影响金刚石串珠自动开刃效果优劣的因素研究
2021-03-28余晓明
余晓明
(1.桂林特邦新材料有限公司 ,广西 桂林 541004;2.中国有色桂林矿产地质研究院有限公司 广西超硬材料重点实验室,广西 桂林 541004;3.中国有色桂林矿产地质研究院有限公司 国家特种矿物材料工程技术研究中心,广西 桂林 541004)
1 引言
金刚石烧结串珠的开刃主要是为了绳锯可以快速进入工作状态,减少绳锯现场使用前期开刃时间,目前有两种开刃方式:一种是制绳前单独开刃,另一种是制绳后整绳开刃,这两种开刃方式都是采用磨料磨削来达到出刃[1-3]。
串珠单独开刃的优点:金刚石出露高且出露高度方便控制、金刚石刃尾形状好,减少使用过程金刚石提前掉落,对提高串珠使用寿命有利。
金刚石串珠自动开刃机采用振动盘自动上料,伺服电机与滚珠丝杠进行开刃进给,保证串珠开刃尺寸精度;通过液压系统来驱动串珠的左右摆动和砂轮的上下摆动,保证速度平稳,所有过程由PLC控制,尽管自动开刃工序非常复杂,但是因它是自动操作这样一来也使得自动开刃变得简单化[4-5]。
自动开刃机串珠摆动方式对串珠开刃效果的好坏有很大的影响,串珠摆动方式决定开刃效果。金刚石绳锯工作有方向要求,决定串珠的开刃也有方向要求[6],这样串珠就必须按照正确的方向送到开刃顶针上,振动盘自动上料结构的优劣直接决定串珠上料的稳定性和方向的准确性,进而影响串珠开刃效果。
2 研究实例
本文以图1所示金刚石串珠自动开刃机为例,研究串珠开刃表面形状产生的原因,并通过改变串珠开刃摆动方式来提高串珠表面开刃质量;针对振动盘分方向上料结构上料容易卡串珠,不能通用大小规格的串珠,上料不干净等问题,设计了图像判断分方向上料结构,解决的串珠自动开刃的上料问题。

图1 串珠自动开刃机外观图Fig.1 Appearance of bead automatic cutting edge machine
2.1 串珠摆动方式的研究
2.1.1 设备原始的开刃方式(串珠左右大幅度摆动)
2.1.1.1 串珠开刃存在的问题:胎体中间大两端小(外凸),且中间有明显的分界线。
