贺西煤矿选煤厂中煤解离分选特性研究以及再选方案的确定
2021-03-12李栋
李 栋
(山西汾西矿业(集团)有限责任公司 贺西煤矿,山西 吕梁 033300)
我国炼焦煤的储量仅为2 758 亿t,占全国查明煤炭资源储量的27%。其中,气煤占13.75%、肥煤占3.53%、主焦煤占5.81%、瘦煤占4.01%。去除高灰、高硫、难洗选、不能用于炼焦的部分,优质的焦煤和肥煤资源更稀缺,占查明煤炭资源储量比例不足6%和3%。在《煤炭工业发展“十二五”规划》指出深入贯彻“四个革命、一个合作”能源发展战略思想,努力建设集约、安全、高效、绿色的现代煤炭工业体系,切实维护国家能源安全,是“十三五”时期煤炭行业肩负的重大历史使命。推进煤炭清洁生产牢固树立绿色发展理念,推行煤炭绿色开采,发展煤炭洗选加工,发展矿区循环经济,加强矿区生态大力发展高精度煤炭洗选加工,实现煤炭深度提质和分质分级。
贺西煤矿选煤厂设计入选能力为3.00 Mt/a,2011年4月1日开工建设,2012年6月28日竣工投产。入选贺西煤矿生产的3号、4号原煤,均为优质主焦煤,主导产品为12级冶炼焦精煤。采用无压给料三产品重介质旋流器为核心的分选设备及工艺,不脱泥不分级无压给料三产品重介旋流器+粗精煤分选+浮选的联合工艺流程。粗煤泥采用煤泥重介旋流器和TBS进行分选,浮选采用喷射式浮选机分选。浮选精煤采用沉降过滤离心机和快开压滤机联合脱水回收,浮选尾煤经浓缩机浓缩后,采用快开压滤机脱水回收。中煤煤量约占入洗原煤的10%左右,平均灰分39.00%~42.00%。年入选原煤240万t,中煤产量24.0万t。为了提高稀缺焦煤资源回收利用率,以贺西煤矿选煤厂选后中煤为研究对象,通过破碎解离及分选研究,确定中煤再选方案,从中煤中提取精煤,向二次资源要精品。既提高了稀缺资源的回收率,又促进了资源的合理利用。这是一种解决我国炼焦用煤资源短缺的有效途径。
1 试验方法
(1)对贺西选煤厂的重介中煤在中煤脱介筛前,按照横断面进行采样,采样时间按照每半小时采样一次,每次不少于25 kg,采样总重3 000 kg,获取具有代表性的中煤样品;
(2)对中煤的粒级组成、密度组成、灰分分布进行试验与分析,并对中煤的再选性进行评价;
(3)将煤样破碎解离到6 mm、3 mm、1 mm等不同粒级后,测试分选指标;
(4)对不同粒级中煤进行分选试验、测试,分析不同粒级中煤煤质状况;
(5)对中煤进行破碎解离试验,对不同的解离粒级进行密度组成、灰分分布测试与分析;
(6)探讨不同解离粒度条件下,从中煤中回收精煤的可能性,为从中煤中回收精煤、提高二次资源利用率提供基础数据;
(7)根据分选特性,研究中煤再选方案,计算经济利益。
2 中煤解离分选特性分析
2.1 中煤筛分特性
重介中煤筛分分析报告见表1,50~0.5 mm浮沉试验结果见表2。
从表1可以看出:小于0.5 mm煤泥含量为11.08%,50~13 mm粒级产率为31.28%,13~6 mm和6~3 mm粒级产率分别为24.81%和13.74%;各粒级灰分随着粒级的减小呈降低趋势,50~13 mm粒级灰分高达43.93%,1~0.5 mm粒级灰分为39.71%,小于0.5 mm煤泥的灰分43.18%。

