2A660镗床电气系统技术改造
2021-03-27陈宪彬陈旻昊高枭垚
陈宪彬,陈旻昊,高枭垚
中信重工机械股份有限公司 河南洛阳 471039
1 序言
2A660镗床是我公司重点机床之一,担负着繁重的生产任务。由于常年连续工作,每天24h不停机,电气元件、线路等严重老化,故障率高,不易维修,已经无法满足生产需要,故决定对其进行电气技术改造。
2 原系统简介
2.1 主轴部分
2A660镗床原主轴电动机是一台直流电动机,型号Z4-250-11,功率为100kW,驱动装置采用的是老式KBB晶闸管整流系统,由分立元件组成,线路板采用抽屉式插拔结构,故障率高,维修困难。
2.2 驱动部分
2A660镗床有5个坐标轴方向的运动,即主轴箱上下运动、主轴进出运动、立柱上滑座前后运动、立柱下滑座左右运动和偏心盘运动。这5个坐标轴的运动靠齐齐哈尔机床电器传动设备厂的一套V5系列晶闸管直流调速装置驱动。在5个坐标轴的运动中,主轴箱上下运动、主轴进出运动、立柱上滑座前后运动和立柱下滑座左右运动的驱动电动机都是一样的,都是400V 、18.5kW的直流电动机;偏心盘运动的驱动电动机较小,是1台400V、10kW的直流电动机。因为一套装置配备的电动机大小不一样,所以每次需要利用偏心盘工作时,都需要调整电流反馈电位器,偏心盘使用完毕,需要其他坐标轴工作时,再次调整电流反馈电位器,设备才能正常工作。这样不仅浪费时间、耽误生产,而且极易造成装置故障。
2.3 控制部分
2A660镗床控制采用东芝EX40系列可编程控制器,这种系列可编程控制器已经淘汰,备件购买不到;接触器、继电器等元件已经老化,故障率高,需要经常修理,耽误生产。
3 改造内容
3.1 主轴部分改造
(1)安装直流调速装置 英国欧陆590+直流调速器是用于工业控制领域的最广泛的直流调速器之一,其优点是功能强大,控制方式多样,质量可靠,通用性强,具有可视化面板,方便调试、维修,对直流电动机特别是大型机械加工设备主轴直流电动机的控制起到许多交流电动机无法替代的作用。英国欧陆590+直流调速器被广泛用于车床、铣床、镗床、磨床、刨床和钻床的主电动机控制。
(2)主轴改造要求 要求如下。
1)主机外部控制必须有点动和连续切换,正转、反转、升速、降速(按钮升降)和停止功能。
2)590+直流调速器内部设置必须具有速度反馈、电流反馈和弱磁功能,点动速度要求为主电动机额定转速的10%,并能够实现外部控制功能。
3)具有合适的保护和起动电路。
(3)主轴电动机和测速发电机 主轴电动机铭牌参数见表1。
测速发电机的型号为Z Y S-3A,额定电压为110V,额定转速为1500r/min。

表1 主轴电动机铭牌参数
(4)改造后工作原理说明 主轴590+装置接线如图1所示,主轴正转只需C3、C4接通就可以了,而反转需要C3、C4 和C8同时接通才可实现。主轴运行速度的调节靠点动C6、C7来实现。主轴控制PLC输入、输出接线如图2所示。

