阀口袋焊接机组讲解(六)
2021-03-10王仁龙整理
王仁龙 整理
(上接《塑料包装》2020 年第六期)
17. 堆垛装置:
计算制成的阀口袋数量,将拟定数量的阀口袋堆在堆垛装置中。不同的袋垛边缘重叠成瓦状。
在目视显示屏上设定制袋速度与数量以及袋垛之间的距离。
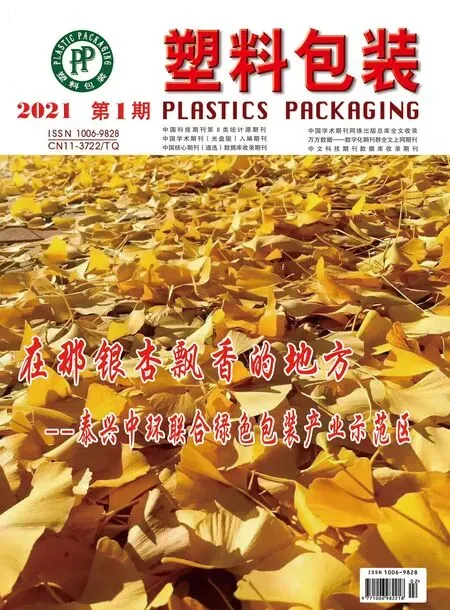
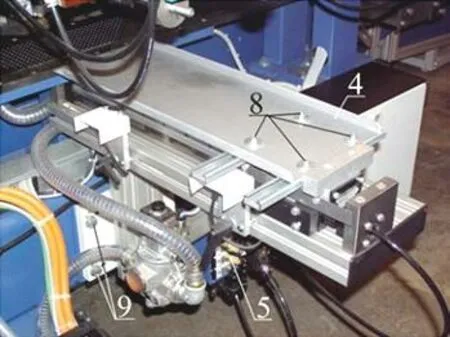
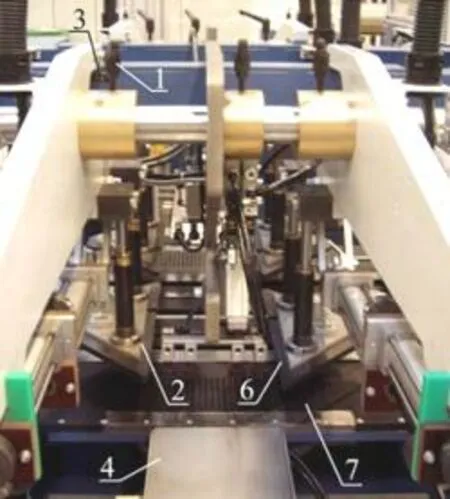
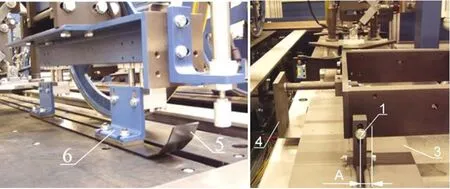
松开杠杆(2),使捕捉板(1)适合袋宽。然后再松开杠杆(2)。

必须在汽缸支架(3)和挡块之间的分接装置上设至少20 mm 的距离(A)。松开螺母(6),旋转气动缸(7)的轴(5),直到达到20 mm 的距离(A)为止。然后再将螺母(6)拧紧。
操作员侧和传动侧都要进行此项调节。
18. 袋底中心距调整:
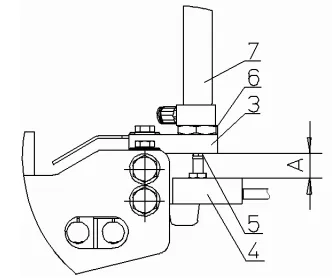
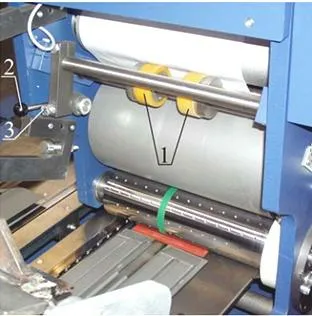
松开阀口条装置前的夹紧环(1)。
转动手轮(3),然后使用刻度(4)移动机器的整个传动侧。

