二阶筒形件多次拉深成形工艺分析及数值模拟
2021-03-18任广义王晓康何万飞李欣芮
任广义,王晓康,何万飞,李欣芮
(成都飞机工业(集团)有限责任公司 技术装备公司,四川 成都 610091)
0 引 言
板料拉深成形包含材料非线性、几何非线性、接触非线性的复杂变形过程,其成形机理复杂,仅依靠经验设计不仅不能保证成形制件的质量,而且延长模具的开发周期,增加开发成本[1]。筒形件是一类采用拉深成形的典型制件,目前对于简单圆筒形件的成形工艺及数值模拟已进行了较多的研究[2-4],而对于阶梯筒形件的成形过程研究较少。现以二阶筒形件为研究对象,对其拉深过程进行工艺分析和计算,并基于PAMSTAMP 进行数值模拟仿真,预测成形制件的料厚分布,探索各道次拉深合适的压边间隙,并基于分析结果进行模具设计。
1 成形工艺分析
制件尺寸如图1 所示,材料为1Cr18Ni9Ti,厚度为1 mm,其为圆筒形、球形组成的二阶圆筒形结构。根据表面积相等并考虑修边系数,确定坯料尺寸为φ107 mm,则成形制件的总拉深系数m=44/107≈0.41,大直径阶梯拉深系数m1=52/107≈0.49,小直径阶梯拉深系数m2=44/52≈0.85。通过查表[5]可知,大直径台阶难以一次拉深成形,需要通过二次拉深,小直径台阶可以一次拉深成形,因此成形制件共需3 次拉深,考虑公差后各工序拉深系数如表1 所示,各工序成形尺寸如图2所示。
2 有限元数值模拟仿真

表1 各工序拉深系数
由于研究对象为回转体,为提高计算效率,采用1/4 简化模型。将凸模、凹模和压边圈设置为刚体,板料设置为变形体。在三维造型CAD 软件CATIA 中建立模具、板料的几何模型,并以.igs 格式导入仿真软件PAMSTAMP 中。板料的网格划分采用自适应网格优化法:在计算初期,使用较粗的单元网格,随着计算的逐步进行,在某些需要更细密网格描述的区域,将网格进一步划分,保证了以尽可能小的计算步骤获得更好的计算结果[6]。摩擦模型选用经典的库伦摩擦,凸模、凹模、压边圈与板料的摩擦系数均设置为0.12。
2.1 第1次拉深
图3 所示为第1 次拉深有限元模型,板料成形过程中,压边间隙对材料流动有着重要作用,是影响成形制件质量的关键因素。为确定合适的压边间隙值,在其他参数保持不变的前提下,研究取不同压边间隙值时成形制件的厚度分布。
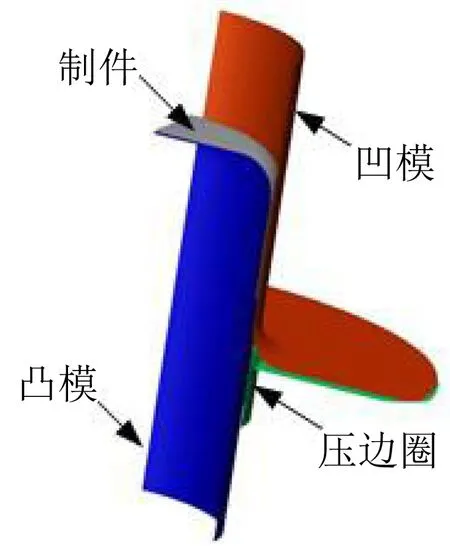
图3 第1次拉深有限元模型
图4 所示为第1 次拉深取不同压边间隙值时成形制件的厚度分布云图。由图4 可知,压边间隙为1.1~1.25 mm 时,随着压边间隙增大,成形制件最大减薄率逐渐减少,且当间隙值>1.2 mm 时减薄率改善不明显。随着压边间隙增大,成形制件口部区域起皱趋势加剧,因此第1 次拉深压边间隙选为1.2 mm,此时成形制件最大减薄区域位于筒形件底部,为6.3%;成形制件口部增厚最大,最大增厚率为23.4%。
2.2 后续拉深
图5所示为第2、3次拉深有限元模型,与第1次拉深相同,同样为确定后续拉深合适的压边间隙值,在其他参数保持不变的前提下,研究取不同压边间隙值时后续两道次成形制件的厚度分布。
图6、图7 所示分别为取不同间隙值时第2、3 次拉深后制件的厚度分布。由图6、图7 可知,在压边间隙为1~1.15 mm 时,制件最大减薄率随间隙变化不明显,当压边间隙较小时,模具的强烈约束可能会导致成形制件表面产生划痕。模具设计后续两道次拉深压边间隙均选为1.1 mm,第2 次拉深后制件最大减薄区域位于筒形件底部与凸模圆角接触区域,为14.4%;成形制件最大增厚区域位于筒形件口部区域,为14.5%。第3 次拉深后,制件最大减薄区域、最大增厚区域均与第2次拉深相同,最大减薄率为16.3%,最大增厚率为14.9%,均符合制件成形要求。
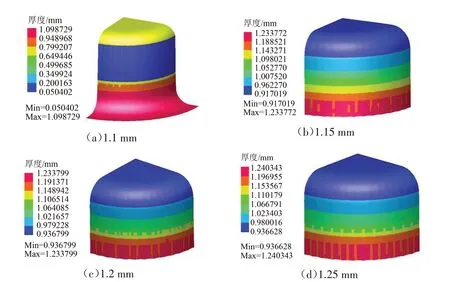
图4 第1次拉深不同压边间隙成形制件厚度分布

图5 后续拉深有限元模型
3 模具设计
通过对成形工艺进行分析并确定了各工序拉深系数及工序件尺寸,通过有限元仿真对工艺方案进行模拟分析,确定了合适的压边间隙值。同时为了避免拉深时产生粘接瘤、制件表面产生划痕,模具主要工作部分(凸模、凹模和压边圈)进行TD 处理[7],如图8 所示。设计3 副拉深模进行试模,在3 000 kN液压机上进行,采用倒装式结构。3副模具全都一次试模合格,制件成形质量较好,3 次拉深后制件如图9所示。

图6 第2次拉深不同压边间隙成形制件厚度分布

图7 第3次拉深不同压边间隙成形制件厚度分布

图8 拉深模
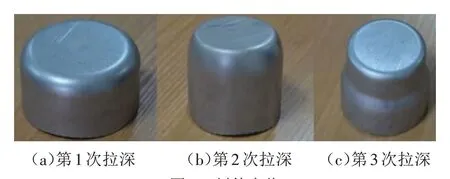
图9 制件实物
4 结束语
利用PAMSTAMP 软件进行拉深成形模拟,优化了工艺参数,避免了制件成形缺陷,减少了试模次数,提高了生产效率。确定了成形制件的合适压边间隙值:首次拉深压边间隙为1.2 mm,后续两道次拉深压边间隙为1.1 mm。
