基于白光干涉、扫描电镜及色差仪的不同留皮度粳米外观特征研究
2021-03-24任海斌亓盛敏杨海晴张连慧任晨刚
任海斌,亓盛敏,王 璐,杨海晴,李 慧,张连慧,任晨刚,3✉
(1.中粮营养健康研究院有限公司 营养健康与食品安全北京市重点实验室老年营养食品研究北京市工程实验室,北京 102209;2.中粮国际(北京)有限公司,北京 100020;3.江苏省现代粮食流与安全协同创新中心,江苏 南京 210023)
国家标准 GB/T1354—2018《大米》于 2019年5月1日正式实施,与2009版《大米》国家标准相比,新标准通过调整大米等级、杂质最大限量等指标,将加工后米胚残留以及米粒表面和背沟残留皮层的程度定义为加工精度。其中背沟基本无皮、或有皮部不成线,米胚和粒面皮层去净占 80%~90%或留皮度在 2.0%以下定义为精碾,背沟有皮,粒面皮层残留不超过 1/5的占 75%~85%,其中粳米、优质粳米中有胚米粒在 20%以下或留皮度为2.0%~7.0%定义为适碾。
由于稻米糠层中含有丰富的营养物质,加工精度显著影响稻米的营养价值。米加工过程及加工精度也会对其淀粉结构及性质、米饭的蒸煮感官品质产生影响[1-2]。标准倡导适度加工,引导节粮减损和健康消费,使大米生产适应我国当前绿色发展理念,旨在改变目前市场片面追求精、白、亮,过度加工造成碎米多、能耗大,且营养物质流失多等现象。
大米加工精度的检测标准方法为伊红Y-亚甲基蓝染色后的对比观测法、仪器辅助检测法及仪器检测法,利用图像分析方法对染色后大米的留皮和留胚程度进行检测,该方法客观准确,留皮度不受品种、区域、年份等因素影响,但是由于大米需经染色后才能进机检测,前处理时间稍长,因此局限于实验室检测,在大米加工精度的现场检验以及在线检测较难实现[3-4]。张浩等研究了数字图像处理技术检测大米加工精度的方法,选择R-B值作为特征参数,建立了测定方法,在大米未经染色的情况下,可以快速、客观检测大米加工精度[5]。
本研究通过测定不同留皮度粳米的伊红Y-亚甲基蓝染色图片、白光干涉图像、扫描电镜图片及白度、透过度、精白度、L值、a值及b值变化,研究不同留皮度粳米外观形貌特征变化。
