基于电磁感应加热钻具螺纹的工艺研究及应用*
2021-03-22张勇秦小龙李禾香刘相翌路一平
张勇 秦小龙 李禾香 刘相翌 路一平
(北京石油机械有限公司)
0 引 言
通常石油天然气钻井用井下钻具(工具或仪器等)的连接螺纹采用涂高强度粘结胶并旋紧至指定扭矩范围的方法,以保证螺纹连接强度,防止脱扣和螺纹失效等事故的发生。但以此造成大量的工具或仪器在拆检维修时,由于高强度胶的粘结作用,螺纹拆卸较为困难,需要预先破坏高强度胶的粘结性能,进而结合大扭矩液压拆卸设备实现螺纹卸扣[1-2]。目前,常采用的螺纹拆卸方法有:①直接大扭矩卸扣,效率低,有时会造成零部件损伤,甚至损坏拆卸工具;②破坏性拆卸,采用锯床锯断或车床车断;③人工使用气焊(氧气+乙炔)加热,再使用拆装架卸扣。氧气+乙炔燃烧加热的方式,不仅加热速度慢,且生产效率低。乙炔属于易燃气体,受热、震动及电火花等因素都可以引发爆炸,对储存和运输均有特殊要求[3]。同时,使用乙炔加热有以下不足:①人工加热时需要近距离操作,存在安全风险,尾气污染大;②属于表面加热工艺,受热不均匀、心表温差大,无法精确控制加热温度。为此,有必要探寻可操作性强、安全高效及成本低的工艺方法,以替代传统的加热或螺纹拆卸工艺。
电磁感应加热技术以热效高、加热快、节能及安全高效等诸多优点,在塑胶机械、原油输送、食品机械以及医药化工机械等行业得到广泛应用[4-5],但在石油钻采行业的应用较少。为此,本文在现有电磁感应加热技术的基础上,针对石油钻具螺纹拆卸困难的问题,进行定向集成化设计及工艺可行性研究,以实现将电磁加热技术应用于钻具螺纹快速加热除胶和拆卸的特殊工艺。
1 感应加热原理
图1为电磁感应电加热原理图。电磁感应加热技术以法拉第电磁感应定律为基础,在各行业中逐步取代传统的火焰加热和红外辐射加热等技术,其本质是利用高频的交变电流在通过线圈磁场时,产生的涡流热效应对金属工件进行加热。该技术一般将工频50 Hz的交流电转变成中频或高频电流,供给加热线圈,线圈中便会产生高密度强磁束,被加热金属位于线圈内,磁束就会贯通整个被加热物体,其内部与加热电流相反的方向便会产生相对应的感应电流。根据焦耳定律,被加热金属物体内存在电阻而产生焦耳热,从而使处于线圈中的金属物体受磁场而自身发热,温度迅速上升,达到金属加热的目的[5-7]。