2.1.1.2 串珠胎体分型面及外凸产生原因分析
(1)串珠旋转同时左右摆动接触砂轮,砂轮与串珠接触线就相当一条螺旋线;左右摆动就会产生两条交叉的螺旋线。
(2)左右摆动速度越大,产生的交叉螺旋线夹角越大,这样串珠表面就会产生明显的分型线。
(3)串珠摆动幅度大(切点在串珠外侧),胎体与砂轮接触瞬间有冲击并较多的砂轮量作用在胎体端面,去除了较多的胎体,从而产生胎体中间大两端小现象。 串珠摆动方式如图2。

图2 串珠大幅度左右摆动Fig.2 Beads swing from side to side greatly
2.1.2 串珠不摆动开刃方式
2.1.2.1 串珠开刃存在的问题:胎体中间小两端大(内凹),且随着砂轮损耗串珠两端有开不干净现象
2.1.2.2 串珠胎体内凹及端面开不干净原因分析
(1)串珠只是旋转,砂轮垂直移动接触胎体,接触线为圆弧线;接触弧线随着砂轮损耗不断减小,在胎体产生的凹面越明显。
(2)砂轮直径大的时候接触弧线半径大,同样切深的弧线可以覆盖整个胎体;随着砂轮不断损耗,同样切深条件下接触弧线不能覆盖整个胎体,从而产生胎体两端开不干净问题。串珠摆动方式如图3。
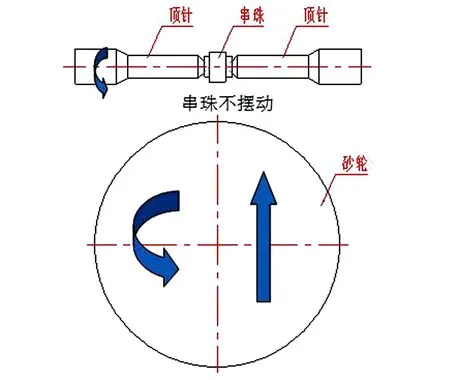
图3 串珠不摆动Fig.3 Beads do not swing
2.1.3 串珠小幅度摆动开刃方式
2.1.3.1 串珠开刃效果:金刚石出刃质量一致性好,质量稳定性好;开刃串珠外观分界面、弧形面问题已经解决,外观质量非常美观。
2.1.3.2 串珠开刃问题解决办法
(1)避免出现分型线的办法:降低串珠摆动速度和提高串珠旋转速度,这样产生的螺旋线螺距就很小,在胎体表面就不会出现明显的分型线。
(2)避免出现串珠胎体内凹或外凸外观的办法:减小串珠的摆动幅度(摆动量控制在胎高范围内,串珠摆动由液压驱动改为电机驱动),这样砂轮始终接触胎体(没有冲击),砂轮接触量也始终一致,开刃后串珠胎体外观很好。串珠摆动方式如图4。
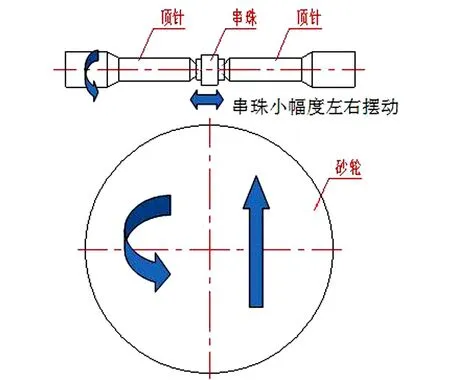
