综合除尘技术在洁净煤厂改造设计中的应用
2021-03-18丁淑英毛维龙
丁淑英,毛维龙,冯 超,李 帅
(兖煤蓝天清洁能源有限公司,山东 邹城 273500)
蓝天工程洁净煤项目是集团公司倾力打造的洁净型煤生产示范工程,被集团公司列为“一号工程”。该工程符合国家煤炭高效清洁利用政策,是集团公司转型发展的重要举措,受到各级政府的高度关注。本文针对该工程型煤压制气爆严重、生产系统溢尘、产品输送和包装扬尘等问题,探索相关解决方案,以彻底解决粉料气力输送、实现洁净型煤安全清洁高效生产,助推集团公司转型升级跨越发展。
1 产尘现状分析
随着洁净煤项目调试生产的不断推进,在粉料气力输送、型煤压制及输送、包装等生产过程中,出现了粉尘外溢的突出问题,极大制约了洁净型煤安全清洁高效生产,同时对职工身心健康造成一定危害。
2 洁净型煤生产系统存在的主要问题
2.1 煤粉气力输送及煤粉缓冲系统
(1)洁净型煤厂利用原电解铝部分厂房,导致工艺布置受限,混合后的煤粉运输至成型机缓冲仓采用了密相气力输送方式将煤粉输送至每台成型机缓冲仓内。由于原缓冲仓仓容设计较小(仅约15 m3),气体输送打料短时间内的大量气体造成缓冲仓内形成正压,冲击、破坏与仓体相连接的软连结接口及相关联的设备机械密封,进而造成煤粉大量外溢。
(2)气体输送打料对缓冲仓内已有的粉料形成冲击,破坏料层的稳定性,成型机出现几分钟内不能正常压出型煤的现象,对正常生产造成极大影响。
2.2 成型机除尘器及管路系统
(1)系统设计为3台成型机共用1台收尘器,而1台成型机又有多路收尘分支管,主管路及各支管路均无阀门,各管路风量风速无法调节;存在管路风速与实际需求不匹配,且同一收尘器所带的3台成型机不同时运转时,造成不运转设备收尘管路风量浪费。
(2)成品小皮带机头无负压收尘,造成回程皮带粘带的细煤粉在清扫器和底托滚处落下形成扬尘。
(3)部分收尘管道由于受条件限制大多为水平布置,部分管路风速较低,且部分管路有盲端,存在煤尘堆积堵塞管道和煤尘自燃风险。
(4)收尘器收下的煤粉通过气力输送返回其中一个缓冲仓内。当接受返料的成型机停运时,由于停运系统中不能长时间存料(煤尘易发生自燃),无法再继续返料,影响另外2台成型机运行。
2.3 成型车间成型机系统
(1)10 t成型机一次筛分振动分级筛采用了钢丝绳吊挂方式,而振动筛周围挡板较低,两侧及后部要做到全密封较困难。振动筛落料口处吸风罩设计也不合理,且采用的密封材料强度低,易损坏造成漏料扬尘,对工作环境污染严重,且该振动筛故障率较高。
(2)斗提机、给料螺旋、返料螺旋等设备间的软连接密封材料强度低,极易损坏造成漏料。
(3)成品小胶带输送机为敞开式运输,在产品转载输送过程中,溢尘严重,不符合环保要求。
2.4 包装车间码垛系统
(1)成品集运胶带原设计采用卸料小车方式为10个包装仓配料,而卸料小车无负压收尘,在卸料过程中扬尘严重,成品缓冲仓内密封不严,产品入仓口处扬尘严重。
(2)成品集运胶带机机头未封闭,无负压收尘,胶带上粘带的煤尘在整个回程胶带底托辊处脱落,形成扬尘和积尘。
