球面铣磨生产中曲率半径线性公差的制定
2021-03-26卢宏炎
卢宏炎
(河南工业职业技术学院 河南南阳 473009)
在机械制造过程中,制定公差的目的就是为了确定产品的几何尺寸变动范围。在实际生产中,产品制造是分解到许多工序来完成,对应每道工序,都要有公差要求。公差制定对生产的进行至关重要,公差制定太松,严重损失产品的互换性,并且给后道工序造成困难;公差制定太严,直接造成成本上升。一般设计参考国家标准和现有加工设备所能达到的精度等级,制定相关的加工公差。
球面加工有模压成型、数控加工、球车加工、放电加工等方法[1-2]。普通球面采用数控加工,效率高,精度较低;精密球面加工采用金刚石球面铣磨,后续再进行研磨完成。
球面加工质量控制主要要求球面面形和曲率半径达到标准,这里主要讨论球面曲率半径的生产控制。在实际生产中球面曲率半径检测采用的主要方法是间接测量[3],影响测量结果因素较多,因此对测量物理量与控制物理量之间传递链精确分析,对公差的准确制定尤为关键。在实际生产过程中,企业一般是根据经验制定公差,不同企业各行其是,没有统一标准,存在或松或紧的现象,具体操作缺乏理论指导,进行相关的研究对精密球面铣磨生产中曲率半径线性公差研究具有现实意义。
1 球面铣磨加工原理
球面铣磨加工原理如图1所示。环形磨轮绕磨轮轴线高速旋转,工件围绕工件轴线低速旋转,两轴线相交于O点,两轴夹角为α,磨轮刃口通过工件中心顶点,磨轮与工件作相对运动,两者运动轨迹的包络面形成球面。球面半径的大小与两轴夹角有关,如式(1)所示:
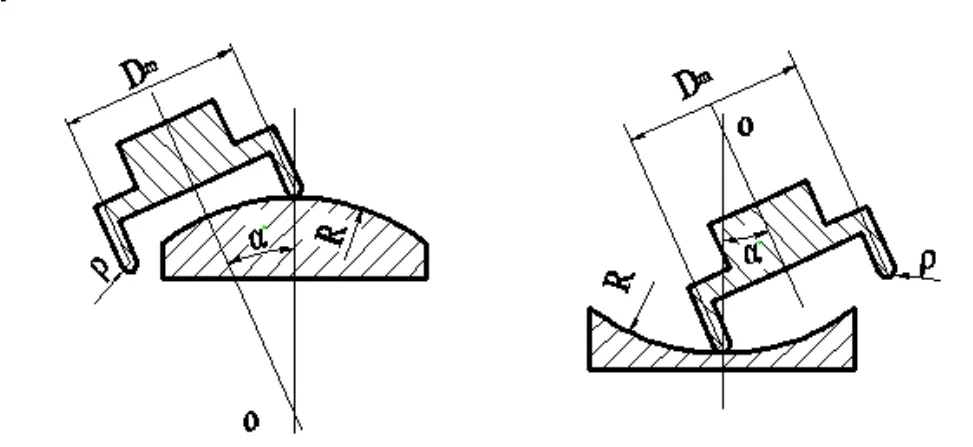
图1 铣面铣磨原理

式中:凹面取+,凸面取-;Dm为环形磨轮中径;R为工件被加工的球面曲率半径;ρ为磨轮端部刃口圆弧半径;α为磨轮轴与工件轴夹角。
通过调节不同的夹角α,即可加工不同曲率半径的球面。
2 测量曲率半径的原理和方法
球面测量采用环形球径仪,装置如图2所示,由三部分组成:千分表(百分表),测量环,锁紧螺丝。

图2 球面测量装置
曲率半径R与弓高ℎ之间的关系如图3所示,公式有:

