分散单元式主车身线工艺规划方案研究
2021-03-28赵宁
赵宁
(一汽解放汽车有限公司)
随着生活水平的提高,人们对产品外观、功能的需求逐渐增多,产品需求的个性化、定制化逐步凸显,满足客户的个性化、定制化产品生产制造将成为未来主机厂的重要课题之一。目前,汽车市场的竞争也越来越集中在产品的更新换代上,面对如此快速的产品更新,汽车行业过去采用的那种大批量单车种专用生产线的生产模式已经不太适应当前发展的需求,因此,多品种的柔性化共线生产方式就越来越多地应用在汽车生产中[1]。随着国内工业的迅猛发展,自动化工厂对生产线的产能要求不断提高,对生产过程中的自动化程度要求也越来越高,朝着全自动化无人工厂的方向发展[2]。对于焊装而言,产品品种的增多就意味着白车身种类的增多,进而对焊装线的柔性化制造能力需求就越来越高。而白车身焊装线的一个特点就是专用性与非标制造。如何提高车身制造过程中的生产线柔性化、智能化,成为焊装工艺人员的课题。
1 AGV在汽车制造领域的应用
AGV,即自动导航运输车,有着移动机器人之称。近年来AGV在汽车制造业得到了广泛应用,涉及焊装、总装和零部件等领域,为实现汽车制造的自动化、省人化提供了非常好的解决方案,并在生产控制中实现了标准化、准时化的车间物流配送[3]。AGV输送系统由AGV单车、AGV控制系统和AGV充电系统组成[4]。且随着技术的进步,AGV产品的可靠性已经大大提高,由此也提升了人们对使用AGV的信心。智能的AGV近年来在汽车制造业领域得到了广泛的应用,在焊装车间以其路径灵活、移动性和柔性较好的优越性,不仅能替代人力、降低成本、生产效率高,还提高了车身钣金件搬运的自动化水平,满足了大批量生产的需求[5]。
AGV在焊装车间应用的方向大致可以分为2类,第一类是各工艺间搬运,第二类是物料配送搬运。这2种应用方式,对AGV的使用需求大致相同,区别在于前者相较于后者要求更高定位精度的导航方式。AGV定位主要有以下3种方式:1)埋线电磁感应引导,利用传感器探测埋在地面下的固定导线产生的电磁场来实现引导定位,但是电磁场感应此种方式,容易受外界干扰,定位精度低,无法实现精定位的自动化;2)基于激光测距测角的方法,需要在AGV行走的特定位置布置激光感应装置,利用激光传感器确定自身的位置从而实现引导定位,此种方式容易受外界光线干扰,维修调试保养难度大,人机协同性不理想;3)机器人视觉引导,利用图像处理技术进行特征识别,从而确定AGV小车的位置,不过此种系统成本较高,不利于大规模运用[6]。
2 传统主拼焊装线工艺形式
一直以来,焊装车间主车身线的形式为工位串联形式,如图1所示。通常在主车身线里分布着预装工位、主拼工位、补焊工位、顶盖焊接工位、涂胶工位、二氧化碳补焊工位、在线检测工位、在线打孔工位、在线装配工位等。整条主车身线工位与工位之间使用输送线连接,完成工位之间焊接总成的传递。输送线的形式有空中吊运、手动滑橇、辊床输送、往复杆等,其中辊床输送系统因其具有输送效率高、可靠性好等特点最为常用。但不论哪种输送系统,都有一个共同的缺点——因为输送线机械结构的特点,导致其柔性化较差。传统输送线对主线各工位进行串联后,主线就成为了一个较为“封闭”的线体,对于多车型导入、不同车型(主线焊点数量差别较大)焊接过程中工位设备利用率平衡等方面都起着负面的影响。
在一个工艺方案规划实例中就遇到过这样一个问题。此焊装线主车身线负责2个车型的生产,即A车和B车,两车型属于不同平台车型,车身下部定位点系统(RPS)无共用。两车型的车身结构设计理念完全不同,产品结构导致上料方式区别很大,A车在主车身线的焊点数为587点,而B车在主车身线的焊点数为1 118点。可想而知,在同一节拍下,2辆车同时生产时,就会有一部分负责B车焊接的工位机器人或者设备在焊接A车过程中处于闲置状态,很难达到2个车型同时生产时各工位工作量的平衡。再如,在线检测工位、弧焊补焊工位,通常工作节拍都会比较短,设备都会有一定的闲置时间,这些都大大降低了主车身线部分设备的利用率。此问题在传统主车身线输送形式下因为其结构的“封闭”特性是无法解决的。
目前,多车型混流生产中焊装主车身线主拼工艺技术不论是多面体、Open Gate、外置侧滑、内置夹具、框架夹具等等,均可实现多车型主拼工位的车型切换。但当主拼工位车型混入种类较多时(大于3种),尤其体现在不同平台车型的混入,即便实现了多车型切换,但整个主拼工位的占地面积将非常庞大,不利于车间面积的利用。也因其内部结构非常复杂而影响工位可动率。再者,规模量产情况下,传统主车身焊装线通常不会超过3种不同平台的车型,当车型超过3种时,因为车型切换频繁,主拼工位结构复杂,工位的效率就会降低。另外,当主车身线承担的是不同平台车型共线生产时,因车身下部RPS点不同会导致不同车型夹具定位系统的位置干涉;夹具设计结构复杂、定位系统往复定位精度受影响等问题,都会导致难以实现多车型切换,从而影响主线的柔性化。
