新能源电动汽车用陶瓷高压接触器的钎焊及结构设计
2021-03-31万建,李萍
万 建, 李 萍
(浙江环方汽车电器有限公司, 浙江 台州 317607)
陶瓷高压接触器广泛应用于新能源电动汽车、充电桩、蓄电池供电、变频器电容预充电、直流功率控制、电路保护及其他电动车辆(电动叉车) 的电源开关控制,同时广泛用于不间断电源等电控系统。陶瓷高压接触器的技术关键点是采用与航天科技同等级别的真空钎焊方式将陶瓷与可伐合金焊接在一起形成封闭的腔体,内部充入快速冷却的氢气混合物,有效地在短时间进行灭弧;然而电弧燃烧时会导致内部封装的气体受热膨胀,膨胀的气体对焊接接头部产生拉力,因此高强度的焊接接头部非常重要,而对接头部强度影响较大的主要是陶瓷与可伐合金的封装结构,目前广泛采用的封装结构有两种:平封和立封,因此研究两种封装结构的接头部抗拉强度对指导陶瓷高压接触器的结构设计具有重要意义。本文通过陶瓷与可伐合金的两种封装结构进行分析和实验,比较两种结构焊接接头部的抗拉强度,为陶瓷与可伐合金的封装结构设计提供理论基础。
1 研究条件及方法
1.1 陶瓷的特性及金属化
目前在国际上,陶瓷高压接触器中大部分采用三元系含95%的三氧化二铝 (Al2O3-95%) 特种陶瓷。该陶瓷采用热压铸成形,经1750℃的高温烧结,具备高致密性、绝缘等级高、品质因素高等特点,所以在电子陶瓷中被广泛使用。
高温金属化是保证陶瓷和金属之间进行焊接的关键。将金属粉末涂覆在陶瓷的表面,通过1530℃的高温烧结,形成液相粘附在陶瓷表面的金属膜,如图1所示。表1为Al2O3-95%金属粉末烧结法配方。

图1 金属化后的金属化层及陶瓷层
1.2 陶瓷和钎焊金属可伐(4J33) 的线性膨胀设计
在实际生产过程中,随着焊接温度缓慢升高,陶瓷和金属之间表现出来的膨胀系数是不一致的,陶瓷和金属材料膨胀系数相差越大(表2,表3),越容易把陶瓷拉裂,这是我们在实际生产中需要避免的。当然,采取怎样的方法去消除材料在高温中的应力也是我们需要考虑的问题。

