注射成型管件内螺纹质量分析及模具抽芯机构设计
2021-03-29苏伟
苏 伟
(永高股份有限公司,浙江 台州 318020)
0 引 言
内螺纹管件是塑料管道系统中常见的联接方式之一,其类型包括内螺纹弯头、内螺纹三通等不同形式。对于内螺纹管件的成型,一般都需采用旋转脱螺纹形式进行内螺纹脱模。目前,这类产品通常使用滑块+弹簧的形式一边旋转一边退出完成抽芯,具有结构简单、制作方便的特点,但在使用过程中内螺纹脱模时存在拉伤变形、损伤等情况。以下就这类问题分析其产生原因,提出改善模具内螺纹抽芯机构的设计方案。
1 塑件脱模变形的原因分析
以φ32 mm三头内螺纹三通管为例,对其脱模时的拉伤现象进行分析说明,塑件外形尺寸如图1所示。为完成抽芯动作需对螺纹结构进行旋转抽芯,采用滑块+弹簧一边旋转一边抽芯的结构,如图2所示。
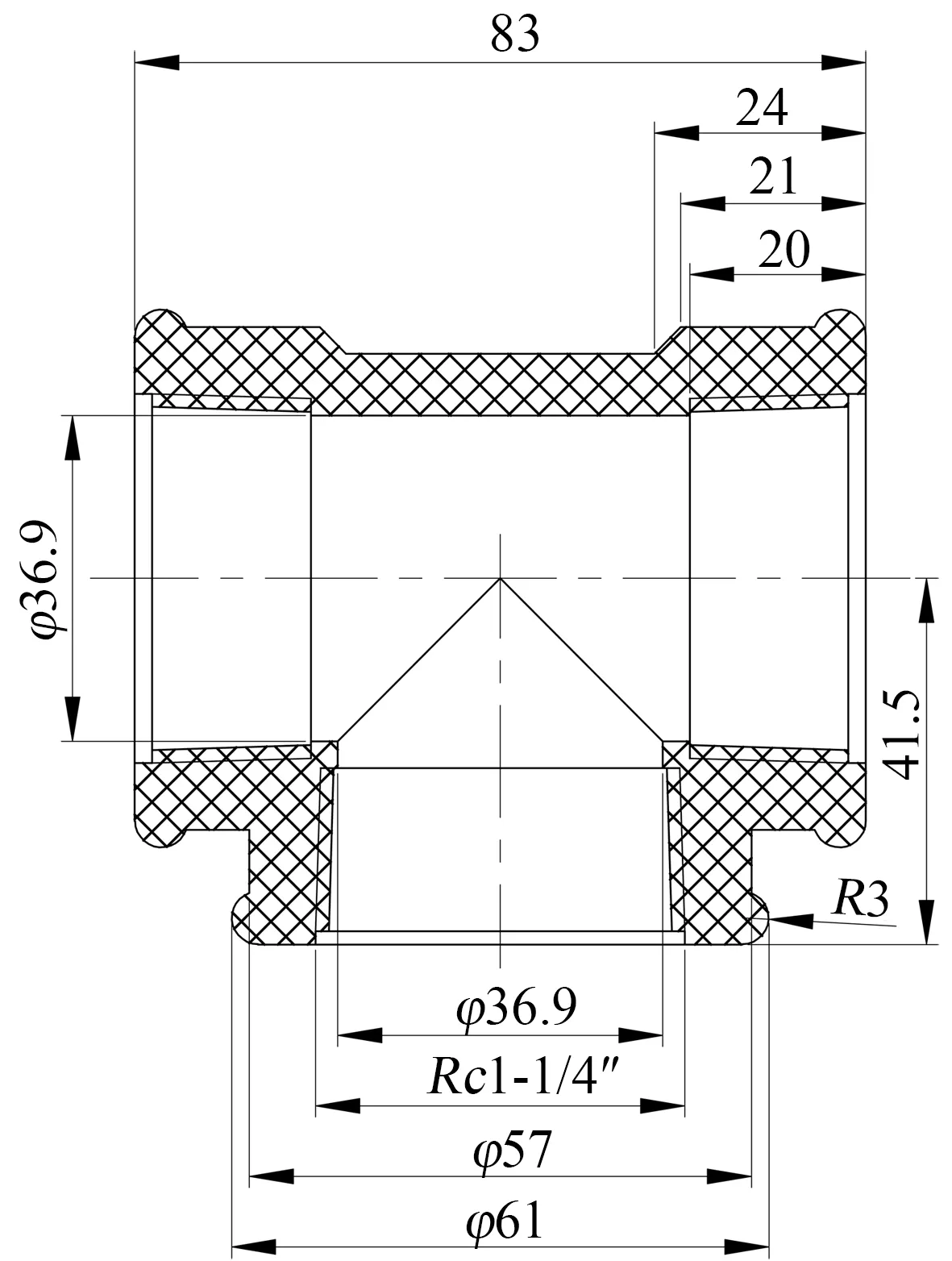
图1 内螺纹三通管
