一种汽车线束搭铁的工艺控制
2021-03-31吕玉林季孟渊焦治国刘军中
吕玉林, 季孟渊, 焦治国, 刘军中
(安徽江淮汽车集团股份有限公司, 安徽 合肥 230601)
1 汽车线束搭铁
随着汽车智能化、网联化的发展,以及驾乘人员对汽车舒适性、安全性及娱乐性的要求越来越高,更多的电器设备被使用。而所有的电器设备运行都离不开汽车电线路,汽车电线路中采用了车身骨架作为电器端负极,即所有的电器设备负极连接到车身骨架,再将车身骨架与蓄电池负极相连,形成完整的电气回路,图1为搭铁点示例。

图1 车身搭铁点
汽车搭铁点的可靠性很重要,一旦接触发生问题,就会导致电器件功能失效,例如发动机搭铁线接头腐蚀使电阻增大,这些都会造成接触不良,迫使电流试图通过另外的回路,引起电压下降或工作失效。
为了确保搭铁的可靠有效,线束搭铁设计及选型确定后,还需要对工艺方法进行选择,对工艺控制进行分析验证。
2 线束搭铁工艺方法选择
搭铁点一般是在车身上焊接螺柱或螺母,经过涂装进行电泳和喷漆后,如果对搭铁点不做防护或处置,搭铁点上会有电泳层和油漆层,连接后很容易造成接触不良问题,因此,在车身进行涂装工艺前,都会对搭铁点进行防护,防护方法通常有以下几种。
1) 预埋螺栓遮蔽工艺。该方法较为普遍,适用于对车身焊接螺母进行电泳涂装遮蔽。在车身进入涂装车间之前,用螺栓对搭铁螺母进行预安装,通过螺栓与焊接螺母的紧密结合,阻止电泳漆的渗入,从而保证螺母内螺纹的导电性,如图2所示。

图2 搭铁点预埋螺栓遮蔽
用预埋螺栓遮蔽的优点在于能很好地阻止电泳漆膜的形成,螺栓能反复使用,遮蔽成本也不高,但存在预埋螺栓和拆除螺栓的工时浪费。
2) 胶带遮蔽工艺。该遮蔽方式适用于对焊接螺栓进行遮蔽。该方法与前面的工艺螺栓遮蔽原理类似,通过胶带的附着,避免电泳漆膜的形成。相对成本低,但对操作人员的责任心要求较高,稳定性较差。
3) 涂装后处理工艺。该方法是搭铁部位按正常工序进行全部的前处理及电泳处理,在涂装完毕后,通过打磨、攻螺纹等方式对表面漆膜进行破坏。这种处理方式无需涂装前遮蔽处理,但也存在一些缺点,操作繁琐,打磨及其他处理相对耗时;打磨品质不能保证,稳定性较差;且打磨后裸露的金属表面也存在锈蚀的情况。
4) 使用带自清油漆功能螺栓。该方式为搭铁点螺栓螺纹头部采用了二等分或三等分容削槽,压印深度约为0.3mm,长度约为4mm,宽度约为1.5mm的压印小平面,如图3所示,该螺栓可以对螺母上的电泳层进行一定的破坏,操作简单,但如何保证自清漆功能以及在装配过程中的平顺性还需深入研究。
综合几种工艺方法,选择工艺螺栓遮蔽工艺安全可靠性高,并且为了搭铁电阻尽可能地小,搭铁螺栓选择带有容削槽的专用搭铁螺栓。

