塞尺厚度偏差测量结果不确定度评定
2021-03-17
(辽宁省计量科学研究院,辽宁沈阳 110004)
塞尺属于单值量具,使用方便,测量方法简单,即经济又实用,所以被广泛的用于机械等行业,而且大部分单位使用较频繁,其测量结果准确与否将直接关系到机械等产品的质量。目前,大部分实验室通常使用测长仪进行塞尺厚度测量,现通过对使用该测量方法的测量不确定度进行定量分析,明确测量程序和测量条件的合格性。
1 任务和目标不确定度
1.1 测量任务
对标称值为0.02 mm、3.00 mm 的塞尺厚度偏差进行测量。
1.2 目标不确定度
目标不确定度:标称值为0.02 mm 的塞尺,满足U0.02小于等于0.004 mm 的三分之一;标称值为3.00 mm 的塞尺,满足U3.00小于等于0.036 mm 的三分之一。
2 测量原理、方法、程序和条件
2.1 测量原理
直接测量。
2.2 测量方法
使用测长仪的球形测帽与Φ12 mm 平面测帽接触,此时测长仪上的读数值作为测量时的相对零点,测得的数值与相对零点的数值差值即为该点的厚度值,厚度值与标称值之差即为厚度偏差。
2.3 初始测量程序
用测长仪测量塞尺。
2.4 初始测量条件
—测长仪应符合技术规范要求的技术指标;
—测长仪分度值为1 μm;
—测长仪使用2 N 的测量力;
—实验室温度为20℃±8℃;
—操作人员是经过培训的,并且十分熟悉测长仪的使用。
3 不确定度来源和列表评注
厚度偏差测量的不确定度分量概述和评注如表1 所示。
4 首次评估
4.1 首次评估—不确定度分量的说明及计算
4.1.1uEC—测长仪的示值误差(B 类评定)
测长仪在测量范围内的允许误差为1.0 μm,安全起见,
假定为矩形分布(b=0.6),于是不确定度分量为:

4.1.2uRR—重复性/分度值(A 类评定)
对塞尺重复进行10 次测量,得到的标准偏差为0.13 μm(0.02 mm 厚度塞尺)、0.53 μm(3.00 mm 厚度塞尺)。取安全因子h=1,则不确定度分量为:

测长仪的分度值为1 μm,估读误差不超过分度值的十分之二,则不确定度分量为:

4.1.3uE1—测力造成的压陷变形(B 类评定)
测量时,塞尺的一面与平测帽接触,由于是平面对平面的接触,变形量可以忽略不计;另一面是球测帽与塞尺的平面接触,变形量不能忽略。根据变形量计算公式:

式中:
f—变形量,μm;
p—测量力,N;
d—球形测量头直径,mm;
K1—不同情况下的材料系数。在塞尺厚度的测量过程中,测头和塞尺的材料都是钢,则K1=0.415。假定服从U 形分布(b=0.7),则:

4.1.4uE2—测长仪测帽的平面度(B 类评定)
测长仪测帽的平面度估计为0.15 μm,假定服从U 形分布(b=0.7),则:

4.2 首次评估—不确定度分量之间的相关性
估计各不确定度分量之间无相关性。
4.3 首次评估—合成标准不确定度和扩展不确定度
4.3.1 合成标准不确定度
当各个分量之间不存在相关性时,合成标准不确定度:

代入4.1 节中的数值后,可得:

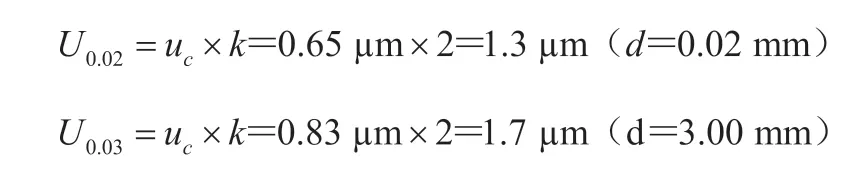
4.3.2 扩展不确定度
取k=2,则扩展不确定度:
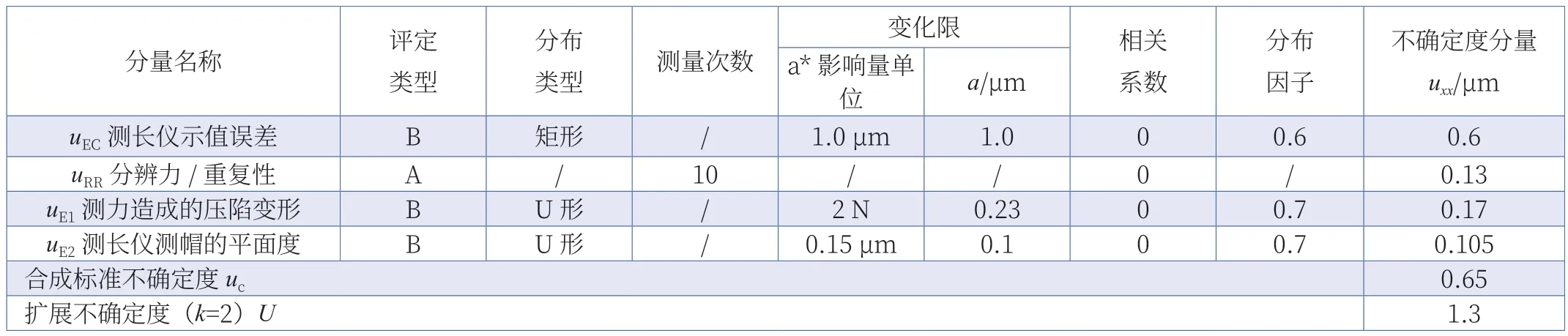
表2 不确定度概算汇总(首次评估)
4.4 首次评估的不确定度概算汇总
经过首次评估,以d=0.02 mm 为例对分量名称、评定类型、分布类型、测量次数、变化限等内容进行概算汇总。
首次评估得到的不确定度分量概算如表2 所示。
5 首次评估结论
表2 数据表明,不确定度已得到满足:
U0.02=1.3 μm,小于0.004 mm 的三分之一;
U3.00=1.7 μm,小于0.036 mm 的三分之一。
首次评估表明测量条件合格。
6 结束语
本文通过对使用测长仪进行塞尺厚度测量的方法进行了测量不确定度评估,通过对影响测量的因素进行测量和分析,在当前的测量条件和测量方法下,塞尺厚度偏差测量可以达到目标不确定度。