图4 串珠小幅度左右摆动Fig.4 Beads swing left and right in a small amplitude
2.1.4 由表1可以看出以上3种串珠摆动方式下自动开刃的胎体表面形状及金刚石出刃差异很明显,其中串珠小幅度摆动开刃方式效果最理想。

表1 三种串珠摆动方式开刃效果对比
2.2 串珠上料方式的研究
2.2.1 震动盘分方向上料结构(如图8)
该串珠上料结构为串珠径向输送方式适用于外径大于Φ8 的串珠开刃。对于外径小于Φ8 的串珠,因串珠长径比较大,在上料分方向时不能站立容易倒,送料时在料槽中会翻转引起机器运行不稳定;另外由于输送槽是半封闭的,只要串珠表面残留有毛刺就会导致卡料影响进度等问题。

图8 震动盘分方向上料结构Fig.8 Feeding structure of vibrating plate in different directions
2.2.2 图像判断分方向上料结构(如图9)
该上料结构的串珠为轴向输送方式,可以适用于所有规格的串珠自动上料,串珠上料前后端方向识别准确性高;串珠输送为开放式槽震动输送,不会因为串珠毛刺的原因导致卡串珠现象发生;串珠上料完整率高,震动盘里的串珠全部可以自动送到开刃顶针上进行开刃。
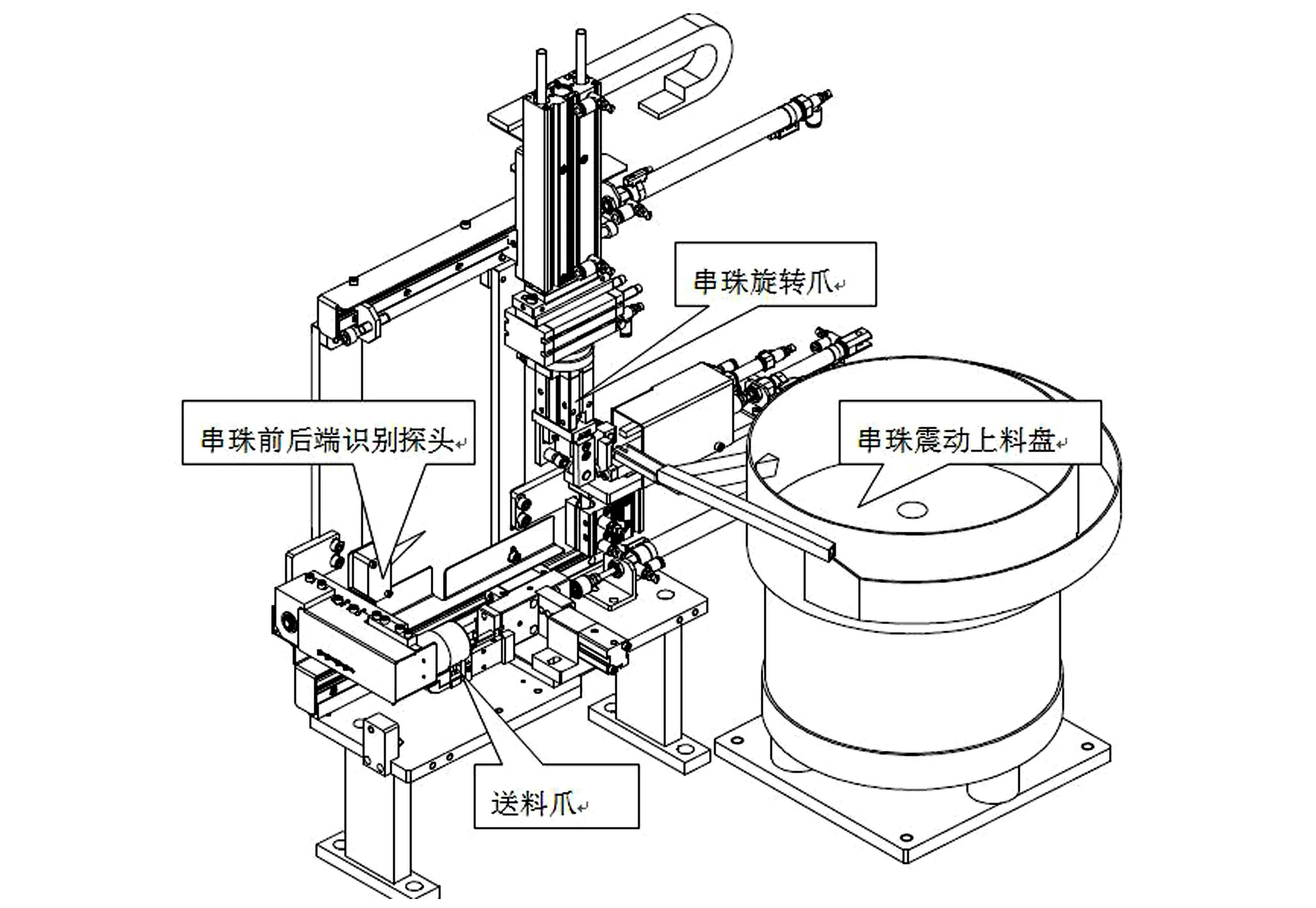
图9 图像判断分方向上料结构Fig.9 Image judgment of feeding structure in different directions
2.2.3 由表2可以看出以上2种串珠上料结构的串珠上料前后端准确率和上料完整率差异,其中图像判断分方向上料结构的串珠上料前后端判断准确率和上料完整率更优。
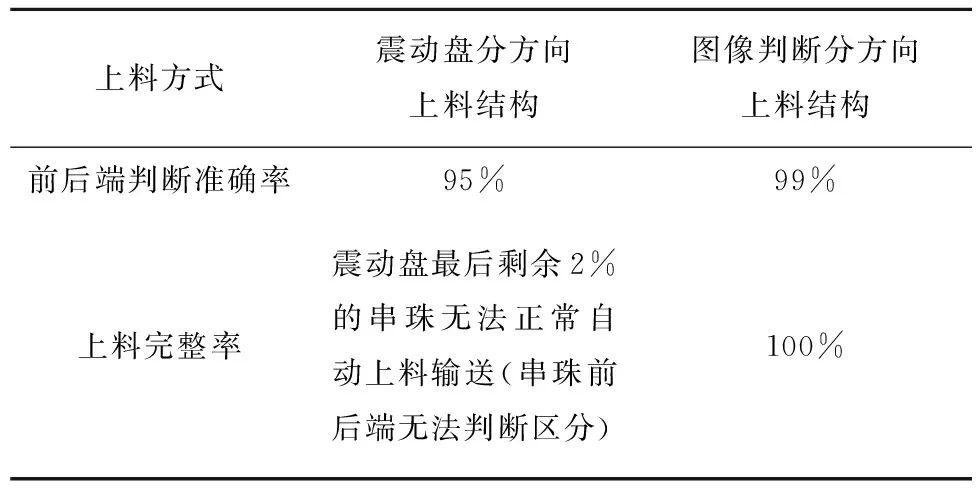
表2 两种串珠上料方式效果对比
3 结束语
金刚石串珠自动开刃采用串珠小幅度摆动的驱动方式,开刃串珠外观分界面、弧形面问题已经解决,金刚石出刃质量一致性好,开刃后的串珠胎体形状美观。通过图像识别判断串珠前后端和轴向输送串珠上料可以达到100%的上料完整率,达到金刚石绳锯串珠全自动开刃的效果。