(3)集运胶带机机头应急落料为开放式设计。落料直接通过卸料溜槽落到包装车间地面,易造成扬尘,且在废料回收处理过程中扬尘严重。
(4)包装机收尘管路多为水平布置,收尘效果差。
(5)目前,洁净煤厂包装车间包装码垛与成品装卸区为联合建筑,两个厂房中间未实现完全隔离,包装区产生的粉尘弥漫至码垛机及成品装卸区,极易污染码垛机光电传感器,对设备正常运行造成影响,也给装卸作业的职工带来健康危害。
2.5 脱硫添加剂粗粉仓放料系统
添加剂车间粗粉产品存储设计粒度0.1~0.8 mm,后来根据实际需要调整为0~0.5 mm。粒度变细后,产尘量增大,且装车时必须开启流化装置,造成原设计的仓下散装机收尘器能力不足,装车过程中存在扬尘大、收尘管路易出现积粉问题,存在较大的环保风险。
3 除尘系统的改进设计
3.1 成型车间
3.1.1 煤粉气力输送缓冲消尘系统
目前气力输送设计能力为40 t/h,原设计输送气体压力为0.3 MPa。根据实际运行发现,单罐输送时间约240 s,单次消耗压缩空气量约50 m3。根据计算得出,进入缓冲仓的常压气体的体积为150 m3,短时间内大量气体进入缓冲仓,造成仓内正压。实际运行过程中,为减少气力输送时目标仓形成的正压,工艺上采取降低输送气体压力(由0.3 MPa降低至0.2 MPa)运行,虽然降低了系统的输送能力,但仍未能解决正压冒粉的问题。经过研究,增加一级缓冲仓消尘系统。
(1)在原缓冲仓前面增加一个容积为50 m3的密封钢制缓冲仓,气力输送的煤粉首先进入此钢仓暂存,还为此钢仓设计增加一路负压收尘;合理设置物料最高仓位,上部保留适度的缓冲仓容(约为总仓位的1/2),通过缓冲仓容空间和负压收尘吸收气力输送气体,而仓体内设置物料和收尘管隔离室,以避免过多煤粉直接被负压管路吸走,造成物料内循环消耗。
(2)仓下设置锁风阀,将煤粉与设备和下级缓冲仓隔离,通过螺旋给料将煤粉送入成型机原返料斗提,和返料混合后一并被送入下一级缓冲仓。由于返料斗提原设计能力不能同时满足进料和返料的要求,因此,需提升斗提机产能:一是增加提料斗容积,根据斗提机实际,20 t/h成型机斗提机料斗优化后容积由4.8 m3改为8.6 m3,10 t/h成型机斗提机料斗宽度由250 mm增加到300 mm,料斗倾斜角度适当增大;二是在现有功率不变的基础上,更换胶带轮、降低减速比,适当提高斗提机料斗的运行速度。通过以上两个改造方案,斗提机运输能力提高约80%以上,满足了成型机连续运行要求。
3.1.2 成型负压除尘系统
成型机系统主要收尘点如图1所示。

图1 成型机系统工艺
目前成型机配置的除尘器为LPM6D-930(M)型气箱式脉冲除尘器,其参数如表1所示。

表1 LPM6D-930(M)型气箱式脉冲除尘器参数
原设计主管路中不同的三段内风量和风速分别为:53 700 m3,19 m/s;35 800 m3;12.6 m/s;17 900 m3,6.3 m/s。由此可以看出,原设计第一段内满足了粉尘最低风速要求,第二段特别是第三段内风速明显低于带走粉尘的最低风速,极易造成积尘。同时,管路中弯头多为直角转弯,系统阻力较大。