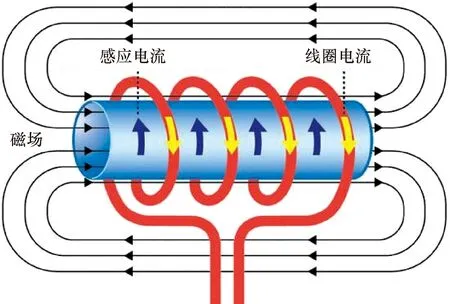
图1 电磁感应加热原理图Fig.1 Principle diagram of electromagnetic induction heating
2 工艺原理及构成
由于石油钻具的各零部件之间采用特殊锥螺纹连接,而钻具和仪器型号各异,整体尺寸不等[8],且不同螺纹规格、不同壁厚的串联组合,导致常规的环形加热线圈难以满足工况需求,从而对感应加热线圈的结构及工艺参数提出了更高的要求,既要实现自循环冷却、自动温度监测及控制,还要满足高度集成等智能化、自动化的要求和目标。为此,笔者依据上述工艺要求,结合电磁感应加热工艺原理进行定向集成化设计,研制出了适用于石油钻具螺纹快速加热除胶及拆卸工艺的一体式电磁感应加热设备。图2为一体式电磁感应设备原理框图。

图2 一体式电磁感应加热设备原理框图Fig.2 Block diagram of the integrated electromagnetic induction heating apparatus
一体式电磁感应加热设备的感应加热系统主要由高频主机控制系统、调制和控制开关模块、IGBT驱动及主回路线圈等部分组成。高频主机控制系统连接主电源后,将交流电转变成高频电流,通过调制和控制开关模块控制感应加热系统及感应线圈的工作状态,IGBT驱动模块和主回路线圈为执行机构,执行加热指令。监测报警模块连接循环冷却系统和高频主机控制系统,系统启动时分别对整个循环水的温度进行监测以及感应加热系统过流、过载等的监测和报警提示。循环冷却系统连接主电源和加热头,用于系统工作时建立水循环,同时根据监测报警模块发出的水温信号,通过压缩机对循环水进行自动冷却。