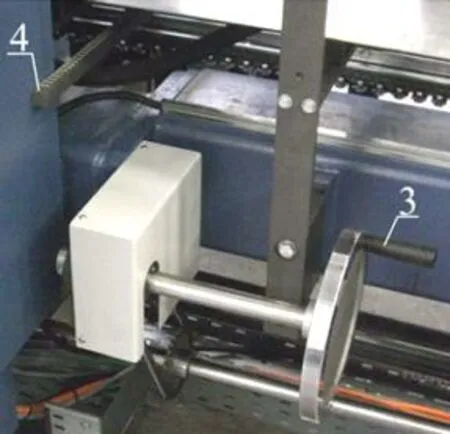
金属台板防止筒截面下垂,确保输送到机器中时无故障。根据袋底中心距选择最大可能的金属台板,然后将它装在支撑条(5)上。
台板宽度100 mm;台板宽度200 mm;最小阀口袋样式-无台板。
19. 底宽调节:
19.1 横切切断机:
可移动横切切断机来修改底宽。拧下横切切断机侧面的螺钉(1)。根据拟定底宽在刻度(3)上用手轮(2)调节袋子相对横向进料机(间歇进料区)的位置。重新拧紧螺钉(1)。

切换到较窄的底宽时,将导向板(4)向下倾斜弥合间隙。
19.2 用于弥合间隙的导向板:
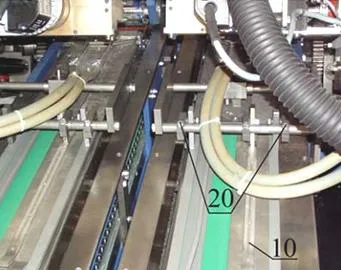
夹在圆棒上的角形导向板确保将筒截面从横切切断机无故障地运至机器中。
根据横切切断机(5)的位置(取决于底宽),上下倾斜1-3 导向板(4),用螺钉(6)将其夹紧。

为避免损坏导向板(4),再次向下倾斜导向板(4),然后将横切切断机(5)调到较窄的底宽。

19.3 开底站:
将一段编织布送入开底站。
按照打开滑动板表中的规定将滑动板(4)精确装在编织布截面中间。
将电磁阀(5)放在位置“1”使滑动板(4)移入。操作开关“Press. sect.”(43),降低冲压片(2)和(6)。松开夹紧杆(1)。根据底宽调节冲压片。将印刷冲压片(2)和(6)调节到距滑动板(4)3-5 mm。为此,可使用刻度(3)。
例如:如果底宽14 cm,将刻度值(参考值)设为14。
重新拧紧夹紧杆(1)。
将电磁阀(5)放在位置“0”使滑动板(4)移出。根据袋子规格用胶带盖住真空吸气台(7)。
19.3.1 调节吸袋杆:
用夹紧杆(10)使吸袋杆(11)位于印刷装置冲压片(2)与(6)之间的位置。
重新拧紧夹紧杆(10)。


拧下螺钉(12)后,借助刻度(13)和刻度尺(14)根据底宽调节吸袋杆。
用螺钉(12)固定调节后的位置。
使用尺寸小于160 mm 的滑动板时,须给吸杆装两个吸杯!
19.3.2 调节压紧杆
松开螺钉(15)。使压紧杆(16)位置尽可能靠近冲压片(2)。重新拧紧螺钉(15)。

19.4 热风焊接设备:
拧下螺钉(1),根据底宽装入合适的插件(2)中。重新固定螺钉(1)
打开暖风机。达到工作温度后,利用电磁阀将旋转滑阀置于焊接位置。
松开螺母(4)后,将位于保护罩下方侧面的风量调节器(3)设定在20-25 mbar。压力显示在压力指示器(5)上。然后重新拧紧螺母(4)。


利用电磁阀将旋转滑阀放回其初始位置。
19.5 折底站:
检查基本调节情况。
折叠带(4)之间的内部距离(B)在整个长度须与袋底拟定尺寸一致。调节时,松开手动旋钮(18)松开螺钉(19)和(20)。然后转动手动旋钮(17)调节折底站。


