自动调节在VPSA制氧系统中的应用
2021-03-15李健,单毅
李 健,单 毅
(北京北大先锋科技有限公司,北京 100080)
0 引言
变压吸附制氧技术主要分为常压解吸变压吸附(pressure swing adsorption,PSA)制氧、真空解吸变压吸附(vacuum pressure swing adsorption,VPSA)制氧、真空解吸(vacuum swing adsorption,VSA)制氧三种。其中,尤以VPSA应用较为广泛[1-3]。近年来,随着工业的快速发展,对氧气的需求也与日俱增。经过不断改进与发展,变压吸附制氧技术凭借投资少、工期短、开停灵活、维护方便、单位能耗低等优势,迅速在冶金、化工、玻璃、造纸等行业推广,尤其在中小规模制氧过程中具有较大优势[4]。
变压吸附制氧一般采用罗茨风机作为动力设备。当环境温度发生变化时,会影响罗茨风机吸入气体的量,从而导致吸附压力出现较大波动,影响产品纯度、流量指标。本文根据北大先锋印度JSPL制氧项目中的设备配置以及操作方法,综合分析工艺流程,提出了产品气流量、纯度自动调节的实现方法,降低了因温度变化造成的纯度、流量波动。
1 工作原理与系统组成
1.1 VPSA制氧原理
空气中的主要成分氧气(21%)和氮气(78%)均具有四极矩,而氮气的四极矩(0.31Å)要比氧气的四极矩大得多。当增压空气通过锂基分子筛时,由于氮气在分子筛上的吸附能力比氧气大得多,因此被优先吸附。吸附能力较弱的氧气则穿过分子筛,在气相中获得富集,从而得到富氧产品气。当分子筛达到饱和吸附容量时,降低吸附塔内压力,使分子筛内被吸附的氮气得到解吸并通过真空泵排到大气中,完成分子筛的再生并进入下一个吸附循环中[5-6]。
由此可以看出,由于分子筛存在增压吸附以及真空解吸这两个步骤,单塔VPSA制氧系统的产氧过程是间断的。为了得到连续、稳定的产品气,在实际应用中一般采用多塔制氧工艺流程进行生产。而在多塔工艺中,两塔工艺凭借对分子筛利用率高、设备数量少以及操作简单等优势,成为常用的制氧工艺流程。另外,在需要更大产量的应用场合中,四塔工艺也得到了广泛应用、而早期的三塔及五塔工艺随着近年来分子筛、吸附塔及工艺流程的不断改进,已经逐步被市场淘汰[7-8]。
为了进一步降低能耗、提高氧气收率,除了增压吸附和真空解吸步骤外,VPSA制氧流程还增加了均压、清洗等步骤[9-11]。VPSA两塔制氧步骤如图1所示。

图1 VPSA两塔制氧步骤
当其中一个吸附塔处于吸附产氧状态时,另一个吸附塔完成真空解吸;两塔工艺步骤相互配合,工作状态轮流切换。通过编制好的程序控制阀门动作,即可完成系统的自动运行,使两塔周而复始交替工作。相比于单塔制氧工艺,该程序提高了系统的连续性和稳定性。
1.2 VPSA系统组成
北京北大先锋科技有限公司与印度京德勒钢铁(JSPL)陆续签订了4套产量6 000 Nm3/h,纯度90%的变压吸附制氧设备应用于高炉机前富氧。两塔VPSA制氧系统组成如图2所示。系统主要由动力系统、吸附系统、电气系统以及控制系统四部分组成。动力系统主要包括电动机、罗茨鼓风机以及罗茨真空泵。吸附系统主要包括吸附塔、分子筛、缓冲罐。电气系统主要包括高低压供配电设备。仪表系统则主要由就地及远传仪表、可编程逻辑控制器(programmable logic controller,PLC)、手动及程控阀门等组成。