1 材料与方法
1.1 材料与试剂
粳米糙米,超级稻:2019年产自吉林磐石;伊红 Y、亚甲基蓝、无水乙醇,均为分析纯:国药集团化学试剂有限公司。
1.2 仪器和设备
ZeGage白光干涉仪:美国ZYGO;S-3400N和S-4300N扫描电镜:日本日立公司;LTJM160碾米机:上海青浦绿洲检测仪器有限公司;SATAKE MM1D精白度计:佐竹机械(苏州)有限公司;JMWT12大米外观品质检测仪:北京东方孚德技术有限公司;Ci6x系列便携式分光光度仪:美国爱色丽。
1.3 试验方法
1.3.1 不同加工精度粳米样品制备
将糙米首先用分样筛进行筛选,然后进行人工精选。取精选糙米200 g,用LTJM160碾米机压力调至第四档,分别碾磨加工0、10、15、20、25、30、35、40、45 s,然后经孔径为2 mm的标准分样筛筛理,获得筛上物对应样品a、b、c、d、e、f、g、h、i。
1.3.2 留皮度分析
留皮度检测参照GB/T5502—2018《粮油加工检验大米加工精度检验》进行。从试样中分取约12 g整精米,放入直径90 mm培养皿内,加入适量去离子水浸没样品 1 min,晃动培养皿洗去糠粉,倒净清水。清洗后试样立即加入适量伊红Y-亚甲基蓝染色剂浸没样品,摇匀后静置2 min,然后将染色剂倒净。染色后试样立即加入适量80%乙醇溶液,完全淹没米粒,摇匀后静置1 min,然后倒净液体;再用 80%乙醇溶液不间断的漂洗 3次。漂洗后立即用滤纸吸干试样中的溶液,自然晾干到表面无水渍。
经JMWT12大米外观品质检测仪测定,样品a、b、c、d、e、f、g、h、i。大米样品留皮度BD分别为97.3%、40.5%、27.0%、6.9%、3.1%、2.2%、1.6%、1.1%、0.3%。
1.3.3 白光扫描干涉分析