加热头与感应线圈连接,直接贴近钻具执行感应加热,且循环水管与循环冷却系统连通,导流线缆连接主回路线圈。加热头下方安装旋转升降机构,用以调节加热头的360°旋转及上下升降,以满足使用过程中同工况下的工艺需求。红外线测温仪用于钻具螺纹加热过程中,对钻具外表面温度进行实时监测。设备启动后,钻具表面温度持续上升至预先设定好的指定温度,红外线测温仪监测到实时温度后,反馈给高频主机控制系统进行自动调整,当实测温度达到设定温度时,控制系统便自动调节系统至恒温模式,工作至设定的时间后,自动停止。一体式电磁感应设备样机如图3所示。

1—感应线圈;2—加热头;3—旋转升降机构;4—循环冷却系统;5—主机及控制系统。
3 试验分析
电磁感应加热不同于乙炔等火焰加热,电磁感应加热为内热式加热,其感应电流的集肤效应尤其适合管类零件加热,通过电磁感应让被加热工件内部生热,不仅热效率高、加热均匀,还具有节能降耗、安全智能的优点,并且减轻了工件表面因火焰烘烤局部过热造成的氧化及其对材料性能的影响。传统的火焰加热采用粗放式的经验控制,而电磁感应加热是精确的温度控制模式。
为了验证一体式电磁感应加热设备对石油钻具螺纹加热的适用性及其加热速度,选取两种型号钻具的部件螺纹作为试件进行对比试验[9-11]。所选试件均为两种型号钻具的最大壁厚连接螺纹,材质为调质42CrMo钢。其中:试件Ⅰ外径172.0 mm,内螺纹为114.3 mm,最大壁厚38.0 mm;试件Ⅱ外径120.0 mm,内螺纹为88.9 mm,最大壁厚30.5 mm。采用两种规格的U形感应线圈分别对试件进行加热试验,加热试验模型如图4所示。试验过程中,基于红外线测温仪进行单点温度测量,分别选取钻具螺纹外壁线圈中心点对应的A点、锥螺纹大端即螺纹起始端壁厚最薄的B点以及锥螺纹小端即螺纹末端壁厚最大的C点,以验证感应加热与热渗透时间和速度等性能。同时,在螺纹端面通过热成像仪采集螺纹加热过程中的温度分布情况。

图4 加热试验模型Fig.4 Heating test model diagram