重新拧紧手动旋钮(18)和螺钉(19)、(20)。
根据底宽(2 种规格)装配金属导向板(10)。
20. 袋宽修改:
20.1 浮动工具:
20.1.1 拆移动工具:

拧下指旋螺钉(1)。旋出上部导辊(2)。切开上部导辊(2)区域的编织布筒(3),取出浮动工具(4)。装上合适的套筒(5),然后转动,根据筒宽调节浮动工具(4)。如果需要,还须装配延长件(6)。
轮子外缘=筒宽。
20.1.2 装配工具:
将工具(4)插入编织布筒。用胶带封闭编织布筒。重新旋入上部导辊(2),用指旋螺钉(1)将其固定。

21. 阀口条:
21.1 修改阀口条长度:
在目视显示屏上输入阀口条长度。打开安全门。

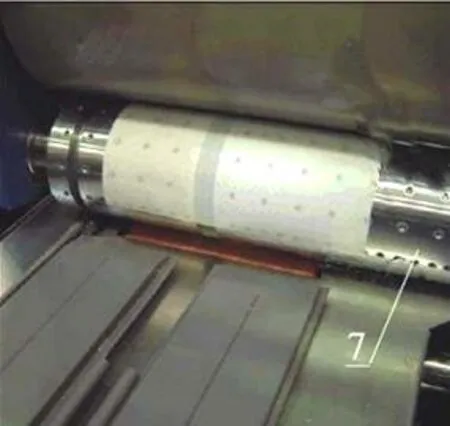
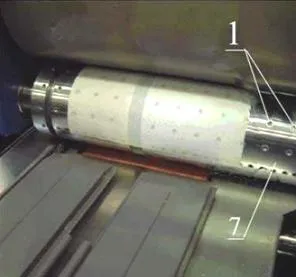
松开上部齿轮(1)上的螺钉(2),借助刻度(3)调节阀口条长度。重新拧紧螺钉(2)。在吸气/冷却缸(7)上,用无头螺钉M5X5 封闭阀口条前缘前方的两根吸条和阀口条后缘后方的两根吸条。
21.2 修改阀口条宽度:
如果换料,可利用杠杆(2)旋出压力轮(1)。侧移压力轮(1),根据相关阀口条宽度进行定位。
在吸气/冷却缸(7)上,用无头螺钉M5X5封闭阀口条外缘的横向吸条(1)。
21.3 阀口条定位:
21.3.1 搭接位置:
松开夹紧杆(8),移动旋钮(4),将扫描头定位在布边。如果需要,可在生产期间校正位置。

21.3.2 纵向定位:
在生产期间,松开夹紧杆(4)后可利用手轮(5)调节或校正阀口距阀口袋前缘位置。重新固定夹紧杆(4)。转一圈手轮(5)位移7 mm。

21.3.3 调节横向冲孔装置:
松开螺钉(4)。根据阀口长度定位冲孔装置(8)。重新固定螺钉(4)。
21.3.4 调节纵向冲孔装置:
用手轮(5)调节套准调节辊。位置显示在读数器(7)上。顺时针转动手轮(5)时,距横切切断机距离减小,孔靠近袋底中心距-套准调节辊(7)上移。逆时针转动手轮(5)时,距横切切断机距离增大,孔离开袋底中心距-套准调节辊(7)下移。

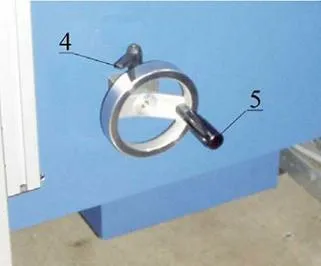
21.3.5 压力辊:
按下“Jog”按钮(47)传送一段阀口袋,直到它几乎达到压力辊为止。
松开压力辊的夹紧环(10)。