表1 Al2O3-95%金属粉末烧结法配方
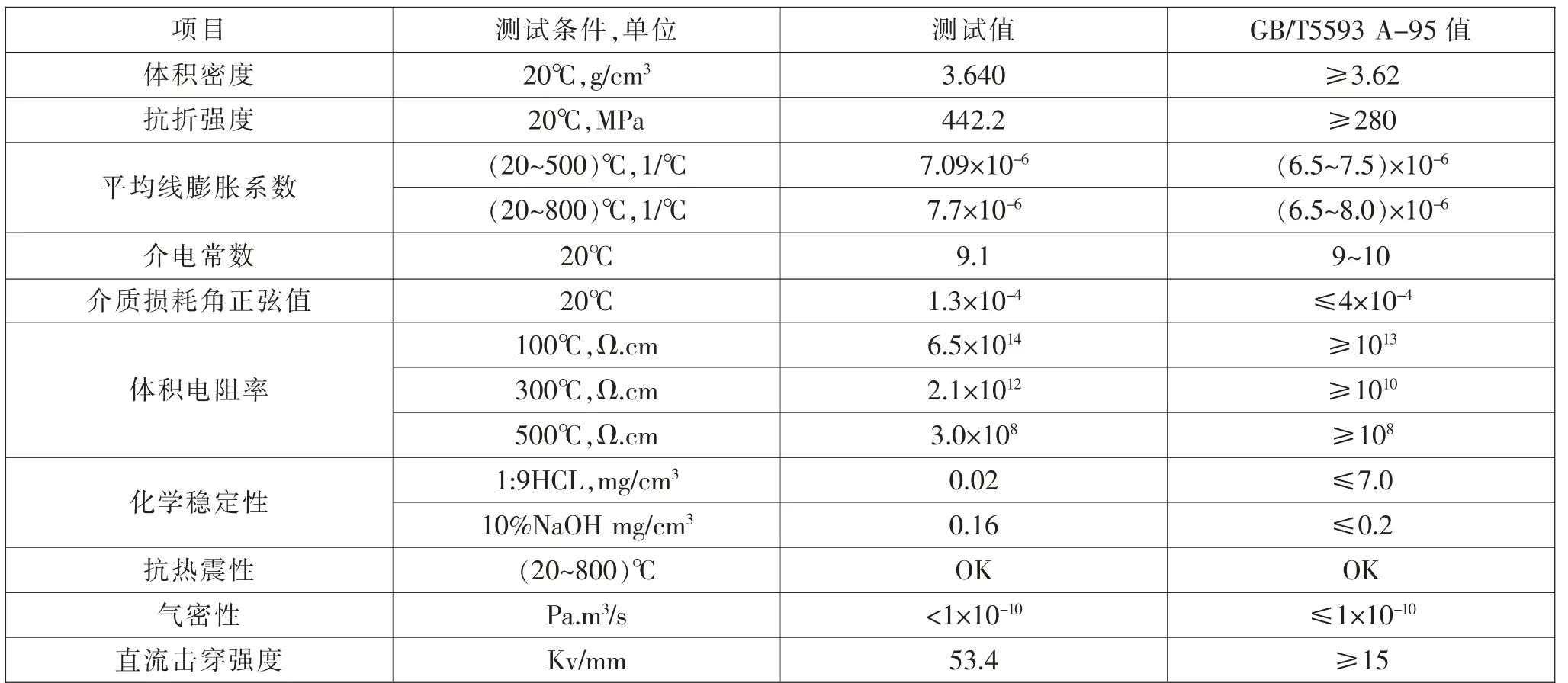
表2 Al2O3-95%材料特性参数

表3 常用铁磁性膨胀合金的线膨胀系数
陶瓷与被焊接金属在各温度下的曲线如图2所示。

图2 陶瓷与被焊接金属在各温度下的曲线
1.3 平封与立封的结构设计
1) 平封:陶瓷金属化层面与被焊接金属面之间的封接叫平面封接,如图3所示,陶瓷与可伐4J33焊接。平面封接又分为单面平封和双面夹封,它们各自有自己的特点:单面封接有较大的封接应力,热冲击性差,机械强度低,要求陶瓷与薄壁金属的线膨胀系数非常接近;双面夹封可适当减少封接应力,可封接适配较大的陶瓷与金属件。
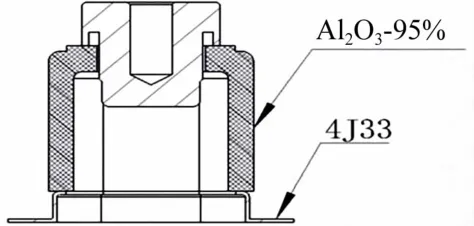
图3 平面封接
2) 立封:陶瓷金属化端面与被焊接的薄壁金属竖立结构进行钎焊封接,如图4所示,上下被焊接金属均采用立封方式进行焊接。其特点是:焊接时释放的应力较小,机械强度高,对金属的线性膨胀系数要求稍微低一点。薄壁的厚度较小,生产焊接合格率较高。
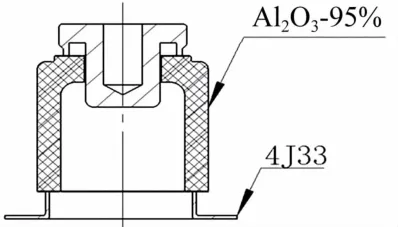
图4 立封
1.4 立封和平封产品设计中的计算
利用上述表格中的实际线性膨胀数据,我们将对产品在高温中产生的形变进行计算(以环方公司HFEVC-TF200/750陶瓷为例)。计算公式:形变量(Δ) =材料外形尺寸L×材料高温膨胀系数1/K×焊接温度T
1.4.1 立式封接设计计算
1) 图5为陶瓷长边的尺寸。陶瓷长边的形变量Δ1=43×7.7×10-6×779=0.2579mm,其中,材料外形尺寸L:43mm;材料高温膨胀系数 (1/K):7.7×10-61/℃;焊接温度T:779℃(钎料AgCu28的熔点温度理论值)。
可伐 (4J33) 长边的形变量:Δ2=45.5×8.32×10-6×779=0.2948mm,其中,材料外形尺寸L:45.5mm;材料高温膨胀系数(1/K):8.32×10-61/℃;焊接温度T:779℃(钎料AgCu28的熔点温理论值)。
结论:高温下陶瓷与可伐(4J33) 长边之间的形变量很小:Δ=Δ2-Δ1=0.2948-0.2579=0.0369mm。