测量中使用的白光干涉测量仪的最大视场为1 666 um×1 250 um,垂直扫描精度为1 um,纵向分辨率和横向分辨率分别为0.5 um和0.54 um,光源为卤素灯 PHILIPS-EKE-13692-21V150W,CCD像素为768×576,扫描步长为0.5 um,采样的时间间隔为100 ms。应用软件内置系统进行三维图像还原,并计算Sa(算术平均高度)、Sz(最大高度)及Sq(根均方高度)。
通过对原表面高度数据进行表面滤波器(S-滤波器)处理,以获取基础表面。根据评估内容进一步进行表面滤波器(F-操作或L-滤波器)处理,以获取测量表面。在测量表面上指定评估区域。获取测量表面对应的基准表面,计算各项参数。Sa(算术平均高度)以Ra(线的算术平均高度)为面进行扩展的参数。表示相对于表面的平均面,各点高度差的绝对值的平均值。Sz(最大高度)定义区域中最大峰高和最大谷深的和。Sq(根均方高度)定义区域中各点高度的根均方。相当于高度的标准偏差,表示样品表面粗糙程度[6]。
1.3.4 扫描电镜分析
采用日本 HITACHI公司的 S-3400N和S-4300N型扫描电子显微镜进行显微扫描,扫描电压分别为5.00 KV和20.00 KV。将大米样品从腹部剖切,并将样品固定于样品台上,将其置于电子显微镜下在放大倍数50和200下观察,并截取照片。
1.3.5 精白度分析
大米精白度通过SATAKE MM1D精白度计进行测定。测定之前,用仪器自带的白色和茶色校正板根据校正程序进行校正(茶色表示精白度为0,白色表示精白度为 199),然后用精白度计测定不同大米样品的白度(%)、透过度(%)及精白度(%)。
1.3.6 色差分析
采用快速手持色差仪主要是根据所测光学特性来得出L、a 、b的值,先用白板进行校正。然后进行测量记录。
1.4 数据分析
所有实验数据采用 SPSS进行数据处理,并用ORIGRIN进行图表绘图。
2 结果与分析
2.1 白光扫描干涉分析
图1为不同留皮度样品白光干涉图像。白光干涉仪是利用光学干涉原理研制开发的超精密表面轮廓测量仪器。照明光束经半反半透分光镜分为两束光,分别投射到样品表面和参考镜表面。从两个表面反射的两束光再次通过分光镜后合成一束光,并由成像系统在CCD相机感光面形成两个叠加的像。由于两束光相互干涉,在CCD相机感光面会观察到明暗相间的干涉条纹。干涉条纹的亮度取决于两束光的光程差,根据白光干涉条纹明暗度以及干涉条纹出现的位置解析出被测样品的相对高度。