图3 测量原理图

式中:R为所测量曲率半径;r为测量环半径(测凸面取内径;测凹面取外径);ℎ为测量球面弓高。
通过测量,记录百分表ℎ值,运用公式(1)可以计算得出所测量的球面曲率半径。
3 公差制定
3.1 原则
针对不同曲率、不同直径大小的工件,进行加工、检测。选择公差等级应在满足机器使用要求的前提下,尽量选用低的公差等级。如工艺条件许可,成本增加不多的情况下,也可适当提高公差等级,来保证机器的可靠性、延长使用寿命、提供一定精度储备,以取得更好的经济效益。具体原则:
(1)满足设备工作能力,保证设备均衡调试难度;
(2)保证各种加工精度一致性;
(3)符合测试原理;
(4)保证后续加工要求;
(5)满足经济性原则。
3.2 设备调整误差影响
球面铣磨机是通过调整偏角来实现所要求加工的R值。根据式(1)中 ρ一般为很小常数,在分析时进行忽略,对式(1)进行偏微分得:
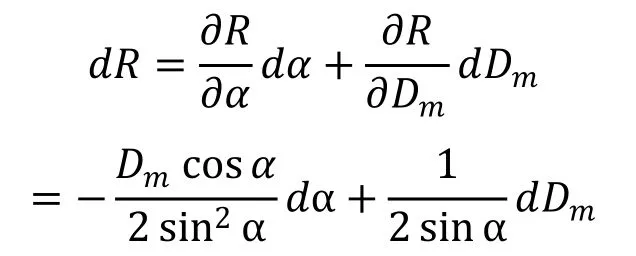

式中dα是设备调整误差,由设备决定。
式(4)说明当dα一定时,α越小,dR越大。即加工的曲率半径R较大球面时,产生的误差大,曲率半径公差设定值应偏大。
3.3 加工精度的要求
零件的加工精度是指加工后零件的实际尺寸与标准尺寸的符合程度,精度大小与加工设备、加工工艺等因素有关,精度一般用相对误差来评定[4-5]。
1)标准误差
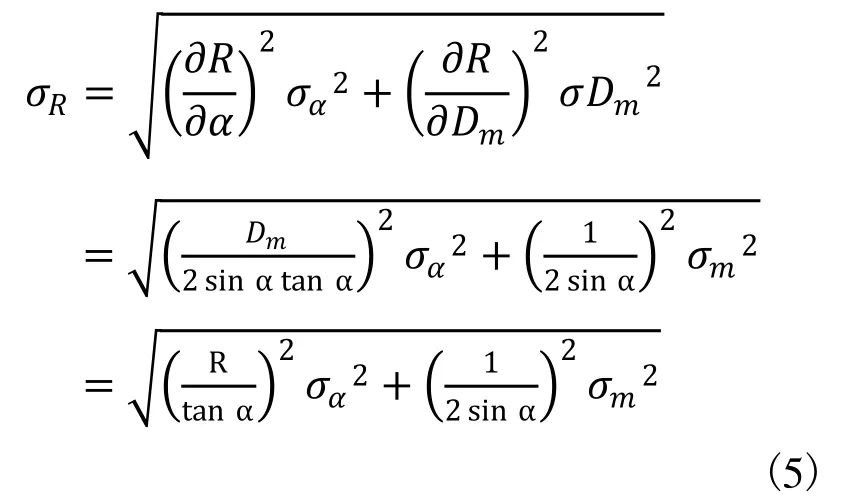
公式(5)说明:同等设备调节误差σα情况下,如果R大,则α小,误差σR就比较大,公差设定值可偏大。
2)相对误差
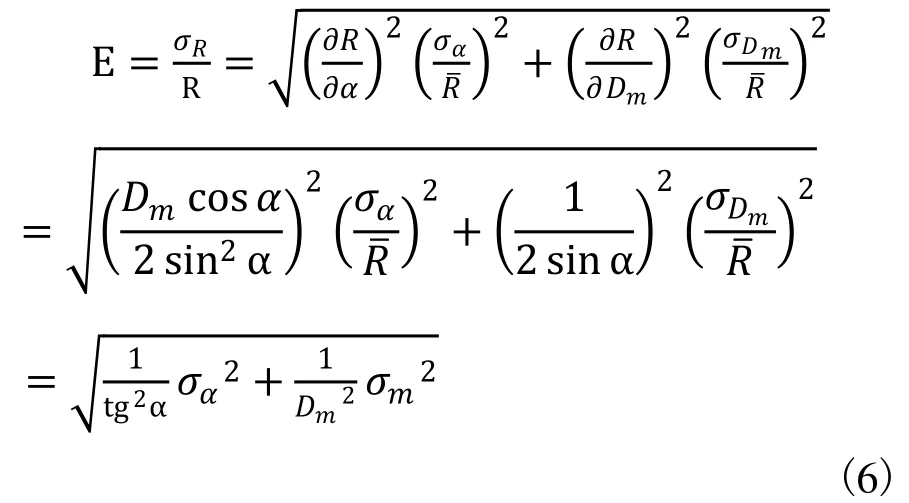
公式(6)说明:如果R大,按同等加工精度的要求,则σR较大,那么要求σα(设备调节误差)较小才能满足要求。
3.4 测试产品直径和曲率的影响
根据测量原理,对式(2)偏微分得
(1)当r一定时,R越小,则ℎ越大,dR越小。这是在实际工作中的测量公差选用原则。
即曲率半径小的球面,测量误差小;曲率半径大的球面,测量误差大。
(2)当R一定时,r越大,dR越小。这是在实际工作中测量环选用原则。
即尽可能选择大的测量环,可保证减少测量误差。
(3)dr为测量环读数误差,dℎ为百分表的读数误差,dr、dℎ越小测量误差越小。
3.5 综合公差的控制[6]
在实际生产中,用球径仪检测球面,通过和标准件比较,控制球径仪读数范围,来控制曲率半径误差。所以设定曲率半径公差范围,转换为设定百分表测量弓高公差,最终公差反映为控制球径仪读数范围。在综合公差制定时,需要从以下几个方面进行:
(1)公差控制要考虑后道工序的加工要求:对应后道精密加工,球面面形与标准件矢高差dℎ一般控制小于0.1mm。
(2)公差的制定要保证加工产品精度一致性,即针对不同的R和r取值,相对误差尽量相等。
根据式(7) 得相对误差为