图5 立式封接陶瓷长边尺寸
2) 图6为陶瓷短边的尺寸。陶瓷短边的形变量Δ1 =16 ×7.7 ×10-6×779 =0.0959mm,其中材料外形尺寸L:16mm;材料高温膨胀系数 (1/K):7.7×10-61/℃; 焊 接 温 度T:779℃(钎料AgCu28的熔点温度理论值)。

图6 立式封接陶瓷短边尺寸
可伐 (4J33) 短边的形变量Δ2=18.5×8.32×10-6×779=0.1199mm,其中,材料外形尺寸L:18.5mm;材料高温膨胀系数 (1/K):8.32×10-61/℃;焊接温度T:779℃(钎料AgCu28的熔点温度理论值)。
结论:高温下陶瓷与可伐(4J33) 短边之间的形变:Δ=Δ2-Δ1=0.1199-0.0959=0.024mm。
立式封接技术在高温焊接中两者之间的形变量是很小的,有效地抵消了彼此之间的抗拉力。
1.4.2 平面封接设计计算
1) 图7为陶瓷长边的尺寸。陶瓷长边的形变量Δ1=43×7.7×10-6×779=0.2579mm,其中,材料外形尺寸L:43mm;材料高温膨胀系数 (1/K):7.7×10-61/℃;焊接温度T:779℃(钎料AgCu28的熔点温度理论值)。
可伐 (4J33) 长边的形变量:Δ2=47×8.32×10-6×779=0.3046mm,其中,材料外形尺寸L:47mm;材料高温膨胀系数(1/K):8.32×10-61/℃;焊接温度T:779℃(钎料AgCu28的熔点温度理论值)。
结论:高温下陶瓷与可伐 (4J33) 长边之间的形变量:Δ=Δ2-Δ1=0.3046-0.2579=0.0467mm。
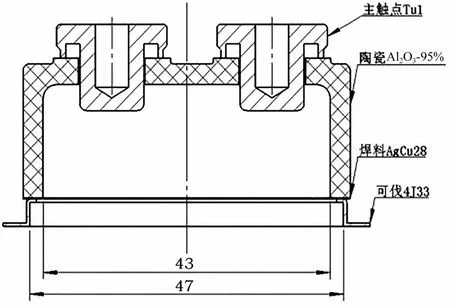
图7 平面封接陶瓷长边尺寸
2) 图8为陶瓷短边的尺寸。陶瓷短边的形变量Δ1=16×7.7×10-6×779=0.0959mm,其中,材料外形尺寸L:16mm;材料高温膨胀系数 (1/K):7.7×10-61/℃;焊接温度T:779℃(钎料AgCu28的熔点温度理论值)。
可伐 (4J33) 短边的形变量:Δ2=20×8.32×10-6×779=0.1296mm,其中,材料外形尺寸L:20mm;材料高温膨胀系数 (1/K):8.32×10-61/℃;焊接温度T:779℃ (钎料AgCu28的熔点温度理论值)。
结论:高温下陶瓷与可伐(4J33) 短边之间的形变:Δ=Δ2-Δ1=0.1296-0.0959=0.0337mm。
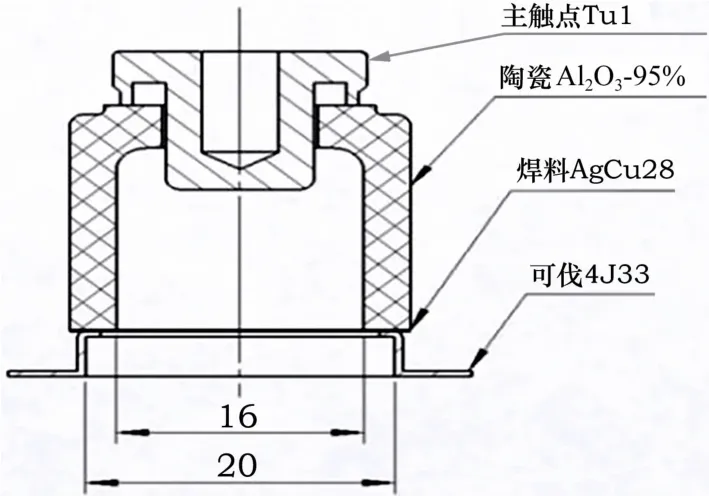
图8 平面封接陶瓷短边尺寸
相对于立式封接技术,平面封接在高温焊接中两者之间的形变量稍微偏大一点。故在大多数情况下,一般均采用立封结构进行设计。但也有缺点,对于方形冲压被焊零件的旋切平面加工难度较大,对于圆形被焊金属立封则完全不存在该问题。
2 实验结果及讨论
2.1 试验测试数据对比(表4)
2.2 平封与立封钎焊后的陶瓷件抗拉强度对比
钎焊后的部件对气密性和焊接强度的要求是真空钎焊件的重要考核指标。陶瓷高压接触器在新能源电动汽车上,由于电动汽车在不同工况下的路面运动而造成的颠簸,对陶瓷高压接触器来说,陶瓷的焊接强度就是很大的考验,故焊接后的陶瓷件的抗拉强度是保证钎焊件气密性的必要条件。图9是测试平封结构下的陶瓷抗拉力值,大约1000N的时候,陶瓷出现一次裂缝,此时出现高压接触器的漏气,一旦漏气,产品就会产生报废,进而直接导致汽车故障。