样品表面根均方高度Sq值随着留皮度减小,即加工精度的增加,先增加后减少。糙米原料Sq值为4.534,说明表面相对较平整,白光干涉3D还原图像表面平整。等外加工样品留皮度从40.5%到 3.1%,随碾磨时间增加,米粒表面皮层因碰撞、碾磨而掉落,表面粗糙度增加,Sq值逐渐增加,白光干涉3D还原图像不平整程度增加。随着加工精度进一步增加,样品留皮度从2.2%到0.3%变化过程中,米粒表面皮层进一步碾磨直至全部脱落,胚乳层暴露并被碾磨均匀,Sq值逐渐减小,白光干涉 3D还原图表面逐渐平整,说明米粒表面粗糙度减小,米粒表面逐渐光滑。不同留皮度样品白光干涉表面粗糙度数据见表1。
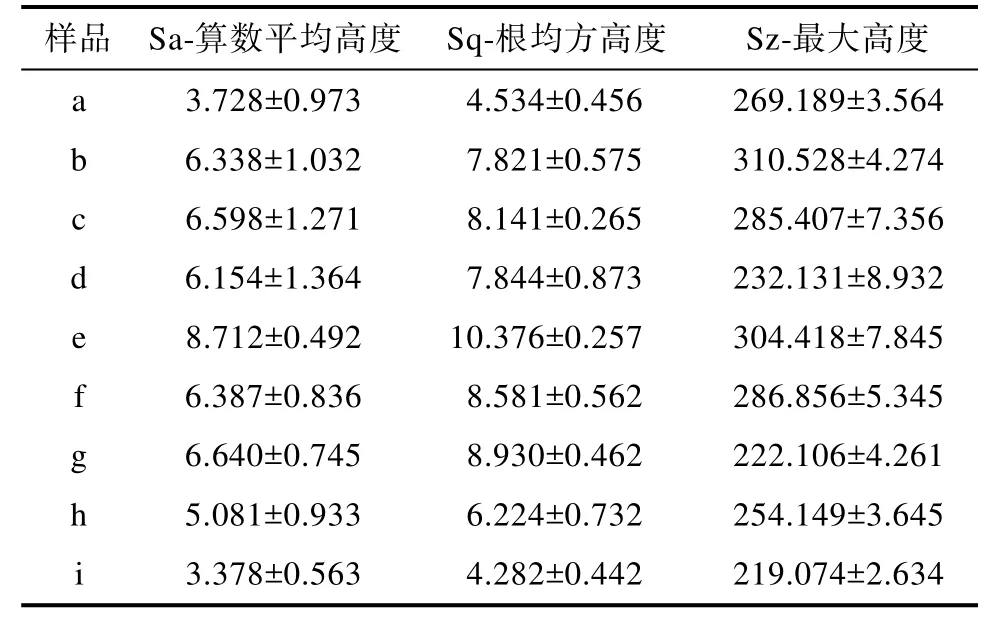
表1 不同留皮度样品白光干涉表面粗糙度数据Table 1 The rice white light interference date of different bran degrees
样品表面算数平均高度 Sa计算时会包括所有凹凸平面的平均高度,样品b、c、d的白光干涉 3D还原图表面均出现不均匀的凹凸平面,说明在碾磨过程中,除了皮层的掉落,也会有部分胚乳层被碾磨形成凹陷。由于样品皮层被碾磨并不均匀,皮层部分被碾磨凸起并保留在样品表面,样品表面最大高度Sz在b、c、d、e、f呈现不规律变化,白光干涉 3D还原图也出现不规律变化的凸起高峰。
2.2 扫描电镜分析
图 2为不同加工精度样品表面电子扫描图像,糙米样品表面呈均匀毛玻璃状,呈现出糙米种皮的外貌特征。样品b(BD=40.5%)、c(BD=27.0%)、d(BD=6.9%)、e(BD=3.1%)、f(BD=2.2%)样品表面存在不均匀的凹凸结构,表面存在破碎的片状种皮残留及散落的碎粒状糊粉层,部分表面出现裂缝。样品 g(BD=1.6%)、h(BD=1.0%)、i(BD=0.3%)呈现表面逐渐光滑的胚乳结构,样品 g(BD=1.6%)表面仍可见条状碾磨划痕。样品h(BD=1.0%)和i(BD=0.3%)表面呈现方向整齐的碾磨痕迹,表面光滑平整,表面散落少量破损淀粉或糊粉层颗粒残留。