图2 两塔VPSA制氧系统组成
罗茨鼓风机与真空泵通过工艺管道及程控阀门与吸附塔连接,分别用于完成对吸附塔的增压送气以及真空解吸。吸附塔内装填有锂基分子筛,以完成氮气及氧气的分离。分离后的产品氧气通过缓冲罐输送至用气点。罗茨鼓风机和真空泵通过电动机带动,由电气系统进行供电。设备运行过程中,PLC控制程控阀门完成吸附塔工艺步骤的转换,同时通过仪表监测系统的运行状态,对系统参数进行采集与保护。
2 温度变化对系统的影响
以两叶式罗茨机为例,其结构如图3所示。罗茨机主要由壳体、叶轮以及进/排气口等部分组成。

图3 罗茨机结构图
罗茨鼓风机及罗茨真空泵凭借其运行能耗低、占地小、流量稳定、维护方便等优势,被广泛应用在VPSA制氧系统中[12]。根据形状不同,叶轮又可分为两叶式和三叶式两种[13-14]。叶轮为两个呈“8”字形相互垂直的转子,通过墙板支撑在机壳内。当电机带动叶轮旋转,两个垂直布置的叶轮在转动过程中与墙板及机壳形成密封腔,不断将气体由进气口吸入,通过叶轮的挤压将气体加压从排气口排出。
由上述结构及工作原理可知,罗茨风机为容积式风机,每转动一周所输送的气体体积由其机械结构大小决定,如式(1)、式(2)所示。根据混合理想气体状态方程可知,当环境温度及压力不发生变化时,其每转动一周输送的气体物质的量也为定值。而当气体温度发生变化时,假设相同环境下大气压强不变,由于罗茨风机吸入气体的体积为固定值,则混合气体的摩尔数发生相应变化。当温度降低时,相同体积下气体物质的量升高;当温度升高时,相同体积下气体物质的量降低。
(1)
(2)
式中:pi为第i种气体压强;V为混合气体体积;T为气体温度;vi为第i种气体体积;P0为标准大气压1.013×105 Pa;T0为开氏温度273.16 K;Vm,0为标态体积22.4×10-3m3/mol。
在同一系统中,罗茨风机每周期内吸入的气体量随温度的变化而变化。由于吸附塔内分子筛数量及饱和吸附容量为定值,该变化会导致吸附压力及产品流量发生变化。同时,若气体数量超过分子筛的饱和吸附容量,则氮气会穿过床层进入氧气富集区,造成产品气的纯度下降。在印度JSPL制氧项目调试过程中发现,由于环境昼夜温差的影响,在没有人工干预的情况下,吸附压力以及产品气纯度、流量存在较大波动。初始纯度流量波动曲线如图4所示。产品气流量波动达到338 Nm3/h,纯度波动达到2.2%。在实际运行中,纯度及流量波动对高炉风机机前富氧的控制造成了一定影响。