图2所示的滑块弹簧抽芯结构中,在螺纹型芯旋转过程中,弹簧推动滑块完成抽芯动作,该结构在生产中存在以下问题:①当弹簧弹力过大时,型芯旋转抽芯至螺纹最后阶段(起牙),型芯与塑件之间的螺纹锁紧力小于弹簧的弹力,这时滑块直接弹开,造成塑件起牙拉伤、变形;②当弹簧弹力不足时,滑块不能随型芯旋转而后退,这时塑件螺纹损伤(绞牙)。
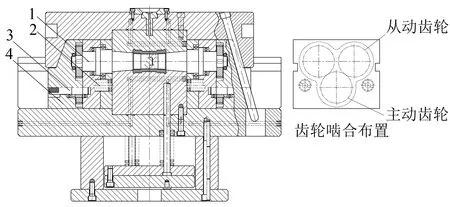
图2 滑块弹簧抽芯结构
2 新型抽芯结构设计
内螺纹管件一边旋转一边抽芯是模具结构设计的关键,如何平稳地完成一边旋转一边抽芯则是抽芯机构设计的关键。较为理想的设计是:抽芯时,型芯每旋转一周,滑块后退一个标准螺距。因此,可考虑采用丝杆协同滑块抽芯的方式完成内螺纹抽芯。
2.1 抽芯机构设计
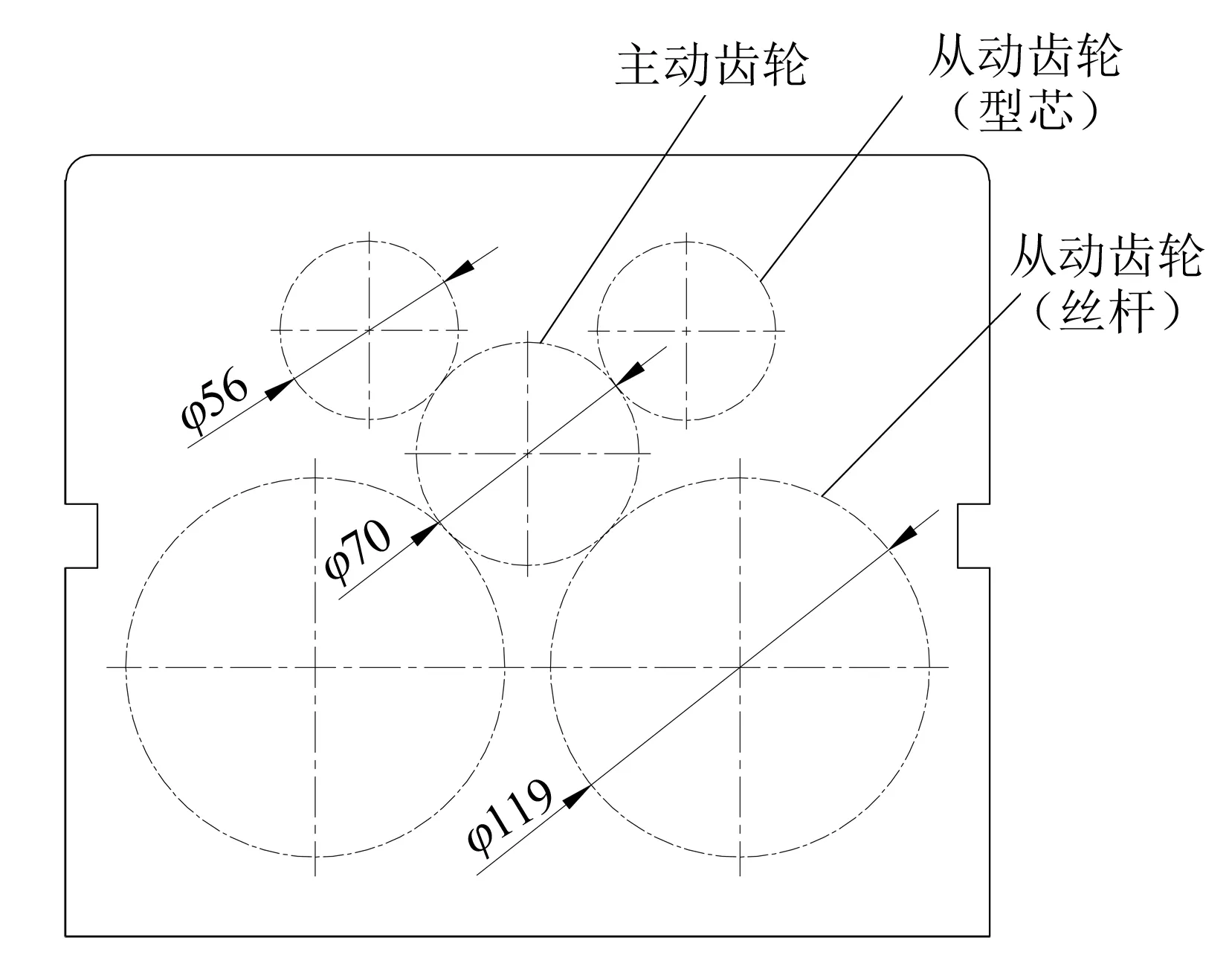
图3 丝杆抽芯结构齿轮啮合排位
旋转抽芯与滑块后退抽芯计算如下:
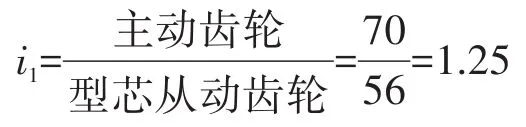
主动齿轮与型芯从动齿轮传动比i1:
主动齿轮与丝杆从动齿轮传动比i2:

模具结构如图4所示。

图4 滚珠丝杆滑块模具结构
2.2 抽芯机构工作原理及过程