表1 重介中煤筛分分析报告
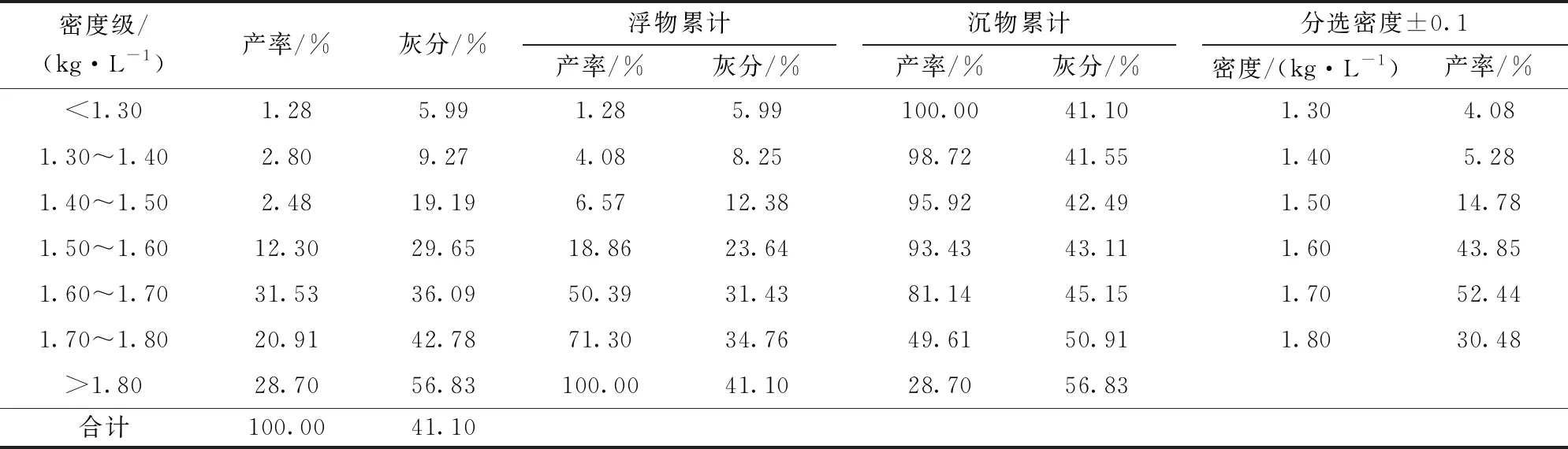
表2 50~0.5 mm浮沉试验综合
从表2可以看出:小于1.40 g/cm3密度级产率为4.08%,这是正常的试验夹杂现象。由于是中煤产品,因而中间密度级含量较高,如1.50~1.80 g/cm3密度级产率为64.74%,大于1.80 g/cm3产率为28.70%,产率相对来说较高,且灰分偏低,说明高密度级别中有部分连生体矿物的存在,夹带部分矸石混入了中煤中。
2.2 重介中煤解离后分选特性研究
2.2.1 重介中煤解离后粒度组成情况
取重介中煤煤样分别解离至6 mm、3 mm、1 mm,并对煤样进行筛分试验,结果见表3。

表3 重介中煤解离至6 mm、3 mm、1 mm筛分数据
2.2.2 重介中煤解离后密度组成情况
为了更准确了解重介中煤解离后的密度组成,将解离至6 mm、3 mm、1 mm的煤样,分别行浮沉试验,结果见表4、表5和表6。
从表4可以看出:小于1.30 g/cm3密度级产率1.99%,灰分为7.81%;1.30~1.40 g/cm3密度级产率6.32%,灰分为9.27%;大于1.80 g/cm3含量为31.54%,灰分为62.93%;1.50~1.80 g/cm3含量为52.76%。按照贺西煤矿选煤厂精煤指标要求灰分小于11%,用插值法计算得精煤产率为:
(11%-8.92%)×(15.70%-8.31%)÷(11.95-8.92)+8.31%=11.44%
从表5可以看出:小于1.30 g/cm3密度级产率1.83%,灰分为7.85%;1.30~1.40 g/cm3密度级产率8.20%,灰分为8.81%;大于1.80 g/cm3含量为37.76%,灰分为62.07%;按照贺西煤矿选煤厂精煤灰分指标要求小于11%,用插值法计算得精煤产率为:
(11%-10.87%)×(30.03%-16.45%)÷(17.08-10.87)+16.45%=16.73%

表4 重介中煤解离后6~0 mm浮沉试验综合

表5 3~0 mm浮沉实验综合

表6 1~0 mm浮沉实验综合
从表6可以看出:小于1.30 g/cm3密度级产率2.17%,灰分为7.15%;1.30~1.4 0g/cm3密度级产率9.07%,灰分为8.70%;大于1.80 g/cm3含量为35.51%,灰分为63.90%;1.50~1.80 g/cm3含量为47.34%。按照贺西煤矿选煤厂精煤灰分指标要求小于11%,用插值法计算得精煤产率为:
(11%-10.41%)×(31.86%-17.15%)÷(17.26-10.41)+17.15%=18.42%
2.2.3 中煤解离后煤泥含量分析
中煤解离后煤泥含量见表7。