图4 初始纯度流量波动曲线
3 压力及纯度自动调节
3.1 原理分析
为了解决上述问题,对设备纯度、产量人工调节的操作方法进行了分析。
如图2所示,A、B塔通过产氧开关阀后汇总至缓冲罐,缓冲罐出口以调节阀控制流量最终送至用气点。当需要对纯度进行调节时,通过改变送气调节阀的开度,控制吸附塔A、B的吸附压力。提高吸附压力,使分子筛对氮气的吸附性增强,可以提高产品氧气纯度;反之,增大开度,则可降低产品氧气浓度。
在两塔工艺中,A、B塔按照状态不同在一个循环中被分为若干步,每步对应一持续时间T。该时间T直接影响各功能的作用程度。通过增加吸附产氧步骤的时间,可提高吸附时长在周期中的比例及原料气输送量,增加产品气流量;而降低持续时间则可降低产量。另外,在调整产量的同时,时间T变化也会造成吸附压力的变化。因此,为了保证产品气纯度的稳定,应同时对产氧控制阀的开度进行调整。
当然,整套设备的产氧能力归根结底是由罗茨风机的进气量、分子筛的吸附能力及装填量所决定的。无论任何调整方法,都不能突破设备本身的产氧能力。在实际应用中,当用氧点所需的纯度、流量确定后,一般只需要对由于温度变化造成的波动进行修正即可。
3.2 实现方法
通过上述分析可知,为了解决由于环境温度变化造成的产品气纯度、流量波动问题,主要应对吸附塔内吸附压力及吸附产氧步骤时间T进行控制。而控制吸附压力则主要通过对产氧控制阀的开度控制来实现。为了完成上述操作,需要通过PLC控制程序分别完成吸附压力、氧气纯度,定时提取,并通过对执行条件的判断最终完成对步骤时间以及调节阀开度的调整。
在PLC控制程序中,对A、B吸附塔内最大工作压力、产品气纯度进行定时提取记录。若塔内实际吸附压力超过设定范围,则对吸附产氧时间T进行加减操作,以保证塔内吸附压力在系统工作最佳范围内,稳定产品气流量;若产品气纯度超出设定值,则对产氧调节阀开度进行加减操作,以保证产品气纯度的稳定。
3.3 应用效果
将纯度、流量自动调节功能投入运行后,对设备运行数据进行了统计分析如图5所示。
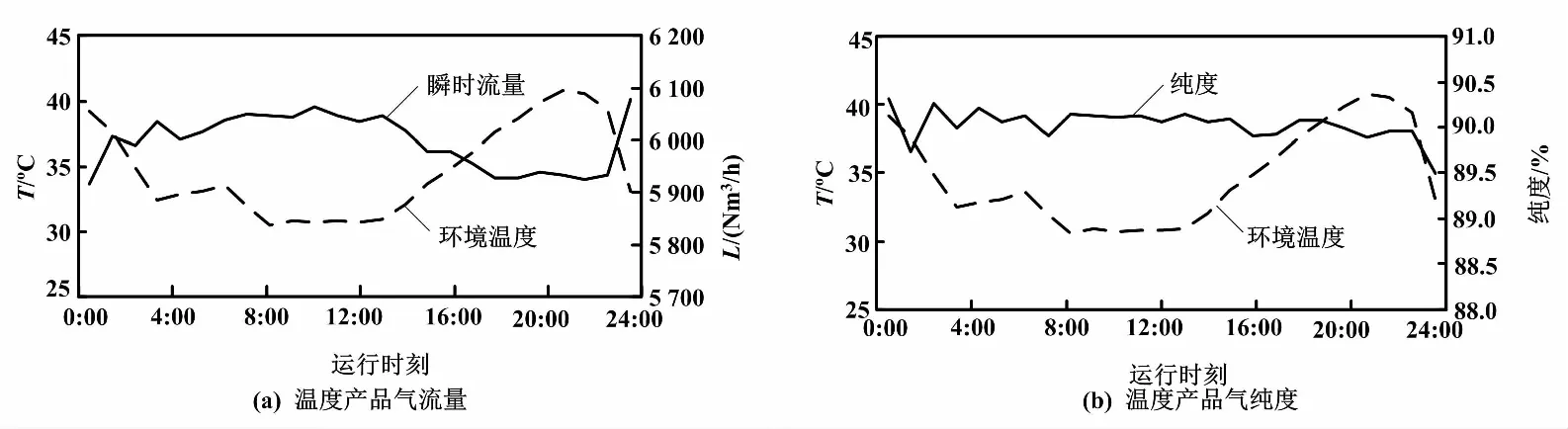
图5 自动调节纯度流量波动曲线
相同时段内,环境温度波动范围基本一致,与未投入自动调节功能相比,纯度、流量波动均有较大改善。自动调节投入前后数据对比如表1所示。纯度波动范围0.8%,降低约61%;流量波动范围162 Nm3/h,降低约52%;吸附压力波动范围2.5 kPa,降低约37%。另外,由于设备一直运行在优化参数下,产量得到提升,纯氧电耗也具有一定下降,表明该自动控制方案基本实现了设计目标。

表1 自动调节投入前后数据对比
4 结论
本文以北京北大先锋科技有限公司印度JSPL制氧项目为例,介绍了VPSA制氧系统的组成及工作原理;结合理论,对在项目调试过程出现的环境温度对系统的影响进行了分析;通过对项目现有工艺流程及操作方法的分析,提出了产品气纯度、流量自动调节方案,通过控制程序将其实现并投入到实际应用当中;对自动调节方案投入前后的运行参数及产品数据进行了总结。结果表明,本方案可以明显降低温度波动对产品气流量、纯度指标的影响,同时降低了纯氧单位电耗,为今后同类工程解决类似问题提供了思路及参考依据。