图3 带容削槽搭铁螺栓及螺纹示意图
3 线束搭铁工艺控制措施
3.1 涂装前工艺控制措施
首先,介绍采用预埋螺栓工艺方法的电流导通方式,便于理解所采取的工艺措施。如图4所示,电流从负极端子进入,与搭铁螺栓法兰面接触,通过螺栓与螺母的连接,螺母与车身的焊接点,进入车身,车身与蓄电池负极连接,完成电流回路。
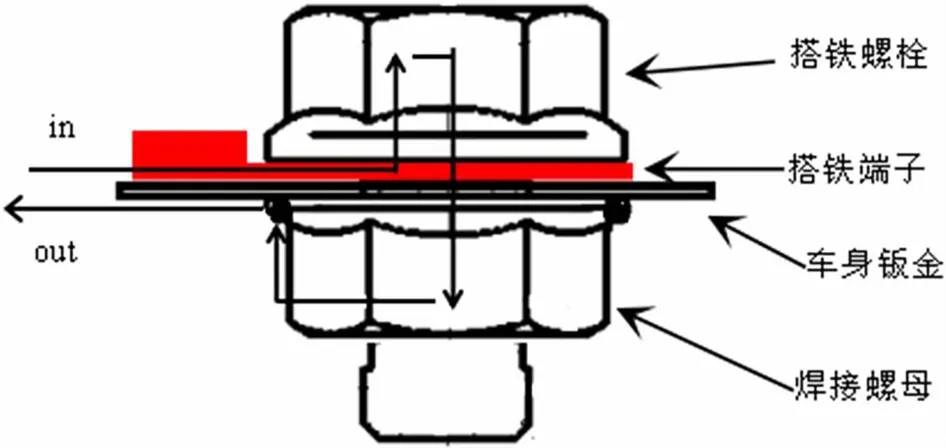
图4 电流流经路线
搭铁点预埋工艺螺栓,埋深要求在螺栓的1/2~2/3处,螺栓不与钣金贴合,且凸出螺母2~3牙,如图5所示,这样既可以避免车身因无电泳层锈蚀,又能确保螺母内无电泳层。在搭铁螺栓法兰接触的车身钣金面,要求无焊渣、无凹凸变形、无残胶等异物,以满足搭铁螺栓与钣金贴合平整,搭铁接触面无间隙。

图5 螺栓预埋正面及背面示意图
3.2 总装装配工艺控制措施
车辆电泳喷漆后进入总装装配线,首先拆下各搭铁点预埋螺栓,拆下后可以看到与螺母接触的部分没有电泳层,与周围形成鲜明对比,这就是保证导电性的关键,如图6所示。

图6 预埋螺栓使用后效果
装配搭铁点时,采用专用的搭铁螺母紧固,M6型螺栓扭矩要求8~12Nm,M8型螺栓扭矩要求16~20Nm。打紧后,确认接触面无间隙、无异物,使用油漆笔着色时避免油漆渗入搭铁接触面。
搭铁点连接后,电性能需要进行确认,选择接触电阻参数进行评价,要求发动机舱接触电阻评价值≤4mΩ,室内乘客舱搭铁评价值为≤8mΩ。对接触电阻测量3次,取平均值,如表1所示,对于不符合标准的搭铁点,分析原因,做好改进控制。
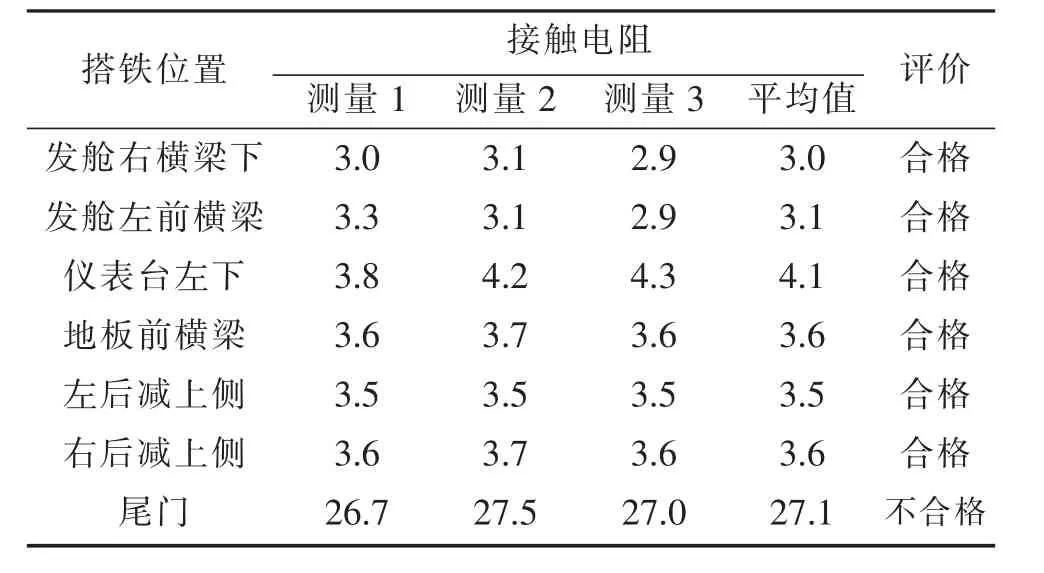
表1 搭铁点接触电阻测量评价
4 结论
搭铁点的设计选型很重要,同时工艺控制也至关重要,一旦有接触不良发生,就会影响汽车电器功能,影响客户使用。采用预埋螺栓工艺控制方法,操作简单,成本低,搭铁点可靠安全。