表7 中煤解离后煤泥含量
按照以上对重介中煤解离后分选特性研究可以看出,解离至不同粒级时的煤泥含量(表7)为:6 mm粒级煤泥含量为28.07%,3 mm粒级煤泥含量为39.33%,1 mm粒级煤泥含量为42.83%,相比较煤泥含量增加,3 mm粒级煤泥含量比6 mm粒级煤泥含量增加11.26%,1 mm粒级煤泥含量比3 mm粒级煤泥含量增加3.50%。
按照选煤厂精煤灰分11.00%,解离后各粒度级综合浮沉表计算产率:6 mm粒级精煤产率为11.44%,3 mm粒级回收率为16.73%,1 mm粒级回收率为18.42%。解离至3 mm粒级比解离至6 mm粒级产率增加5.29%,解离至1 mm粒级比解离至3 mm粒级产率增加1.69%。
根据以上数据显示,解离至3 mm与1 mm粒级的煤泥含量及回收率相差不大,因此解离至1 mm粒级意义不大,目前看解离至6 mm与3 mm粒级,虽然煤泥量增加11.26%,但是回收率却相差了5.29%,因此解离至3 mm较为合算。
3 中煤再选方案比较分析
3.1 分选方法比较
3.1.1 采用跳汰分选
中煤解离至小于3 mm粒度级,粒度组成较细。末煤含量大,不利于床层的稳定,透筛情况比较严重,灰分值较低的末精煤不可避免的有相当部分混入中煤、矸石中,使得排矸不纯,降低了精煤产率,较难达到预期的分选效果。中煤再选的可选性等级属于难选煤,跳汰分选精度和数量效率低,对煤质变化的适应能力相对较差。
3.1.2 采用重介旋流器分选
重介质旋流器分选工艺对市场变化及原煤质量波动适应性强,生产灵活可调,分选精度高。
3.1.3 粗煤泥分选
(1)TBS干扰床,通过上升稳压水流和多段倾斜板的作用,加强煤泥与矸石的分层作用,从而达到良好的分选效果。该设备主要用来分选2.0~0.25 mm粗粒煤泥,当分选密度不大于1.70 kg/L时,其分选精度I值0.10~0.16,由于该设备对粗粒煤泥分选效果良好,在我国许多大型选煤厂得到普遍应用,运行效果良好。它具有分选精度高,分选密度控制简单,生产管理方便等优点。
(2)螺旋分选机,常用于选煤排矸,螺旋分选机分选粒度上限一般为1.5(1.0) mm,分选下限为0.1 mm,分选密度一般要求大于1.65 kg/L,适合于易选煤,当分选密度小于1.65 kg/L时很难操作,且分选精度较差,机械误差偏高,一般I值大于0.26。
(3)煤泥重介旋流器,小直径重介质旋流器可产生较高的离心系数,使粉煤颗粒受到的分选力远远大于其在重力场及大直径重介旋流器中受到的分选力,从而得到高效分选。工艺系统虽不太复杂,但对介质的粒度要求非常严格。在分选煤泥时,当入料压力和磁铁矿粒度控制不好时,不但对物料起不到分选作用,反而对磁铁矿粉起浓缩作用,引起磁选机入料浓度过高,恶化磁选机的工矿,降低磁选效率。
由于煤泥重介入料受分流量及悬浮液中煤泥量波动的影响,实际生产中存在煤泥重介旋流器入料不均衡的现象,造成生产系统调节和管理复杂。因此煤泥重介的分选密度无法有效控制,无法保证煤泥的分选精度。
3.2 方案确定
经过对各分选方法的对比,按照解离粒度3 mm进行中煤再选,中煤再选工艺宜采用:3~1 mm粒级采用重介质旋流器分选,1~0.5 mm粒级粗煤泥采用TBS粗煤泥分选机分选,小于0.5 mm级细煤泥浮选的选煤方法。
4 经济效益分析
按贺西煤矿选煤厂现有生产情况,生产中煤24 万t/a,中煤价格按照200元/t计算,年中煤销售可获经济效益为:24×200=4800(万元)。
若从中煤中回收精煤和中煤,精煤产率为16.73%,灰分为11.00%;中煤产率83.27%,按照质量恒等计算,中煤灰分47.67%(由于灰分升高按照动力煤价格为150元/t)。产品价格:精煤1 200元/t,中煤150元/t。
年经济效益为:24×16.73%×1200 +24×83.27%×150=7815.96(万元)。
按目前的加工费(包括材料、配件、职工薪酬、折旧等费用)为16元/t原料煤,则中煤再选年加工费:24×16=384(万元)。
中煤再选年新增效益:7815.96-4800-384=2631.96(万元)。
5 结 语
5.1 经济意义和社会效益十分明显
贺西煤矿选煤厂的煤种属低硫优质主焦煤,目前中煤全部用于燃料作为电煤使用,这无疑是对我国稀缺煤种的极大浪费,没有尽到有效保护稀缺资源的同时,也没有实现自身经济效益的最大化。因此,研究有效的分选方法和工艺,从炼焦煤选煤厂中煤产品中进一步回收质量合格的精煤产品,具有十分重要的经济意义和社会效益。
5.2 科研价值非常显著
关于洗选中煤的再选、从中煤中回收优质精煤的研究,国内外也很少尝试。因此研究如何从中煤中回收合格的精煤产品,提高资源利用率,具有十分重要的科研价值。
5.3 进一步研究结果
从中煤产品的利用现状出发,通过对中煤产品破碎后采用适当的方法进行再选,最终实现系统出两产品,即精煤和废弃物(灰分大于70%),实现最大限度提高精煤产率,在增加经济益的同时,做到稀缺资源的充分回收。