而产生设备利用率低、柔性化程度相对较差的根本原因是主车身线采用的输送形式。因输送形式的“封闭”导致了主车身线的“封闭”。
3 分散单元式主车身线
基于传统主车身线的缺点,为解决上述问题,采用了一种新的主车身线工艺规划思路,即分散单元式主车身焊装线。既然传统主车身线部分情况下设备利用率低、柔性化制造具有局限性等问题的原因在于输送线,那么就从输送线形式入手进行改变。
工艺规划过程中,鉴于传统输送线的局限性,将主车身焊装线传统输送线取消。然后将原来的工位进行标准化设计,形成具有2个到4个工位、焊接机器人组成的标准化加工单元,如图2所示。每个加工单元具有自己的工作内容与特性,例如:由4个带七轴系统的焊接机器人加框架夹具组成的主拼加工单元;4个焊接机器人组成的补焊焊接单元;2个弧焊机器人组成的弧焊单元;2台在线检测机器人组成的检测单元等。这样的标准焊接单元三维工艺设计,如图3所示。各个加工单元分散分布,然后由AGV输送将各个加工单元串联到一起形成一个“开放”式的主车身焊装线。每个加工单元都是由固定数量机器人组成的标准加工单元,这样一来就可以实现主车身线设计与制造的标准化。未来进行增产扩能、工位拓展等,只需要进行工位复制加规划AGV路径就可以,如此也实现了一种标准化、可复制的焊装线,从而降低投资成本,缩短生产线设计周期。
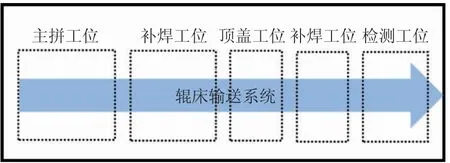
图1 传统主车身线形式
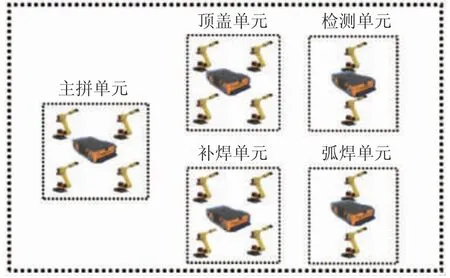
图2 分散单元式主车身线示意图

图3 分散单元式主车身线三维工艺设计
需要强调的是,因为AGV运行时,停车位置精度不论哪种导航形式都不超过±5 mm,远远不能满足车身定位与焊接精度要求,需要在标准单元的AGV停车位置增加1套二次顶升定位机构,也就是将AGV托载的夹具进行顶升并进行定位销二次定位,确保AGV托载夹具的往复定位精度,以保证车身定位与焊接精度要求。
以主拼工位为例,其主拼工艺采用框架夹具的形式,焊接工作由4台带七轴的焊接机器人完成(见图3),机器人通过切换不同框架夹具定位单元实现车型切换,通过切换焊钳完成焊接工作。当车型切换数量过多,现场面积不足时,在车间预留位置设立扩展夹具库,并由AGV完成夹具的托载运输以进一步实现更多车型的切换工作。
因整个主车身线各个加工单元是使用AGV串联到一起的,很容易实现主线各单元的“共享”。例如补焊单元、弧焊单元、检测单元,在节拍允许的前提下,除了可以承担主车身线的工作任务外,在“空闲”时间还可以通过AGV的调度实现其他总成或者车身的补焊与检测工作。由此极大地提高了设备利用率和生产加工灵活性。甚至可以实现主线各加工单元不同节拍生产。当线体出现瓶颈工位时,只需要复制一套加工单元,再通过AGV调度,就可以解决瓶颈工位问题或者增加产能。
分散单元式主车身线的优势还体现在焊接车身的返修、送测等,可以由AGV自动输送到指定位置,无需人员的过程参与和生产的中断。物流更为自动化和智能化,现在有很多成熟的路径规划算法,改进方案和算法的更新均可在不停线的情况下完成新的调动与调整诉求。区别于往复杆等输送形式,AGV可重复利用。此种输送方式具有更好的可追溯性,可以跟踪需识别的车身在车间的位置判断其工艺状态。AGV系统控制可以完成车辆管理、交通管理、通讯管理,与工厂制造执行系统(MES)直接通讯,更为有效地满足线体的信息集成管理。
4 结论
文章论述了一种以AGV作为输送系统实现的分散单元式主车身线,这种生产方式柔性化程度高,可复制性强,设备利用率高。但这种规划方案也有一些缺点,如初期投资成本较高,占地面积比较大,群体AGV输送可靠性低于传统辊床系统等。但因其“共享”特性,在一个工厂中同时生产的车型越多,这种方式的投资就会越低,而AGV输送的可靠性也随着技术的进步而逐步提高,AGV的价格也随着使用量的增加逐渐降低。
利用AGV输送,实现分散单元式主车身线的生产方式特别适合于小批量、多品种的车型生产,车型越多,其优势就越大,后续改造成本就越低。而其标准化的单元设计,更有利于标准化工厂的建设,从而缩短新工厂工艺设计周期,降低投资成本。采用AGV输送形成的新的主线加工形式,更加有利于智能制造的实现,是未来车身焊接工艺技术发展的趋势之一。