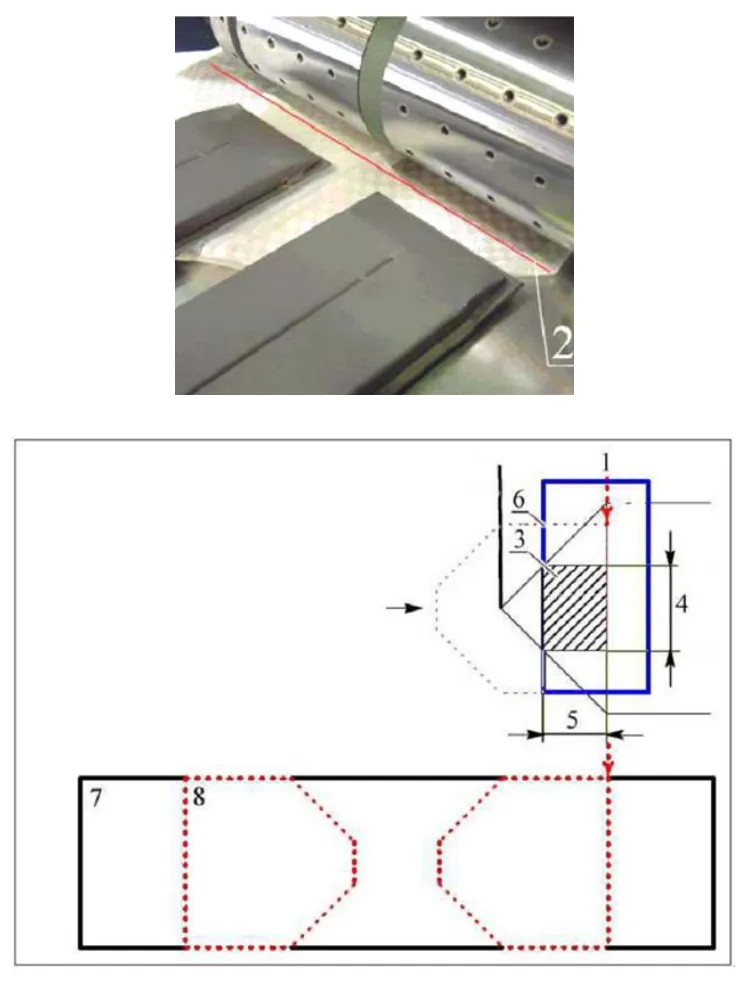
21.3.6 贴在前端的阀口条-压印辊表面斜边:
这种型式防止上折边(12)粘在袋体(10)上。按下“Jog”按钮(47)向前运送阀口袋,直到它达到图示位置为止。
用螺钉(11)顺时针旋转压力辊,直到压印面(1)斜边碰到筒截面(2)为止。重新拧紧夹紧环(10)。
检查下列筒截面的调节情况,根据需要反复调节。
焊接区(3)与喷嘴宽度(4)及焊接时间(5)对应。
喷嘴宽度=底宽。
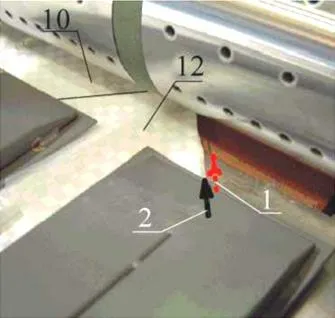
1.压印辊表面斜边;2.折叠筒截面斜边;3.焊接区;4.喷嘴宽度;5.焊接时间;6.阀口条;7.压力辊表面展开图;8.压印辊表面。
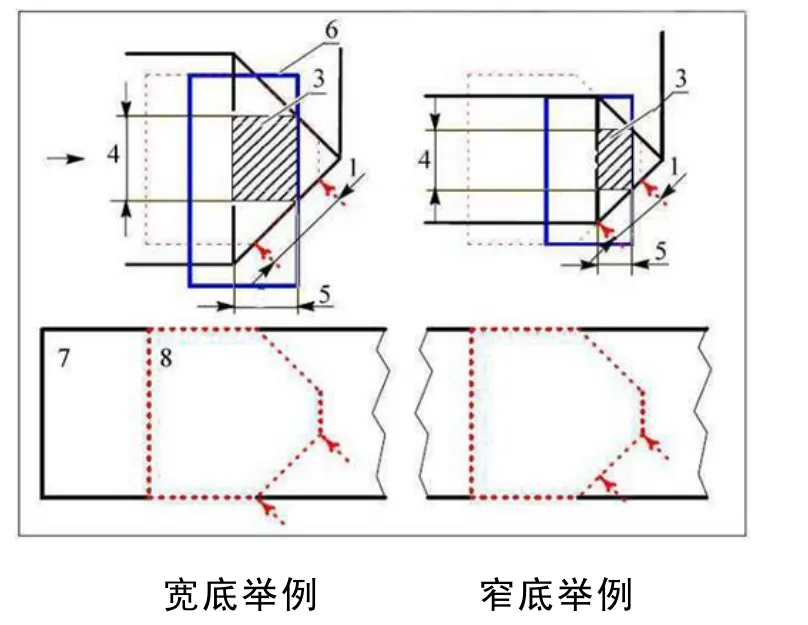
21.3.7 贴在前端阀口条-压印辊表面后边缘:
这种型式防止上折边(12)粘在袋体(10)上。按下“Jog”按钮(47)向前运送阀口袋,直到它达到图示位置为止。
用螺钉(11)顺时针旋转压力辊,直到压印面(1)后边缘碰到三角袋后边缘(2)为止。重新拧紧夹紧环(10)。
