全蓄热式铝合金熔铝炉
2021-03-08隋永丰向德宇
高 峰,秦 龙,隋永丰,姜 臻,向德宇
(辽宁忠旺机械设备制造有限公司,辽宁 辽阳 111003)
近年来,随着我国大规模的基建投资和工业化进程的快速推进,铝型材已成为建筑领域和工业领域里重要的应用材料,其全行业消费水平的迅猛增长,促使了国内铝加工企业纷纷扩大生产规模,同时,也促进了铝合金熔炼炉行业的发展,大型化、高效化铝合金熔炼炉已成为今后发展的必然趋势。为增大生产效率,各个生产基地大量建设电解铝产业,与此同时,配套熔铝炉要求也逐步提高[1]。
1 铝合金的熔炼特性
铝合金的熔炼具有消耗热量多、易氧化、易吸氢、容易吸收杂质金属等特性。同等条件下之所以熔化铝要比要比铁、铜等消耗的热量多,是由于铝的熔化潜热过大,比热大,黑度小,对热的反射强。

表1 铁、铜、铝的热特性比较
熔融状态下的铝合金极易氧化,生成Al2O3。在熔体表面形成的氧化铝薄膜虽然有保护作用,能够防止铝熔体的进一步氧化,但一旦被破坏,氧化膜进入熔体内便很难除去。它悬浮在熔体里,随熔体进入铸锭中,给加工材料品质带来不利影响。更为严重的是,铝的氧化物是各种气体的良好载体,它的存在会使铝熔体大量吸氢。因此,尽可能减少氧化是铝合金熔炼过程中的一个重要问题。
铝合金固体炉料在炉内加热熔化则所需要大量的热量,该热量则全部由熔化炉的热源供给。目前,我国大部分铝合金型材、板材等生产厂家大多采用火焰炉进行熔炼,采用天然气作为燃料,传热方式也根据炉型的不同或者以辐射传热为主,或者以对流传热为主。
2 熔铝炉性能影响因素
铝合金在熔化过程中如果熔化速度太慢,铝料在炉内停留时间过长,尤其在较高的熔炼温度下,大量的非自发晶核活性衰退,容易引起铸锭晶粒粗大缺陷,同时也増加了熔体吸气和氧化倾向,使熔体中非金属夹杂和含气量增加,不利于铝合金熔炼和熔体的质量。而炉料的快速熔化可以有效缩短熔化时间,对提高生产率和质量都是有利的;加热温度越高,熔化速度越快,同时也会使金属与炉气、炉衬等相互作用的有害时间缩短,但另一方面,过高的温度容易发生过热现象,特别在用火焰反射炉加热时,火焰直接接触炉料以强热加于熔融或半熔融状态的金属,使熔体过热,铝料与炉气、炉衬等相互作用的反应加快,造成金属损失及熔体质量的降低。因此,在铝熔炼过程中,在防止熔体过热的前提下,应尽可能加速熔化,缩短熔炼时间[2]。
目前我国行业内使用的熔炼技术均为蓄热式燃烧火焰熔化炉,该技术的核心在于燃烧系统的控制与运用,熔化效率和吨铝能耗是衡量一个熔化炉好坏的关键指标。由于铝的金属黑度小,接收辐射传热能力较弱,为了最大限度的节约能源,应尽可能强化对流传热能力、提高火焰对铝金属的对流效果,及采用“冲击熔化”的方式。一方面优先选择高出口速度并具有一定火焰长度的燃烧器以提高对流换热能力,同时加大安装倾角,强制火焰对铝料形成冲击作用,使火焰延铝液表面流动,并采用适宜的烟道位置以延长高温烟气在炉内的停留时间;另一方面应尽量回收烟气余热,以预热助燃空气,从而提高火焰的理论燃烧温度。尽管火焰冲击有可能是铝料表面出现局部过热的现象,但强化传热大大缩短了铝料的熔化时间,铝料的总烧损反而会略有减小。因此中、高速烧嘴及换热器已成为熔铝炉的标准燃烧配置。

