Q235B热轧钢卷横折印缺陷分析
2021-03-17供稿刘岩松王旭生张楠于立伟LIUYansongWANGXushengZHANGNanYULiwei
供稿|刘岩松,王旭生,张楠,于立伟 / LIU Yan-song, WANG Xu-sheng, ZHANG Nan, YU Li-wei
内容导读
通过分析本钢Q235B热轧钢卷横折印缺陷数据,缺陷集中在厚度5.5~6.0 mm的钢卷,主要由热轧工艺控制不稳定造成,通过采取改进措施,提高组织均匀性和强度,横折印缺陷有所改善。发现除了浪形影响横折印缺陷外,板形中凸度指标也是Q235B横折印缺陷的一个重要影响因素,凸度大的钢卷易出现横折印缺陷。通过跟踪对比开卷过程,凸度大的钢卷开卷时轧制边100 mm左右会出现向内翻边的现象,同时横折印出现在板宽中间的位置,距离轧制边100 mm几乎不出现横折印缺陷。因此,控制好凸度有助于避免Q235B横折印缺陷的产生。
Q235B热轧钢卷是应用最为广泛的产品,在制作零件之前需要将钢卷开卷并制成平板再分切使用。Q235B热轧钢卷在开卷时易出现横折印缺陷,影响最终产品的外观,严重时影响零件的使用。
周正元[1]研究了冷轧带钢的横折印产生及预防措施,在板形方面主要研究了浪形引起罩式退火带钢层间黏结,在平整时产生横折印缺陷。刘英明等[2]研究了热轧酸洗卷SPHC横折印缺陷,主要从材料的屈服现象与开卷过程受力、投入防皱辊和改善拉矫参数等进行详细的阐述,并找到了控制横折印缺陷的有效方法。王丹等[3]研究了热轧钢卷横折印缺陷的机理,认为产生横折的内因是低碳钢普遍存在屈服平台,外因是钢板的弯曲变形。这些研究表明,横折印缺陷普遍存在于低碳钢中,不管是热轧钢卷、热轧酸洗钢卷还是冷轧钢卷都会存在。出现横折印缺陷钢卷的共同特征是具有屈服平台并且受力发生变形。
统计分析Q235B热轧钢卷横折印异议钢卷数据,厚度3.0~6.0 mm的产品易出现横折印缺陷,凸度大的钢卷产生横折印质量异议占比36.23%,其中凸度大单独影响产生横折印质量异议占比15.22%,因此凸度也是影响横折印缺陷的重要因素。
横折印缺陷分析
通过钢卷开卷过程跟踪,不存在横折印缺陷的钢卷开卷,在板带与钢卷分离的时候出现横折印缺陷。
横折印数据统计中,钢种不仅有低强度的SPHC,一般强度的Q235B,还有较高强度的Q345B。屈服强度从180 MPa到400 MPa的钢种都出现过横折印缺陷,说明屈服强度不是横折印缺陷产生的决定性能因素。SPHC相对较多,Q235B较少,Q345B最少,说明强度高,有利于减少横折印缺陷。
Q235B横折印缺陷钢卷数据分析
分析Q235B横折印异议热轧钢卷,厚度范围2.75~11.75 mm,宽度范围1050~2000 mm。
厚度与横折印的关系
统计不同厚度区间横折印异议率,如表1所示。厚度≤25.4 mm涵盖Q235B热轧钢卷所有产品厚度,异议率为0.078%;厚度3.0~6.0 mm的产品异议率为0.12%,明显偏高;厚度5.5~6.0 mm的异议率达0.65%,是所有产品异议率的8倍多。横折印异议主要集中在厚度3.0~6.0 mm的钢卷,尤其集中在厚度5.5~6.0 mm。

表 1 不同厚度区间横折印异议率
宽度与横折印的关系
统计不同宽度区间横折印异议率,如表2所示。虽然宽度≥1500 mm的横折印异议钢卷较多,但这个宽度区间的生产量较大,两个宽度区间的异议率相差不大。

表 2 不同宽度区间横折印异议率
生产工艺与横折印缺陷的关系
根据Q235B横折印异议钢卷的生产数据,查询了生产工艺数据:终轧温度、卷取温度和凸度,出现终轧温度低、卷取温度高、凸度大等工艺问题的数据如表3所示,由于浪形缺陷无法在生产数据中查询,无上述工艺温度的钢卷定义为无显示工艺问题。
Q235B钢卷横折印缺陷影响因素分析
Q235B热轧钢卷横折印缺陷是多种因素影响共同作用产生的缺陷,是钢板受力不均产生局部塑性变形的结果。与低碳钢SPHC等产品相比,Q235B强度相对较高,因此对于出现横折印缺陷的影响因素,强度低的问题成为了次要因素。板形不良导致钢板各位置形成的内应力不一样,开卷时内应力将钢板复原为板形不良的形貌,浪形缺陷更容易发现,而凸度问题很难发现。