检查下列筒截面的调节情况,根据需要反复调节。
焊接区(3)与喷嘴宽度(4)及焊接时间(5)对应。
1.压印辊表面后边缘;2.三角袋后边缘;3.焊接区;4.喷嘴宽度;5.焊接时间;6.阀口条;7.压力辊表面展开图;8.压印辊表面。
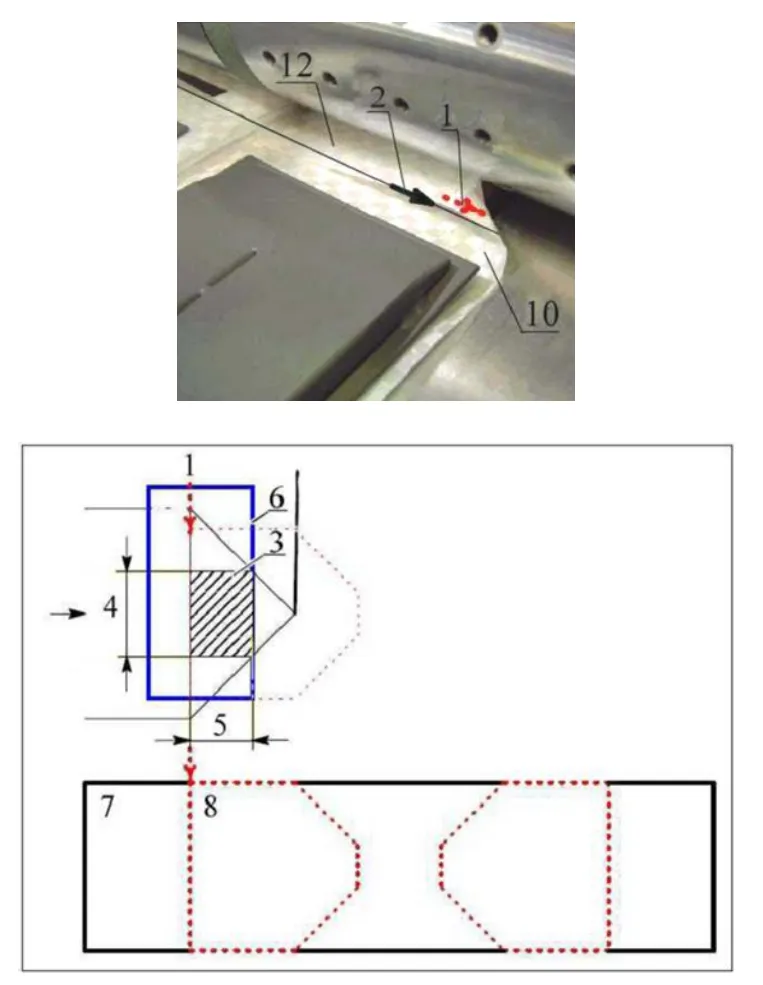
21.3.8 贴在后端阀口条-压印辊表面后边缘:
按下“Jog”按钮(47)向前运送阀口袋,直到它达到图示位置为止。
用螺钉(11)顺时针旋转压力辊,直到压印面(1)后边缘碰到三角袋后边缘(2)为止。重新拧紧夹紧环(10)。检查下列筒截面的调节情况,根据需要反复调节。焊接区(3)与喷嘴宽度(4)及焊接时间(5)对应。
1.压印辊表面后边缘;2.三角袋后边缘;3.焊接区;4.喷嘴宽度;5.焊接时间;6.阀口条;7.压力辊表面展开图;8.压印辊表面。
22. 盖贴片-传动侧和操作员侧:
22.1 修改盖贴片长度:
在目视显示屏上输入盖贴片长度。打开安全门。松开上部齿轮(6)的螺钉(2),借助刻度(3)调节贴片长度。重新拧紧螺钉(2)。