新型内螺纹抽芯机构的抽芯原理:主动齿轮带动从动齿轮(型芯从动齿轮及丝杆从动齿轮),在旋转的同时完成滑块抽芯及复位,应控制螺纹型芯的螺距与滑块抽芯时后退的螺距一致。
开模时,首先定模镶件4与动模镶件7分离,浇口凝料脱出。当模具开模到位后,液压马达通过液压马达安装套25带动主动轴19旋转,同时主动轴19通过主动齿轮20、从动齿轮(型芯)18、从动齿轮(滚珠丝杆)27,将旋转动力分配给螺纹型芯16及滚珠丝杆套22;从而使螺纹型芯16完成旋转的同时,从动齿轮套(滚珠丝杆)26带动滑块8协同滑块压板5及轴承板6一起完成螺纹型芯16的抽芯动作,这样满足了边旋转边抽芯的使用需求。随后通过推杆固定板14、推板15及推杆30完成塑件的推出。
3 结束语
为避免内螺纹管件脱模时造成内螺纹拉伤变形等问题,设计了滚珠丝杆滑块内螺纹抽芯结构。因为滚珠丝杆带动滑块抽芯与螺纹型芯旋转抽芯时螺距一致,使塑件在模具中的抽芯动作运行平稳,能有效解决内螺纹塑件在抽芯时产生的起牙损坏、拉伤等问题。该抽芯结构已用于实际生产,在生产过程中动作平稳,有效避免了不合格品的产生,减少了修模次数,使用效果良好。