图1 蓄热式燃烧技术示意图
传统的燃烧技术为了保证燃烧时炉内压力波动趋于平稳,所以在熔化炉本体上设有辅助排烟,其功能是将炉内15%~20%的燃烧后的烟气排出。该功能的设立是基于炉内的烟气不能全部被蓄热式燃烧器排出的条件下。那么如果蓄热式燃烧器有足够的能力把烟气排出的情况下还需要辅助排烟吗?这样将不会损失15%~20%烟气带走的热量,那么炉子本身的熔化效率是不是也会提高呢?我们带着疑问开发了我们新一代的产品,全蓄热式熔铝炉。
3 结构及工艺
熔铝炉通俗来说就是承载铝合金固体废料、重熔铝锭和电解铝液的容器,通过蓄热式燃烧器将固态铝锭熔化、保温,并添加不同合金来调配不同牌号的铝合金。
炉体结构如下图2所示。每台熔炼炉布置2套蓄热式燃烧器,每套燃烧器包含1个蓄热箱和1个烧嘴头,蓄热箱内部放置刚玉质小球作为蓄热介质。2套燃烧器交替切换使用,当一套烧嘴燃烧时,烟气通过另外一套烧嘴排出,烟气排出过程中加热装在蓄热箱的蓄热介质。在周期切换后,常温助燃空气流经高温的蓄热介质时被加热,从而获得极高的热风温度。蓄热式烧嘴排烟温度≤180℃。烧嘴的切换由设定的时间和蓄热箱出口的烟气温度两因素决定,并通过PLC系统自动控制。实现完全蓄热燃烧,更加节能。

图2 炉体结构图
炉门采用全尺寸大炉门结构,分段式炉门结,将炉门分成小宽度炉门(见图3),采用紧固件拼装形成一个刚性整体,减少了因冷热变化引起的累计膨胀变形量,避免了炉门变形,保证炉门密封良好,炉门及附近材料和元器件的寿命大大延长。

图3 炉门结构图
抬包倾翻系统为L型焊接框架结构(见图4),框架结构一侧与地面基础铰接相连,倾动油缸的一端连接在平台基础上,另一端连接在框架结构的中间位置,倾动油缸顶出,则平台回转上倾,台包中铝液流出,倾动油缸缩回,则平台回转下倾。抬包与倾翻平台之间不需要固定机构,仅需要将抬包通过天车移放到平台上,由于框架结构竖直部分设计有V字形定位挡块,故倾翻时抬包会自动靠重力定位,但抬包上需设计有相应的定位挡块,用于天车平移时将该抬包上的定位挡块靠近平台上的定位挡块,以确保抬包出铝口对准炉体注铝口[3]。

图4 抬包倾翻系统
熔炼炉内衬的耐火材料采用多层结构设计,其材料主要为不沾铝型浇注料、防渗透型浇注料、轻质保温型浇注料以及保温砖和硅酸铝纤维。
对于炉底以及下部侧墙与铝液接触的部位,最里层作为工作层则采用高体密、高强度且不沾铝的浇注料;下一层为防渗层需采用具备防渗作用的浇注料,当铝液与浇注料发生渗透反应时浇注料内添加的红柱石和超微细粉等会也铝液发生反应生形成紧密堆积物,快速填充浇注料的气孔和空隙,从而防止铝液的二次渗透;最外层则为保温层,采用热导率较低的保温砖和硅酸铝纤维板。
上部侧墙则采用高强度耐火浇注料+保温砖及硅酸铝纤维板。
炉顶需采用高强度耐火浇注料+硅酸铝纤维+轻质保温浇注料,炉顶为整体吊挂式结构,不宜采用砖铺形势。