根据上述试验模型及方法,对两种试件分别进行感应加热试验。试件Ⅰ、试件Ⅱ在加热升温过程中,各测点的温度与时间的数值曲线分别如图5和图6所示,而不同时间t下的温度分布分别如图7和图8所示。
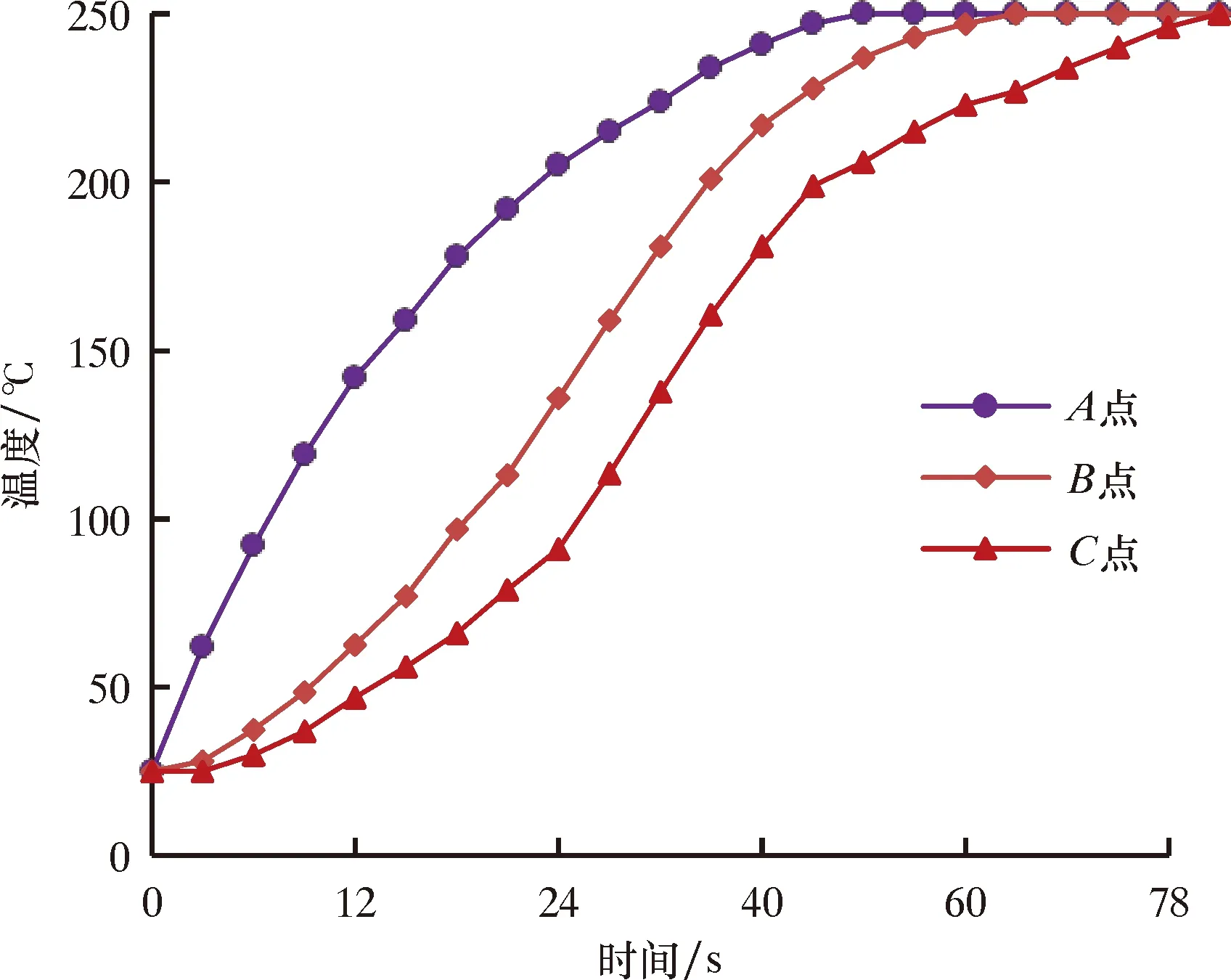
图5 试件Ⅰ各测点温度与时间的数值曲线Fig.5 Numerical curve of temperature and time at each measuring point of specimen Ⅰ

图6 试件Ⅱ各测点温度与时间的数值曲线Fig.6 Numerical curve of temperature and time at each measuring point of specimen Ⅱ
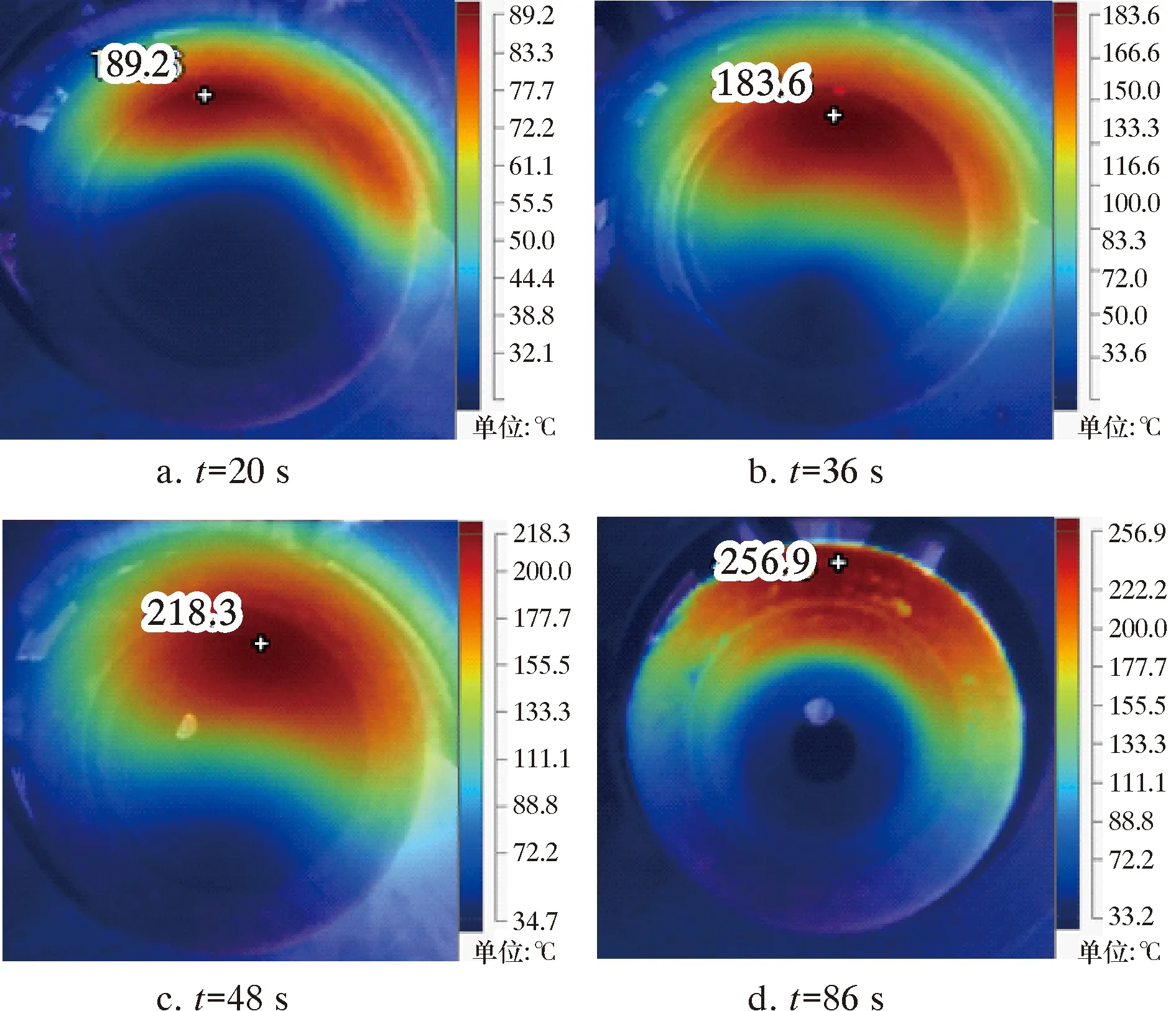
图7 试件Ⅰ在不同时间下的温度分布Fig.7 Temperature distribution of specimen Ⅰ at different times

图8 试件Ⅱ在不同时间下的温度分布Fig.8 Temperature distribution of specimen Ⅱ at different times
通过分析,一体式电磁感应加热设备能够满足不同型号钻具的不同规格锥螺纹的加热需求,试验最大加热渗透壁厚达到38.0 mm;且在同类材料条件下,加热时间、速度主要与壁厚、外径及线圈贴合间隙有关,壁厚和外径越小,线圈贴合间隙越小,加热速度越快,时间越短,热渗透及扩散越均匀。
4 现场应用及效果评价
4.1 应用实例
对钻具螺纹加热时,调整设备加热头至感应线圈,尽可能使线圈贴近钻具外表面,通常贴合间隙小于5 mm最佳。开启电源总闸,设置加热温度,启动设备。打开水泵循环系统,自动延时后,开启压缩机自动冷却系统;水循环和冷却系统正常开启后,即可开始加热。当红外线监测到温度上升至设定温度后,保持设定的最高温度,按时间继电器设定的加热时间自动停止加热,防止过度加热,破坏钻具零件性能,同时也可避免设备过载,延长使用寿命,降低故障率。