由于是比较法测量,球径仪测量环的直径误差影响不大,可以假定dr为0,相对误差取1%,来确定dℎ公差范围:
根据式(9)可以确定,在球面铣磨生产中,加工各种曲率半径R、各种直径大小的球面,相对误差为 1%时,生产控制的公差范围,以千分表检测指针波动范围表示。模拟计算如表1所示。
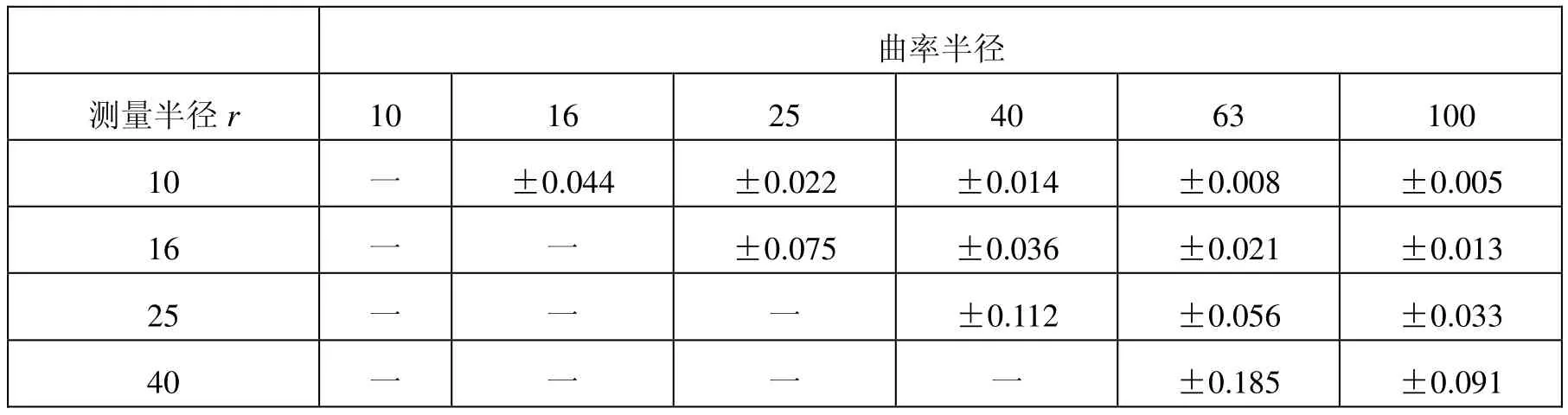
表1 产品相对误差1%的公差设置 单位:(mm)
(3)公差控制的难易程度受设备精度限制:设备调整角度α最小刻度为 1°,dα调试精度取值10′。
联立式(1)和式(2),取dr和dDm为0得:
对上式进行微分