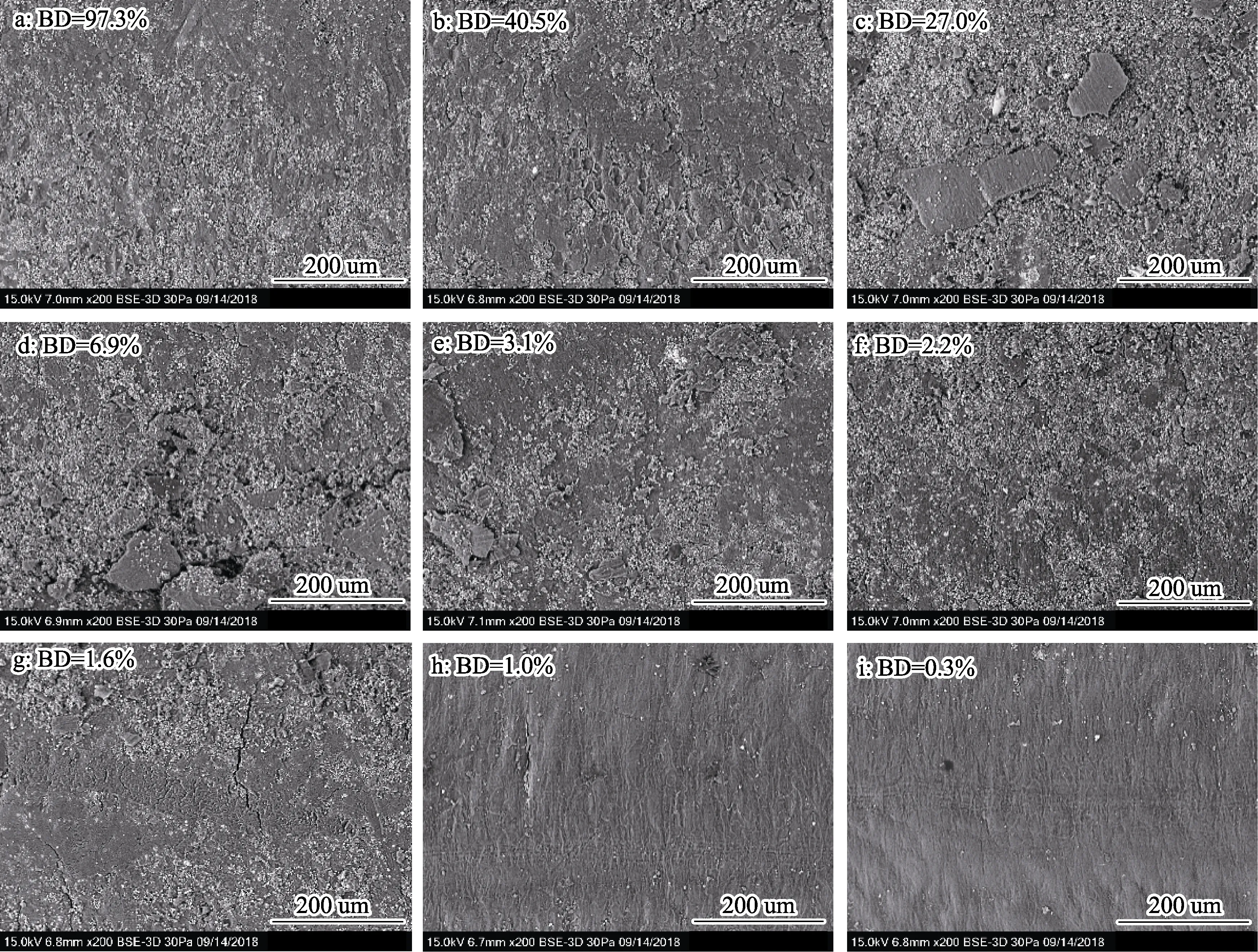
图2 不同留皮度样品表面电子扫描图像Fig.2 The scanning electron microscope pictures of rice with different bran degrees
2.3 精白度分析
图3为不同留皮度样品白度、透过度及精白度变化规律图。白度值和透过度值测定是利用积分球实现样品绝对光谱漫反射率的测定,由精白度仪卤钨发出光线经聚光镜和绿色圃形成蓝紫色光线,光线经漫反射后照射在试样。试样反射光线经聚光镜、光栅滤色片由硅光电池接收,转换为电信号拟合为样品白度值,式样透射光经信号和接收转换为样品透过度值。精白度是根据样品白度与透明度的拟合值,糙米样品精白度为0%,白度上升20%认定精白度为100%[8]。
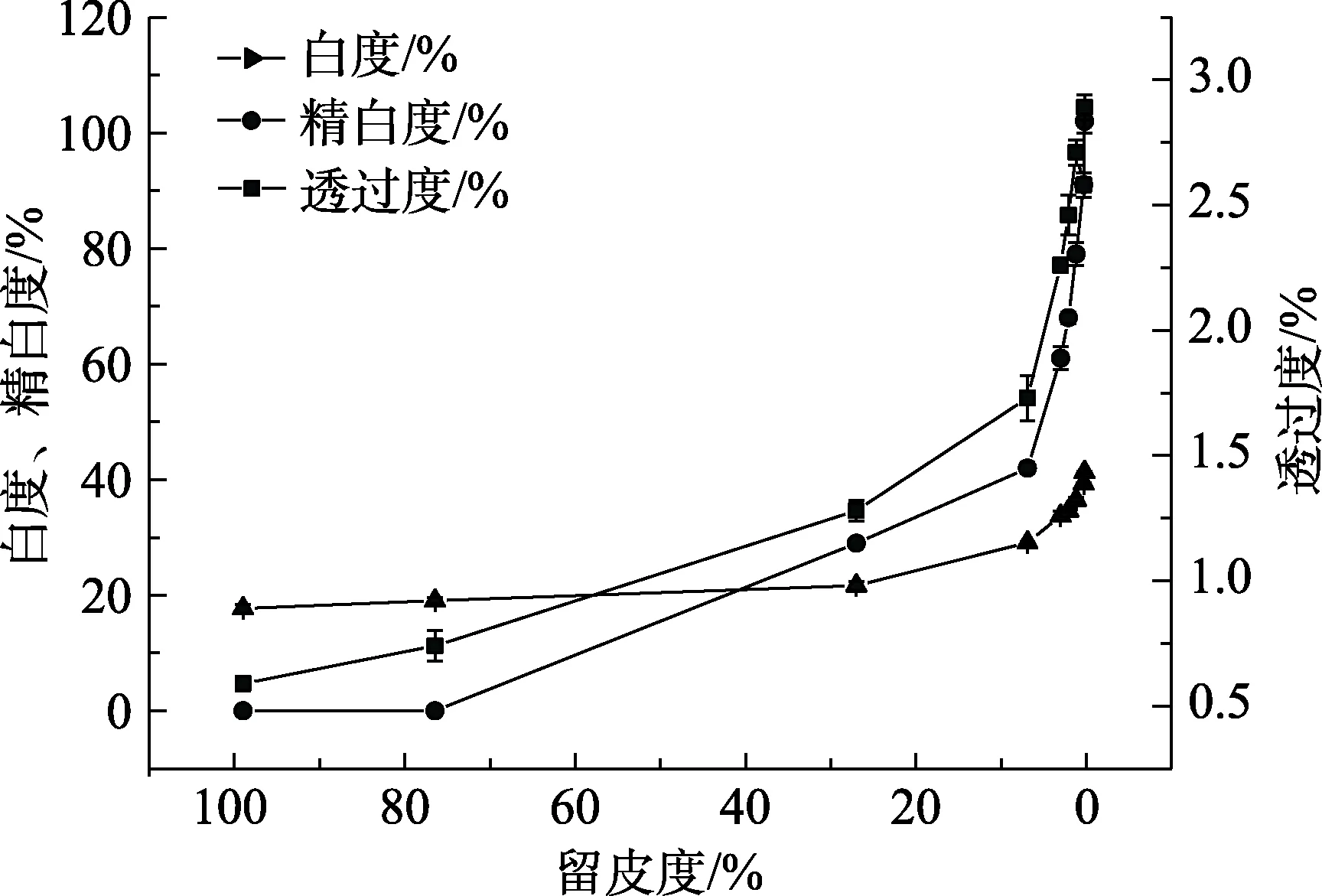
图3 不同留皮度样品白度、透过度及精白度Fig.3 The whiteness,transmittance,fine whiteness of rice with different bran degrees
等外样品b和c皮层残留较多,颜色较深,光信号经样品反射信号较弱,透过光强度也较弱,因此较糙米样品白度和透过度变化不显著。随着留皮度减少适碾样品和精碾样品d、e、f、g、h、i皮层逐渐被碾磨,米粒胚乳暴露,光信号经样品反射信号逐渐增强,透过光强度也增强,因此样品白度和透过度快速增加[9]。
样品精白度在等外样品和适碾样品范围内,样品 b、c、d、e、f精白度缓慢增加,在此区间利用留皮度可以较准确区分不同精白度样品。精碾样品g、h、i范围内精白度增加速度较快。
2.4 大米外观分析
