、语句表、程序块等形式表示。采用梯形图形式进行编程[2]。程序在软件STEP7-Micro/WIN32 中编制调试,通过 PC/PPI 电缆传输到 PLC 中。PLC 控制程序有主程序,数据读取子程序,自动分步冲洗子程序,手动模式子程序。(1)主程序:主要负责对各功能块的调用及对系统参数的初始化,算法子程序是对数字量和模拟量进行转换和处理。(2)读取子程序:比例调节阀控制器将阀门开度转换为4-20mA 的信号,通过模拟量输入模块的AIW0 存入VD0 的寄存器,可实时显示在触摸屏上。压力温度等物理量信号均采用此种方式进行采集。(3)自动分步冲洗子程序:零件分为表面内腔的冲洗,且不同内腔零件需旋转到不同的角度提升冲洗效果。(4)手动模式选择:手动模式是指操作者可以通过点击触摸屏的开关控制各个电磁阀的开启和关闭,主要用于初期调试和后期修理维护。
2.2 交流电机的控制
在触摸屏控制页面上,可以通过点击触摸屏的开关控制各个电机电磁阀的开启和关闭,对主油泵电机、油雾分离器电机、冷却油泵电机、冷却风扇电机、振动电机进行手动或自动控制。当监测到的油温大于设定温度时,冷却油泵电机与冷却风扇电机会自动起动。振动电机带变频器,可以手动调节电机转速,从而调整振动频率。主油泵电机功率较大,采用软起动器起动。
2.3 伺服系统的控制
交流伺服控制系统是控制零件180°的翻转,翻转速度可控制在3r/min~20r/min,且能无级调速;按照零件冲洗工艺要求,精确控制翻转角度,可锁定在任一角度。交流伺服控制系统主要由Kinco(步科)交流伺服电机、伺服电机驱动器、旋转编码器、限位开关、抱闸装置等组成。通过外置的旋转编码器可手动旋转电机,而通过PLC 可以按工艺要求实现自动控制。两个限位开关可确定原点位置及限制机匣翻转的位置。伺服电机抱闸装置可在电机停止状态下锁定机匣的位置。伺服电机驱动器各参数及控制规律由专用软件设定。PLC 输出信号或复位信号给伺服系统,使伺服系统做好准备动作;PLC 输出±10V 的模拟信号给伺服驱动器,可以控制伺服电机的运行。
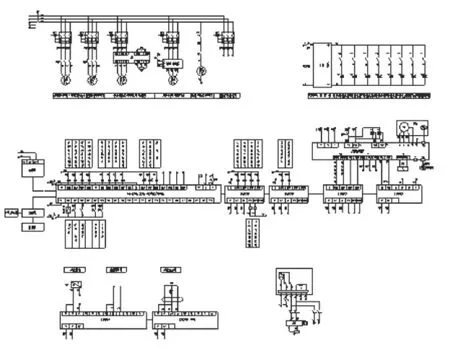
图3 振动翻转冲洗机电气原理图
2.4 人机界面设计
基于EBpro 编程软件,使用威纶通触摸屏编制人机控制界面。图4 为欢迎页面,图5 为自动冲洗1 控制页面。图6 为交流系统控制页面,图7 为手动控制页面。由于自动冲洗过程都是一键全自动冲洗,在控制页面上并无很大区别,表面加内腔4 个部位9 个角度的冲洗流程,编制顺序功能图,通过PLC 的LAD 编程实现了一键冲洗。冲洗开始后,不需要人工干预直至冲洗完成。实现了冲洗流程的自动循环。一键自动冲洗减轻了操作者的负担,提高了劳动生产率,但也降低了整个冲洗流程的可控性。增加暂停- 继续功能,一方面保证了一键自动化,另一方面兼顾了流程可控性。

图4 欢迎页面

图5 自动冲洗1 控制页面

图6 交流系统控制页面

图7 手动冲洗控制页面
冲洗时间可人工设定,提高设备交互性和功能性。在触摸屏的操作页面点击输入框即可输入时间和冲洗循环次数,为实际操作增加灵活性,也为今后在实际操作中摸索更为科学快捷的冲洗模式提供了便利。图7 为手动冲洗页面,油泵启动冲洗液流动,电动比例阀调节压力,振动电机开启零件振动,冲洗液温度过高开启冷却泵和冷却风扇,油雾分离器开启抽风。这些功能在图5 交流控制系统页面都有单独的启停按钮控制。由机械油路原理图可知,表面冲洗时打开表面冲洗阀即可。内腔冲洗时打开内腔冲洗阀加上该内腔对应的管路电磁阀,如冲洗M,N 支板打开内腔冲洗阀+M号支板阀+N 号支板阀,其余阀门关闭。空气吹扫时打开内腔气路阀后,开启1,2,6,7,M,N 路支板阀压缩空气即可进入内腔吹洗余液。

图8 数据采集页面
3 数据采集与处理系统
由工控机、PLC 的模拟量输入模块、热电阻输入模块、PPI 通信电缆等组成。本系统数据采集由PLC 的两块模拟量输入模块EM231 和一块热电阻输入模块EM231RTD 完成,参数经过PLC的转化运算,提供给数采系统软件。数采系统底层软件是基于组态王软件自主研发编制专用数据采集软件,打印报表输出冲洗步骤和压力曲线。冲洗流程结束后,可自动打印冲洗过程中压力随时间的变化曲线,为事后过程检验和质量控制提供文件资料。(如图8 所示)。
4 结语
振动翻转冲洗机的研制基本实现当初的设计理念:附着振动+二维翻转,自动冲洗+HMI。振动翻转冲洗机外形设计美观,布局合理,功能强大,坚固耐用。满足工艺要求,自动化程度高,科技含量高。较之普通冲洗机,在自动化程度、功能扩展、操作人性化等方面都做出很大改进,也取得了显著成效。