Dm的取值要求大于工件直径一半的球面弦长,一般也不需要太大,不超过1.5倍的工件直径一半的球面弦长为适宜。
根据式(11)可以确定,在球面铣磨生产中,加工各种曲率半径R、各种直径大小的球面,生产控制的公差范围,以球径仪检测指针波动范围表示。模拟计算如表2所示。

表2 受设备精度限制的公差设置
3.6 综合公差表
综合公差的制定应该是:主要参照设备调试精度,同时兼顾各尺寸加工精度尽量一致,以及减少后道工序加工的难度。在实际工程中,为方便操作,将球面铣磨曲率半径和直径分范围,根据基本尺寸段制定公差如表3所示。
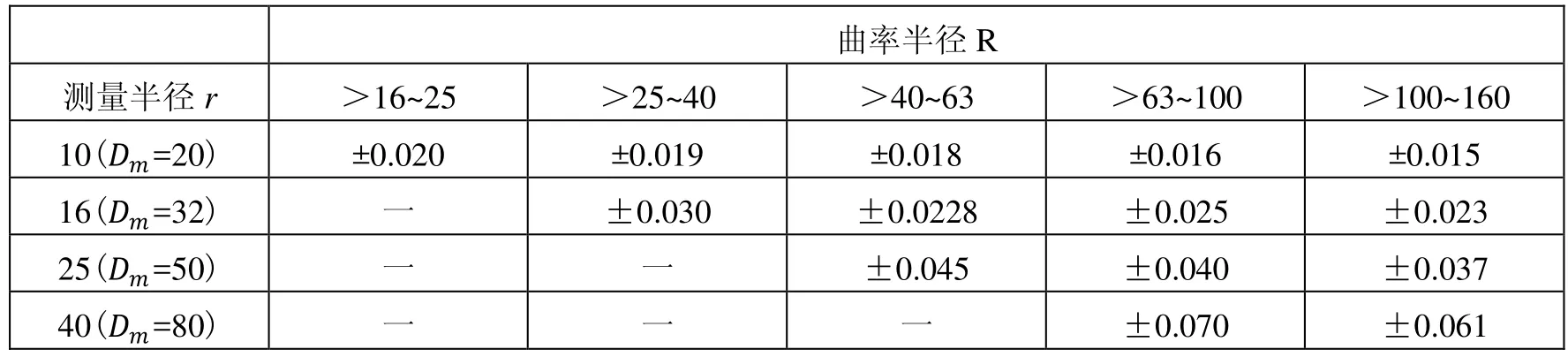
表3 部分产品范围生产控制公差 单位:(mm)
...
其它不在表之列,可以以此类推。
4 结语
针对生产中的间接测量公差控制,本研究补充了球面铣磨曲率半径生产控制方法,在实际生产中实施,对工序工艺控制更精准,岗位操作更轻松,对后道工序起到更好的保障作用,确实满足了生产实践需求,对生产具有很强的指导意义。