通常一体式电磁感应加热设备与液压拆装设备配合应用,当螺纹经过预定温度加热,破坏高强度胶的粘结性能后,进而结合液压拆卸设备施加扭矩实现螺纹的卸扣。图9为ø172.0 mm螺杆钻具拆检图。图9a为加热拆卸钻具定子下接头,图9b为加热拆卸万向轴接头,而图9c为采用特制的L型环形线圈加热钻具定子内部的防掉锁帽。一体式电磁感应加热设备实现了钻具或井下仪器的全部粘胶螺纹加热,实现了除胶及快速拆卸,满足了不同规格及不同壁厚的螺纹加热工艺需求,尺寸适用范围为10~205 mm。
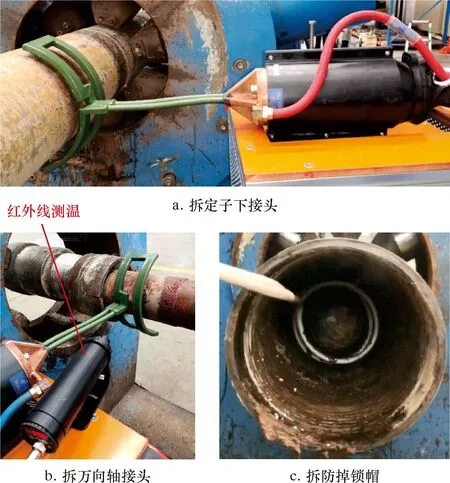
图9 螺杆钻具折检图Fig.9 Disassembling and inspection diagram of PDM tool
4.2 除胶效果评价
由于粘结螺纹采用高强度厌氧胶,在凝结后成固态粘附在螺纹表面和螺纹配合间隙内,通常需要在超过180 ℃的高温条件下方可失效。采用氧气+乙炔加热的方式透热速度慢,且温度不均匀,胶的性能破坏不彻底,即使拆卸后,螺纹表面及螺纹底部仍粘附有残余胶块,需要进一步通过化学腐蚀并加人工清理。采用一体式电磁感应加热设备加热后,透热均匀,显著改善了除胶效果,以预设温度250 ℃加热螺纹,固态凝结胶彻底失效成灰白粉末状,拆卸后仅需钢刷简单清理即可。
5 结 论
(1)基于电磁感应加热的现有工业技术,研制出了适用于钻具螺纹加热特殊工艺的一体式电磁感应加热设备;通过试验对比及实际应用,验证并实现了不同规格及壁厚的螺纹加热快速除胶拆卸。设备的最大加热渗透壁厚达到38.0 mm,且壁厚和外径越小,线圈贴合间隙越小,加热速度越快,时间越短,热渗透及扩散越均匀。
(2)该工艺及设备作为一种安全节能、高效智能的革新性工艺方法,具有加热速度快,热渗透性好,安全性、适用性及自动化程度较高等特点;平均加热时间少于1.5 min,且除胶效果显著,能够大幅提高工作效率,降低成本。