根据各管路所需的最小风速,重新进行配风计算,重新设计确定分支管路管径。原设计据经验确定的收尘系统风机的综合收尘能力偏小,不能满足3台成型机同时运转的生产需求。为此,提出以下方案。
(1)根据原设计的“一带三”负压收尘系统实际,在三条分支管路上分别加装气控蝶阀,设计一套控制系统安装在室外的收尘风机处,当某成型机不运行时,可以关闭该分支管路的阀门,剩余分支管路的风量将加大,增强了风机的有效利用率;而且将该控制信号上传至中央控制室,可以实现就地和远程开关该阀门。每个支管设置一个测风速孔,以方便监测风管风速。
(2)针对主管路积尘的现状,在主管路原盲端加装一个阀门,同时在主管路内底部全长布设一根直径2 in(5.08 cm)压风管路。在压风管路上沿管路方向每隔200 mm均匀钻5排直径2 mm小孔(图2),设置压风控制阀门定时开启进行分段吹扫,防止煤尘长时间堆积在管道内发生自燃。
图2 喷吹管钻孔示意
(3)优化室内分支管管径,使风量和风速配置合理。具备条件的改为倒“V”形布置,防止管内积尘,并在550 mm分支管路末端设置可用于定期观察清理的阀门。各支管上分别增加手动蝶阀,可根据需要调节各阀门开度,使各点通风量得到合理分配。
(4)成品小胶带机机头回程底胶带下部增加毛刷机械扫尘装置,并在下部设置积尘罩,同时增加一路收尘管路,与每台成型机分支管路相连,可大大减少回程胶带的带粉量。
3.1.3 产尘点密封系统
(1)对成品小胶带上部增设全封闭护罩,与机头、机尾导料槽相连接,与皮带尾部振动筛形成相对负压收尘,防止皮带上部物料扬尘。采用半径为605 mm的波纹彩钢板进行封闭。
(2)针对斗提机和缓冲仓、给料螺旋和预压仓、振动筛和返料螺旋间的软连接经常被磨损漏粉的问题,采用高强度的耐磨涂覆材料进行更换,并采用内置金属导料槽外加软连接密封的方式,减少物料对软连接的磨损,提高防尘效果。
(3)对成型机本体周围密封不严的空隙进一步密封,提高负压收尘效果。
(4)针对10 t成型机振动筛吊挂方式不利于密封、筛分效率低、产品堵筛孔导致物料堆积、密封不严漏粉严重的问题,进行改进。改钢丝绳加弹簧吊挂方式为落地支撑架加橡胶弹簧方式,并增加一组震动器,以提高筛分效率。同时,对振动筛上部与成型机本体间密封重新设计:上部采用钢板硬连接,上部钢板与振动筛侧板采用保护软连接;将原振动筛前部固定敞口式溜槽改为与振动筛一体化设计,并采用全密封方式与胶带机导料槽直接连接,既减少了扬尘的产生,又可防止物料堆积堵料。
3.1.4 成型车间室外收尘器返料系统
设计将成型车间室外收尘器返料系统由单一目标仓优化为3个目标仓。设计增加部分气力输送管道及控制阀门,同时增加一套自动控制系统,并将该控制信号上传至中央控制室,通过就地或远程开关相应阀门,可根据生产需要,实现自动选择目标仓,解决当接受返料的成型机停运时影响另外2台成型机运行和单一目标仓满料冒尘等问题。方案如图3。
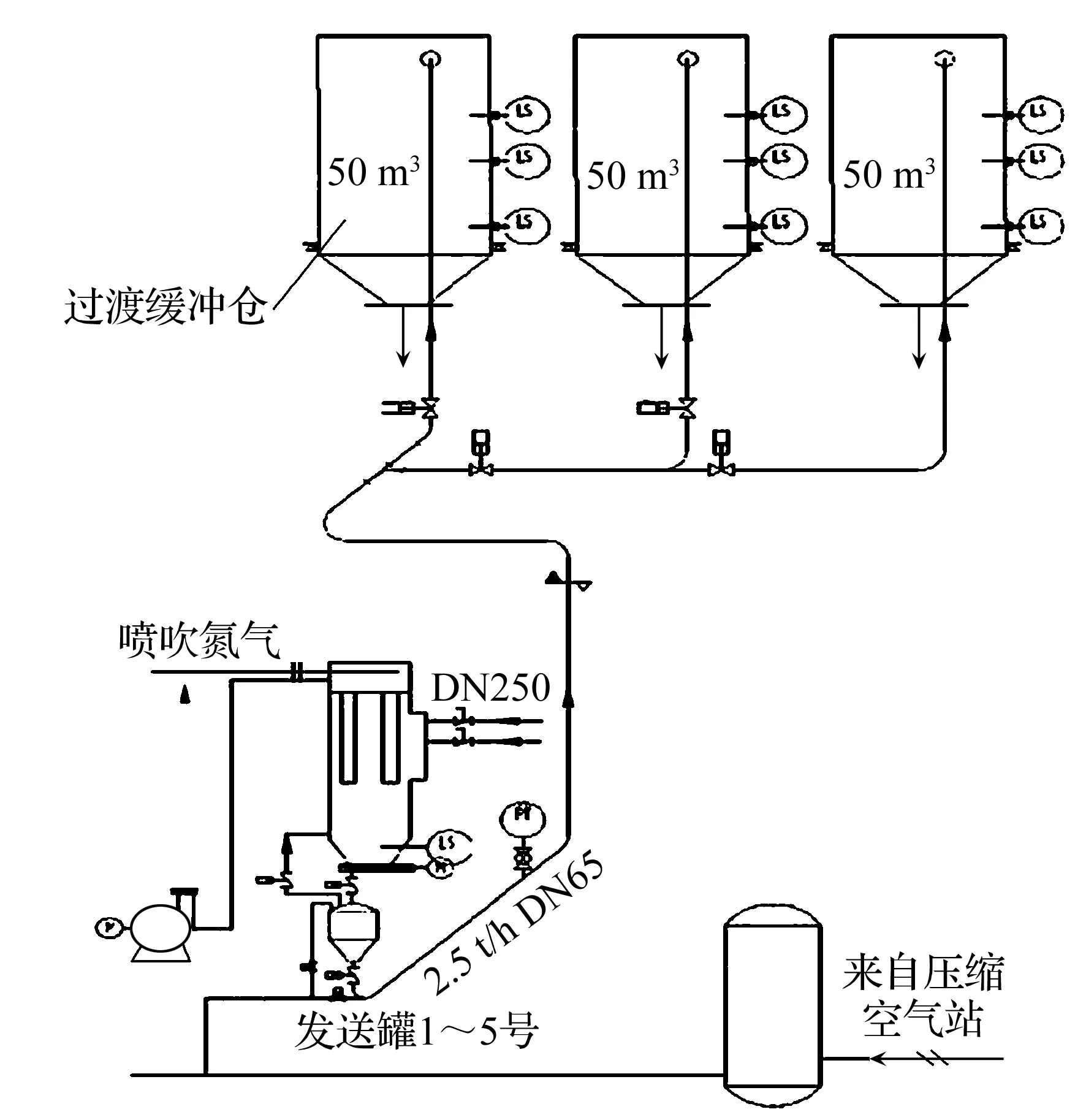
图3 收尘器返料系
3.1.5 成型车间通风系统
成型车间增加轴流风机,进行强制通风。依据车间实际,墙面换气通风装置采用低噪声轴流通风装置。该装置具有投资成本低、耗能小、运行平稳、寿命长、效率高等特点,可有效改善车间空气质量,保障职工健康。