图5 燃气原理图
良好的炉衬结构设计是决定熔化炉成败的关键之一,好的炉衬结构能够提高炉子本身的使用寿命,有效的防止漏铝的风险。此外,同样加强了炉体的保温性能,防止炉内的热量损失。据统计,铝合金熔化炉炉墙表面的热损失达到了18.88%(老数据,但值得参考)。
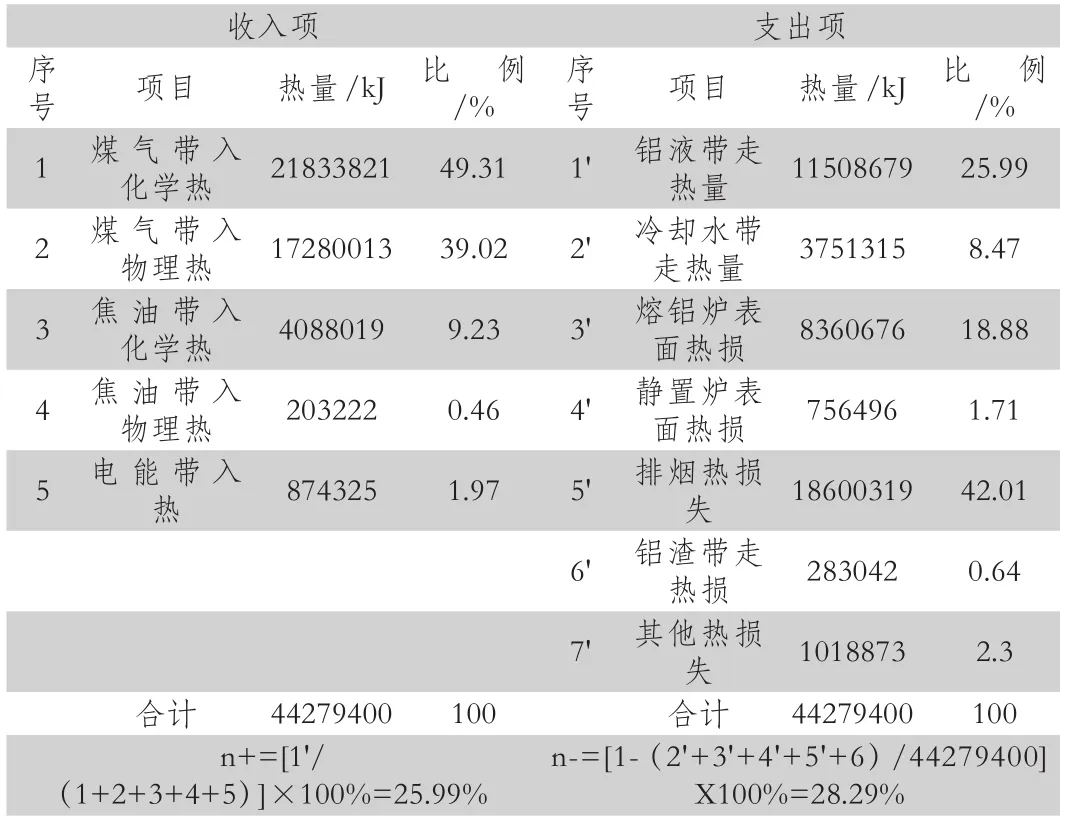
表2 某铝材厂熔铝炉热平衡测试结果
4 烧嘴及燃气管路设计
为了降低能耗,本套系统采用的是全蓄热式燃烧模式,传统的蓄热式燃烧方式是带有辅助排烟管道的,有20%的炉内高温烟气(≥900℃)是从辅助排烟管道直接排放的,这不仅造成了能源的消耗,也对后续的除尘系统的滤袋也有了较高的要求。本套系统的设计是将辅助排烟管道取消,将全部的烟气都通过蓄热介质排放,排放的烟气温度≤200℃。将使设备更加节能,吨铝能耗更低,降低高温对除尘滤袋的影响[4]。
在启动烧嘴时,系统首先检测各参数(如燃气压力、助燃风压力等)是否符合点火的条件。如满足则系统自动执行对炉内进行吹扫作业,以吹出炉内的残余气体。如果不能满足吹扫或检漏条件,则系统报警停止烧嘴运行。故障排除并复位后重新开始吹扫。吹扫完成后,可进行点火作业。
每一熔次的各个阶段对烧嘴的热力要求都不一样,为了满足这一要求,烧嘴控制系统在20%~100%燃烧范围内调节烧嘴的供热能力。在此范围内,燃气/空气比率得到精确的控制。在炉内需要大热量阶段,烧嘴满负荷交替燃烧;当金属或炉膛温度达到设定值时,PLC会根据炉子的热力需求逐步降低烧嘴输出功率;在铝液转炉前的保温阶段,供热能力要求很低,此时将烧嘴控制在低开度状态。当实际温度开始下降,低于设定值时,PLC自动增加烧嘴输出功率,使实际温度达到设定值。当炉门开启时,烧嘴自动转入最小火焰燃烧状态或关闭状态[5-7]。
5 熔化率和吨铝消耗测试结果
设备投产使用后我们对设备进行了数据检测,检测结果如下表3。

表3 实测数据
以上数据来源于我集团营口忠旺40t蓄热式熔炼炉,其设计熔化率为8t/h,吨铝消耗为52m3/t。
检测结果显示经改进后的全蓄热式熔炼炉不论是在熔化率上有所提高,在吨铝燃气消耗上也有明显降低。以40t蓄热式熔铝炉为例,传统蓄热式燃烧,吨铝天然气耗量约为:≤55m3/t(成品);而全蓄热(100%)燃烧,经实践证明,吨铝天然气耗量可降为50m3/t(成品)以下。
6 结论
铝合金熔炼炉的全蓄热式燃烧是可以实现的,并且其熔化效率和能耗都会有所降低。