表 3 出现横折印缺陷的钢卷工艺问题
厚度5.5~6.0 mm的Q235B热轧钢卷的横折印异议率高,生产工艺查询中,发现此厚度的Q235B产品多作为热轧开轧料和过渡料,易造成稳定控制不佳、板形不良的问题。
温度控制不佳主要表现在终轧温度低和卷取温度高。终轧温度低会造成轧制面混晶缺陷,轧制边存在更为严重混晶或纤维状组织缺陷。实际检测发现,当温度低于818 ℃时,轧制边20 mm范围出现了全厚度的纤维状组织。组织不均匀导致钢板的内应力不均匀,易造成钢板扭曲变形,出现横折印缺陷。卷取温度高会导致晶粒粗大,强度较低,从而易产生横折印缺陷。
板形不良最大的问题是浪形,浪形是导致钢板内应力不均匀的重要缺陷,是横折印缺陷产生的重要影响因素[4-5]。横折印缺陷钢卷生产数据统计中,36.23%的钢卷存在凸度大的问题,其中15.22%的横折印缺陷钢卷凸度大为惟一影响因素。
生产工艺中凸度大会造成钢带横断面中间厚、边部薄,且厚度差大,在理想状态下,卷取后钢带宽度中间位置紧密接触,而轧制边疏松存在缝隙,带钢的凸度越大这种缝隙就越大。实际生产过程观察发现,受中间紧致的影响,两个轧制边会向钢卷圆心方向弯曲,钢带的横断面形成轻微“U”形,示意图如图1所示。钢卷开卷时,内应力释放,微“U”形钢带进一步“U”形化,板宽中间位置由于卷取紧密导致内应力大,内应力释放时钢板伸直,但因为钢板受自身重力的影响,导致钢板弯曲,中间位置受拉应力,从而在板宽中间位置出现较为严重的横折印缺陷,轧制边只受“U”形效应,避开了弯曲。钢卷凸度较大的钢卷开卷如图2所示。因此轧制边受力后,以翻边的形式变形,板宽中间位置受力后,形成横折印缺陷。
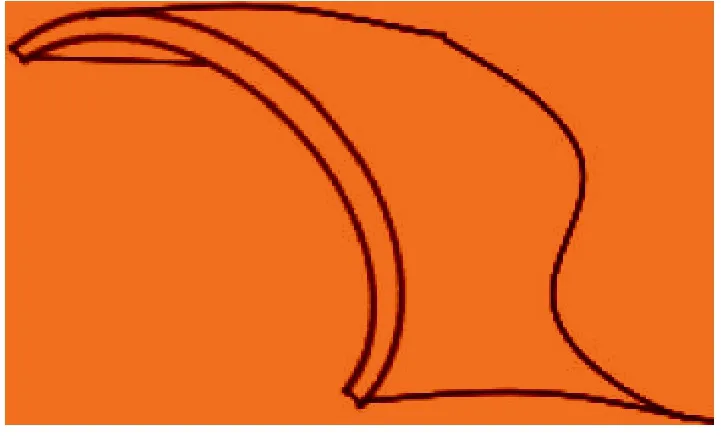
图 1 凸度大导致钢板“U”形形貌示意图
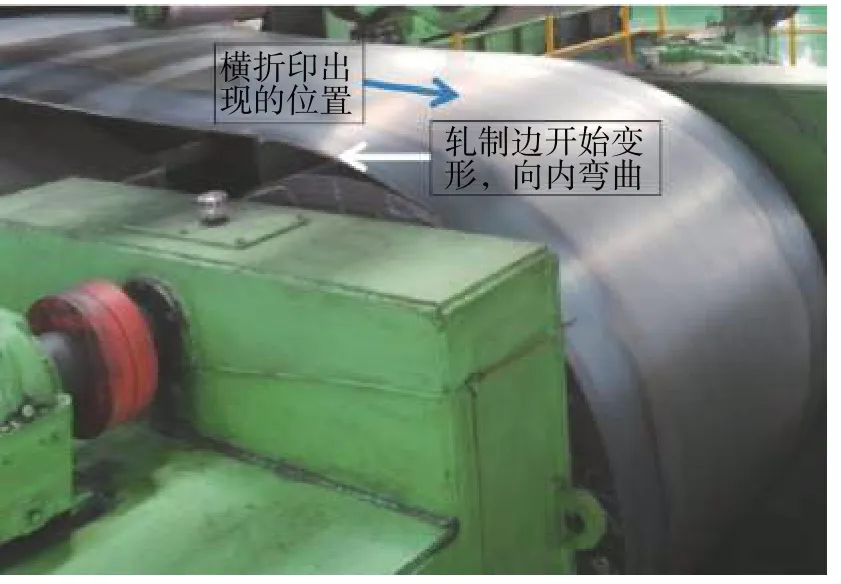
图 2 凸度大的钢卷开卷时照片
改进措施和效果
改进措施
根据横折印异议钢卷的生产数据分析结果,针对厚度3.0~6.0 mm的Q235B热轧钢卷,从三方面制定了改进措施:
(1)提高终轧温度设定值至870 ℃。提高终轧温度设定,能保障实际生产的终轧温度控制在较高水平,避免出现较为严重的混晶,提高钢板的组织均匀性;
(2)优化热轧生产工艺,提高凸度控制水平,将凸度控制在60 μm以下,提高凸度命中率;
(3)降低卷取温度设定值至580 ℃,提高屈服强度。
实施效果
终轧温度设定值提高后,终轧温度最小值由819 ℃提升至830 ℃,卷取温度平均值由627 ℃降低至594 ℃,产品性能屈服强度和抗拉强度提高10 MPa左右,凸度命中率保持在80%左右。
通过钢卷开卷检查,改进后的Q235B钢卷未发现横折印缺陷。
结束语
(1)本钢Q235B横折印缺陷集中在厚度5.5~6.0 mm的钢卷,主要由热轧工艺控制不稳定造成,通过采取改进措施,提高组织均匀性和强度,横折印缺陷有所改善。
(2)在板形不良的问题中,除了浪形影响横折印缺陷外,凸度也是影响横折印缺陷的一个重要因素。
(3)凸度大的钢卷开卷时,轧制边向钢卷圆心方向弯曲,钢带横断面形成“U”形,横折印出现在钢板宽度中间的位置,轧制边没有横折印缺陷。