3.2 包装车间
3.2.1 成品大胶带收尘系统
(1)对成品大胶带机头段进行封闭,回程底胶带下部增加毛刷机械扫尘装置和压缩空气吹扫装置,并增加一路收尘管路与既有收尘管路相连,可大大减少回程胶带的带粉量。
(2)在集运胶带机机头落料部位设计增加煤粉仓,收集此处撒落的碎煤及未被收尘管道回收的煤尘,经破碎后的细颗粒利用机头的收尘器收集后统一返回原料仓。
(3)将移动式卸料小车改为固定犁刀式卸料器,同时在成品缓冲仓顶部增加倒“V”型收尘管道,以解决在卸料过程中扬尘问题。
(4)犁刀式卸料器增设密封罩,与成品缓冲仓形成密闭空间,以提高负压收尘效果。
3.2.2 包装工艺收尘系统
(1)包装机收尘管路原为水平布置,收尘效果差。设计将水平布置管道改为倒“V”形式布置,收尘管道增加调节阀门,做到可根据生产需要实现风量控制,减少风量浪费,提高收尘效果。
(2)对包装机本体密封不严的空隙进行进一步密封,提高负压收尘效果。
3.2.3 包装车间通风系统
对该车间设计增设轴流风机进行强制通风。根据车间实际,选择墙面换气风机为低噪声轴流通风装置。该装置具有投资成本低、风量大、噪音低、耗能小、运行平稳、寿命长、效率高等特点,可有效改善车间空气质量,保障职工健康。
3.2.4 包装车间防尘隔离系统
对于该车间包装码垛区和成品装卸区为联合建筑,设计将该车间包装码垛区与成品装卸区进行隔离,以避免包装区域粉尘弥漫至成品车间。
3.3 脱硫添加剂粗粉仓装车除尘系统
对粗粉仓开启流化装置装车的工况进行分析,判断原卸料装置密封及收尘系统不能满足负压收尘的要求。现对卸料装置设计增加密封式收尘罩,优化收尘管道布置,增大收尘器布袋喷吹压力,提高收尘器工作效率。优化后,收尘器处理风量将达到12 000 m3/h,可以解决流化状态下装车冒粉的问题。
4 项目效益
4.1 经济效益
(1)根据前期生产统计数据,对比消耗原料煤与产出洁净型煤数量,除去原料煤干燥水分蒸发的影响,计算得出生产系统粉尘损失比率为0.51%。各项方案实施后,在改善工作场所作业环境的同时,可减少煤粉(含添加剂)跑冒漏损失。
(2)项目实施后,可大大减少煤粉在系统内循环的数量,提高设备系统运行效率,预计可节省电能5%以上。
4.2 社会效益
4.2.1 安全方面
生产场所的煤粉得到有效控制,杜绝生产车间煤粉积聚引发的自燃和爆炸事故。同时,生产场所的粉尘浓度符合工作场所有害因素职业接触限值相关标准,大大降低职工患职业病的风险。
4.2.2 环保方面
实现系统全封闭负压运行,减少颗粒物无组织排放,降低污染环境的风险,保障环保排放符合国家标准。
5 结 论
采用全负压收尘设计理念,在对现有系统充分分析研究和核算的基础上,在不更换现有设备的前提下,研发了在粉体正压气力输送过程中增加过渡缓冲仓与负压收尘相结合的技术工艺,通过缓冲仓容空间和负压收尘吸收气力输送气体,实现安全、清洁输送粉体物料的目的。洁净煤生产系统综合防尘技术为同类型行业治理粉尘外溢提供了可借鉴的经验,尤其是系统思维指导下的复合式粉尘防治技术的研究与应用,在洁净型煤生产行业中具有广阔的示范推广前景。