图4为不同留皮度样品L、a、b值。L值表示样品亮度值,随着留皮度减少,颜色较深的皮层被碾磨,因此L值逐渐增大,在留皮度97.3%~3.1%范围内 L值增加的速度较慢,在留皮度2.2%~0.1%范围内 L值增加的速度较快,因此在留皮度 97.3%~3.1%范围 L值较精白度仪的白度值可更好区分不同留皮度样品间差异。
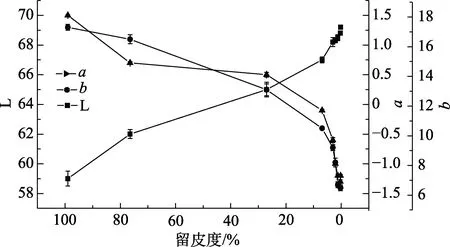
图4 不同留皮度样品L、a、b值Fig.4 The L value,a value and b value of rice with different bran degrees
a值是表示样品红绿色调的值,正值代表红色,负值代表绿色。因为糙米皮层含有较多棕色色素,随着留皮度增加,皮层被碾磨,a值逐渐降低,颜色发生小范围内红色到绿色的过度。b值是表示样品黄蓝色调的值反,正值表示黄色,负值代表蓝色,随着留皮度增加,皮层被碾磨,b值逐渐降低,样品颜色均在黄色范围内,但是色调逐渐降低。a值与b值在97.3%~3.1%范围内减小速度较快,在留皮度 2.2%~0.1%范围减小速度较慢,在适碾到精碾范围内的大米样品,随着留皮度变化,颜色变化并不明显[10]。随着研磨度的增加,色值a和b逐渐降低,而L值和进食质量相应提高,相关分析表明,感觉特征与a和b值显著负相关,与L值显著正相关[11-12]。
随着碾削时间的延长,大米的糙出白率显著降低,大米的表面明度明显增大,而红绿色调和黄蓝色调则逐渐减小;随着糙出白率的减少,大米表面的明度线性增大,红绿色调值和黄蓝色调值则线性降低;大米表面的L、a和b值与糙出白率的关系可以描述为简单的线性函数式[12]。
3 结论
随着加工精度增加,留皮度减少,米粒两侧粒面皮层首先被碾磨,米粒腹部和背部由于其组织和结构特性较难碾磨。样品表面根均方高度Sq值即表面粗糙度随着留皮度减小,先增加后减少。糙米种皮、糊粉层及胚乳细胞结构,随着留皮度减少,逐层被碾磨,留皮度达到1.0%以下,胚乳淀粉颗粒结构的破坏,且米粒表面会存在少量破损淀粉或糊粉层颗粒残留。留皮度97.3%~3.1%范围L值较精白度仪的白度值可更好区分不同留皮度样品间差异。在适碾到精碾范围内的大米样品,大米L、a、b值等颜色指标变化并不明显。