在封闭吸气/冷却缸(7)上,用无头螺钉M5X5封闭阀口条前缘前方的两根吸条和阀口条后缘后方的两根吸条。

22.2 修改阀口条宽度:
如果换料,可利用杠杆(2)旋出压力轮(1)。
侧移压力轮(1),根据相关盖贴片宽度进行定位。

在吸气/冷却缸(7)上,用无头螺钉M5X5封闭贴片外缘的横向吸条(1)。

22.3 相对袋底定位阀口条:
22.3.1 横向位置:
松开夹紧杆(3),根据旋钮(5)的刻度调节旋钮(5)。用夹紧杆(3)固定调节后的位置。刻度上指示的值与贴片宽度一致。

22.3.2 纵向位置:
松开齿轮(7)的螺钉(8),借助刻度(9)调节贴片与阀口袋前缘之间的距离。重新拧紧螺钉(8)。

生产期间,松开夹紧杆(4)后,可用手轮(5)调节贴片与阀口袋前缘之间的距离。重新拧紧夹紧杆(4)。
22.3.3 压力辊:
压力辊配有槽口,防止阀口在焊接盖贴片期间堵塞。
1)操作员侧的调节:
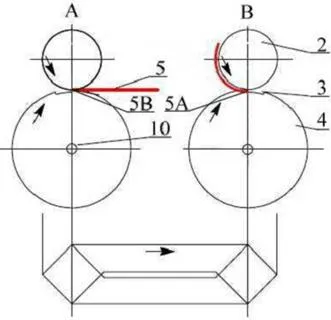
调节压力辊(4)与盖贴片边缘的相对位置。为此,要考虑阀口条在阀口袋上的位置-阀口条是在前端(A)还是阀口条在后端(B)!。
按下按钮“Patch adjust”(64)。按下“Jog”按钮(62)在吸气/冷却缸上移动阀口条。用两手操作微动,直到阀口条前缘(5A)(阀口插在前端)或阀口条后缘(5B)(阀口插在后端)位于吸气/冷却缸(2)正下方为止。松开压力辊的夹紧环(11)。用螺钉(10)顺时针转动压力辊,直到压力辊槽口(3)位置正确为止。重新拧紧夹紧环(11)。

2)传动侧调节:
如果压力缸具有连续的圆柱形状,则无需调节传动侧压力辊。
23. 用预折叠带35 减小袋底中心距:
将袋底中心距减小至最大为350 mm。
23.1 开底站:
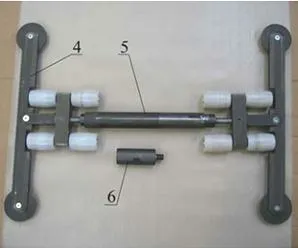
将预折叠带35(5)装在支座(6)上。将支座(4)装在开底站后面。
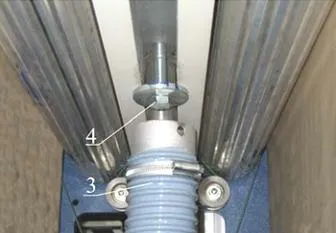
23.2 传送:
用螺钉(1)将金属预热板(2)和金属导向板(3)装在内螺纹上(向内20 mm[A])