热轧H型钢除鳞工艺的研究与应用
2021-03-27吴杰
吴 杰
(首钢长治钢铁有限公司设备处,山西 长治 046031)
高压水热态除鳞是H型钢轧制前的一道必须工艺程序,它将有效除去从加热炉里出炉高温钢坯表面的氧化渣(鳞皮),使钢坯顺利进入粗轧机。采用高压水热态除鳞工艺可以提高轧制型材的表面质量,提高钢材售价,增加经济效益,减少产品质量投诉和诉赔,同时减少精轧工序导卫、轧机孔型的磨损,减少轧辊的使用量及换辊次数,节约生产费用,消除了钢材表面凹坑、麻点、氧化渣压入等多种缺陷,增加产品市场竞争力。
首钢长治钢铁有限公司(以下简称长钢)60万t/a中型H型钢除鳞工艺的主要设备选型依据德国SMS MEER公司提供的生产节奏钢材轧制程序表时间设计。主要设备配置有:高压水站、除鳞装置、除鳞环。为了稳定高压水压力,高压水站内配置了3.3 m3的蓄能器。其中高压水站内的水泵将会产生21 MPa的水压,并使高压水通过不锈钢管道输往除鳞箱与除鳞阀。除鳞箱外形尺寸为3 000 mm×2 400 mm,装有喷嘴的喷射环与固定除鳞箱内的除鳞阀相连。另外,除鳞箱的钢坯进口设有水帘和双层链式帘。该除鳞装置适用首钢长治钢铁有限公司生产的150 mm×150 mm方坯和292 mm×205 mm×85 mm异型坯,由于不同断面钢坯需要不同的打击面和打击力,所以生产中在更换钢坯型号时,除鳞环也要作相应的更换。
1 高压水除鳞系统工艺配置介绍
该高压水除鳞系统产生高压水,该系统除鳞装置安装在型钢生产线加热炉与第一架开坯轧机前间,系统包含主要设备有带有吸入阀的高压泵、水帘泵、空气压缩机、水箱、除鳞阀、蓄能器、过滤器及附件等,工艺流程详见图1。
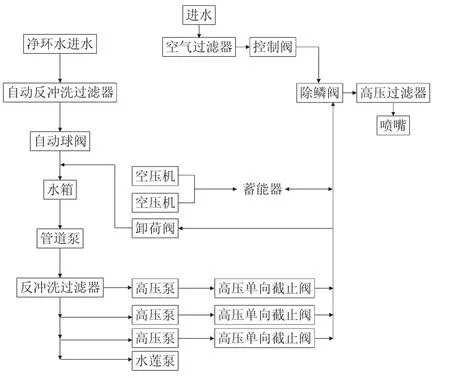
图1 高压水系统工艺流程
2 高压水除鳞系统技术性能
2.1 安装位置
泵站安装在高压水泵站内地面上,高压蓄能器距离高压水泵8 m以内。
2.2 技术参数
1)高压泵。工作压力:21 MPa;高压泵数量:3台;每台泵流量Q=110 L/min;高压泵形式:三柱塞往复式。
2)水帘泵。工作压力:7 MPa;高压泵数量:1台;水泵流量Q=77 L/min;高压泵形式:三柱塞往复式。
3)蓄能器。设计压力:22 MPa(有效容积3.3 m3)
4)空气压缩机。数量:2台;工作压力:21 MPa;排量:8.4 m3/h。
5)过滤系统。自动反冲洗过滤器:1台;反冲洗过滤器:1台;水箱装置:12 m3;过滤能力:50 m3/h;过滤精度:80μm。
6)除鳞装置。由除鳞箱、除鳞环、除鳞阀、高压喷嘴、接头、除鳞环、高压软管等组成。
7)喷嘴。喷嘴形状与尺寸及其配置对耗水量以及水柱高度、角度、重叠量等关系密,喷嘴结构对除鳞效果有直接关系。该系统喷嘴选择红宝石镶嵌的喷头1组12个,上面垂直4个喷嘴,下面垂直4个喷嘴,左、右面各水平2个喷嘴喷射高度150 mm,喷嘴上安装过滤器,均匀布置,保证一定的喷射倾斜角和喷射水宽度,工作压力21 MPa。
8)其他。该系统配有手动截止阀,液位检测装置,最低液面阀,气动除鳞阀,气动控制阀,安全报警装置,压力传感器,手动操作箱,自动化集中控制系统等附件。
3 控制原理
1)水箱水位控制。在水箱的排污口安装有液位压力变送器,液位变送器输出4~20 mA信号,PLC可根据水位信号实现系统联锁和补水电动球阀开关控制。
2)管道泵控制。水箱水位高于工作水位(0.8 m),管道泵进水阀和出水阀处于开的位置;水箱水位低于故障水位(0.7 m),出水阀处于关闭位置。
3)高压泵的控制:水箱水位高于工作水位(0.8 m),高压泵进水阀和出水阀处于开的位置,水泵运行;水箱水位低于(0.7 m),系统压力高于安全压力22 MPa,高压泵停止。
4)除鳞装置控制。在型钢生产过程中每轧制一根钢坯时除鳞阀要开闭一次,当红外探测议检测到钢坯时,PLC发出除鳞信号,除鳞阀打开;当红外探测议检测不到钢坯时,PLC发出停止除鳞信号,除鳞阀关闭。除鳞后蓄能器内水压、水位下降并低于设定压力时,此时高压泵产生的高压水向蓄能器补充高压水,最终达到设定水压和水位。
5)压力保护。本系统有两个压力传感器P1和P2,P1设定为21 MPa,P2设定为22 MPa。当压力达到21 MPa时,循环阀打开;如果压力继续上升到22 MPa,则高压水除鳞系统停机。
6)自动化联锁及生产工艺控制。新出炉的高温钢坯通过输送辊道传送并接近除鳞箱入口时,安装在除鳞箱上进口的红外探测仪检测到高温钢坯并向控制系统发出要水信号,控制系统收到要水信号后立即发出给水信号。控制系统收到给水信号后以水帘水、除鳞水两种水压分别向水帘和喷射环供水,安装在喷射环上的喷嘴以一定的偏角立即向中心高温钢坯喷射、打击,在高压水射流的冲蚀和剥离及热效应作用下,氧化渣(鳞皮)迅速从钢坯表面脱落下来,被冲入渣沟内,松动没有掉下的少量铁皮被除鳞箱出口的铁链刮下。等钢坯全部通过除鳞箱出口后,安装在除鳞箱出口上的红外探测仪检测不到高温钢坯时发出停水信号,控制系统收到反馈的停水信号后立即停水。在系统不除鳞时,除鳞泵先为蓄能器补水,当蓄能器补水达到设定压力(21 MPa)和水位后系统自动打开循环阀,电机处于低频率运行,系统进入准备对下一根高温钢坯除鳞的工作循环。
4 水过滤及水质要求
进入高压泵前水质有三道处理,第一道为自动反冲洗过滤器,过滤精度为100μm;第二道为水箱内过滤器,过滤精度为80μm;第三道为反冲洗过滤器,过滤精度为80μm。
水质要求:pH值为7~8;颗粒度为80μm;悬浮物(mg/L)为20~25;水温≤35℃。
5 结语
该高压水系统采用了高耐磨喷嘴,可以延长喷嘴使用寿命。喷头倾斜均匀布置,保证除鳞效果并便于鳞皮收集。采用该工艺后改善了生产环境,减少了空气中粉尘污染。大幅度降低了生产噪音,同时钢材质量满足了市场要求。