表4 陶瓷高压接触器 (陶瓷-可伐4J33) 封接后抗拉强度表
而采用立封结构进行设计时,陶瓷与被焊金属之间的抗拉强度会大大提高,可以更加有效地保护陶瓷不被振动造成开裂。图10为立封的陶瓷与被焊金属之间的抗拉力值,所产生的最大破坏力值大约为平封时的2倍力值,大大提高了陶瓷的焊接强度。
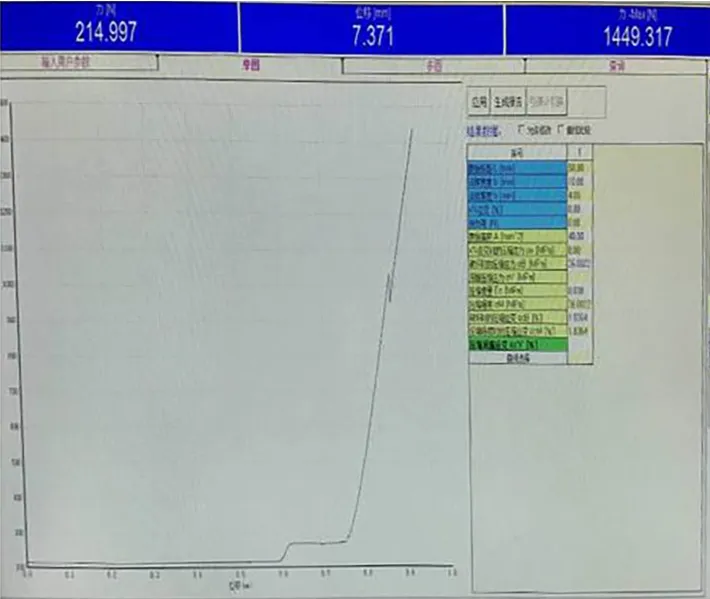
图9 陶瓷抗拉力值
3 结论
1) 陶瓷与可伐合金采用平封结构和立封结构,焊接后,抗拉力平均值分别为1091.6N和2555.2N,立封结构抗拉力更大。
2) 焊接后,平封结构和立封结构抗拉强度平均值分别为8.0×106Pa和35.5×106Pa,说明立封结构具有更高的抗拉强度。

图10 立封的陶瓷与被焊金属之间的抗拉力值