图1 主轴590+装置接线

图2 主轴控制PLC输入、输出接线
(5)590+直流调速器参数设置 需设置以下参数。
1)设置电动机参数和速度反馈、电流反馈环节。合上辅助电源Q F0,M M I操作面板显示DIGITAL DC DRIVES DC 4Q 400A,此时按M(模式)键,进入菜单,按UP键或DOWN键进入MENU LEVEL CONFIGURE DRIVE菜单(菜单层配置调速器),此时再按一下M键,进入此菜单,上行显示CONFIGURE DRIVE(配置),下行显示CONFIGURE ENABLE(组态有效)。再按一下M键,显示DISABLE(禁止使能),此时按一下UP键,显示改变为 ENABLE(组态有效),此时MMI操作面板上的LED灯将全部闪烁,表示可以修改配置参数了。此时按一下E键退出这一菜单,再按一下DOWN键,上行显示CONFIGURE DRIVE(配置),下行显示NOM MOTOR VOLTS(电动机额定电压),按M键进入,此时按UP键或DOWN键或M键(M键用来跳位),把数值改为440,电动机的额定电压就设置好了。按E键退出,再按一下DOWN键,进入ARMATURE CURRENT(电枢电流)设置,原始值为400,改为283。按E键返回,按DOWN键,进入FIELD CURRENT(励磁电流)设置,把数值改为11.3,励磁电流就设置好了。下面设置反馈和励磁控制,按E键退出,按U P键或DOWN键直到找到上行显示CONFIGURE DRIVE(配置),下行显示FLD CTRL MODE(励磁控制模式),按M键进入,默认显示FLD VOLTR RATIO(励磁电压比),按U P键或D O W N键改为F L D CURRENT VARS(励磁电流变量)。按E键退出,按UP键或DOWN键直到找到上行显示CONFIGURE DRIVE(配置),下行显示 SPEED FBK SELECT(速度反馈选择),按M键进入,此时默认是ARM VOLTS FBK(电枢电压),按UP键或DOWN键改为ANALOG TACH(测速反馈)。按M键进入SETUP PARAMETERS(设定参数),按UP或DOWN两键找到JOG/SLACK(点动、微动),按M键进入,按DOWN键找到TAKE UP1(微动),再按M键进入,该参数改成10%即可。按E键退回,按UP键或DOWN键到CONFIGURE ENABLE(组态使能),按M键进入,按一下UP键或DOWN键,将ENABLE(使能)变为DISABLE(禁止使能),此时MMI操作面板上的LED灯不再闪烁。
2)改变端子功能参数。进入参数配置,找到MENUL LEVEL菜单层,按UP键或DWON键找到SYSTEM(系统)菜单。再按M键进入,使用UP键或DOWN键找到CONFIGURE I/O(配置输入/输出)。再按M键进入,使用UP键或DOWN键找到BLOCK DIAGRAM(模块图)。按M键进入,使用DOWN键找到RAISE/LOWER DEST(上升下降目的)。再按M键进入,原值为0,改为309。按E键退回到CONFIGURE I/O(配置输入/输出),使用UP键或DOWN找到DIGITAL INPUTS(数字输入),按M键进入,按U P键或D O W N键找到DIGITAL INPUTS C8(数字输入C8)。按M键进入找到DESTINATION TAG(目的标记值),原值为0,改为292。按E键退回到DIGITAL INPUTS(数字输入),进入找到DIGIN(C6)(数字输入C6),进入DESTINATION TAG(目的标记值),原值为90,改为261。按E键退回到DIGITAL INPUTS(数字输入),进入找到DIGIN(C7)(数字输入C7),进入DESTINATION TAG(目的标记值),原值为118,改为262。
3)设置升降速和弱磁。按E键退回到MENU菜单下,按UP键或DOWN键找到SETUP PARAMETERS(设定参数),进入找到RAISE/LOWER(上升/下降),进入此目录下,第一个参数RESET VALUE(复位值),原值为0%,改为10%。按E键退出,找到INCREASE RATE(增加速度),原值为10,改为15,再按E键退出,找到DECREASE RATE(减少速度),原值为10,改为15。按E键退出,找到MIN VALUE(最小值),原值为-100%,改为0%,升降速设置完成。按E键退到SETUP PARAMETERS(设定参数),找到FIELD CONTROL(励磁控制),进入找到FLD CURRENT VARS(励磁电流变量),进入显示第一个FLD WEAK ENABLE(励磁弱磁使能),进入将DISABLED(禁止使能)改为ENABLE(使能),退回找到MIN FLD CURRENT(最小励磁电流),将10%改为50%。到此全部参数设置完毕,按E键退回,按UP键或DOWN键到MENU LEVEL PA R A M E T E R S AV E(参数保存),按M键进入,显示PARAMETER SAVE(参数储存)UP TO ACTION(激活),按一下UP 键,参数进行保存,几秒后恢复,此时按E键退到初始界面菜单下就可以了。
4)设置测速板电压。测速板电压的简单计算公式是:测速板电压=(电动机额定转速/测速机额定转速)×测速机额定电压,试验需要设置的反馈模板测速电压值为:(1000/1500)×110V≈73V。
3.2 驱动部分改造
此次改造的驱动装置选用襄樊富门子电气有限公司的宽调速晶闸管直流调速装置,其中主轴箱上下运动、主轴进出运动、立柱上滑座前后运动及立柱下滑座左右运动这4个坐标轴运动的驱动电动机相同,选择一套100A装置,型号为SZKK-100A,用接触器切换,控制线路如图3所示。
因偏心盘运动电动机较小,单独选用一套80A装置,这样在使用偏心盘时,就不用再调整装置参数,保证了装置的使用寿命,控制线路如图4所示。

图3 主轴箱、主轴、立柱上滑座及立柱下滑座电动机控制线路

图4 偏心盘进给电动机控制线路
3.3 控制部分改造
原配电柜电气元件、线路老化,这次改造重新制作配电柜,所用电气元件、接线端子、电线和电缆等全部更新,可编程控制器采用三菱FX2N-128MR,重新编制控制程序,PLC主要输入、输出接线如图5所示。
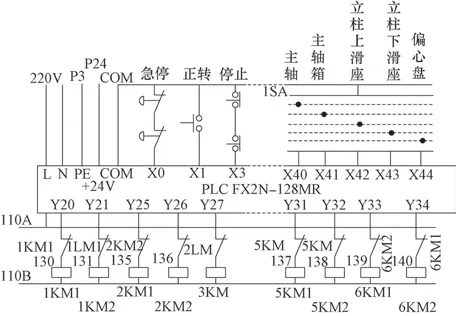
图5 PLC主要输入、输出接线
4 结束语
2A660镗床电器改造完成后,经过长时间使用,效果良好,机床很少出现故障,实践证明改造成功。
1)由于主轴安装了590+直流调速器驱动装置,因此加工工件时主电动机运行稳定,速度控制灵敏,操作便捷灵活,加工效益明显提高,报警明显,维修方便,主电动机的故障率大大降低。
2)偏心盘驱动装置与其他几个坐标轴的装置分开,这样在使用偏心盘时,对其他几个坐标轴没有影响,提高了设备的工作效率。
3)可编程控制器选用目前通用的三菱FX2N系列,应用更灵活,控制方便,同时也为维修带来了便利。
