上升气泡内气溶胶沉降机理研究
2021-03-06马钎朝周艳民李应治谷海峰孙中宁李伊辰
马钎朝,周艳民,李应治,谷海峰,孙中宁,李伊辰
(哈尔滨工程大学 核安全与仿真技术国防重点学科实验室,黑龙江 哈尔滨 150001)
气溶胶池式过滤是反应堆严重事故进程中涉及的重要物理现象。如在反应堆失水事故的堆芯再淹没阶段,熔毁的燃料元件会释放大量放射性气溶胶,这些气溶胶会随沸腾气泡进入上部气空间,其中部分气溶胶在气泡上升过程中被滞留在液相中;在蒸汽发生器发生传热管破裂事故时,一回路冷却剂进入二回路的同时发生闪蒸,并以蒸汽泡的形式穿过二次侧冷却水,在蒸汽泡上浮的过程中,蒸汽泡中携带的放射性气溶胶会部分滞留在液相中。因此,研究气溶胶在液相中的滞留特性对预测事故后期安全壳内的源项浓度水平至关重要[1-2]。
关于气溶胶在气泡内沉降特性的定量描述最早是由Fuchs[3]提出的,Fuchs将气溶胶近似为连续相,气泡形状为球形,采用欧拉法描述气泡内的气溶胶在重力沉降、惯性分离和布朗扩散3种机制作用下的浓度变化。Ghiaasiaan等[4-5]证明了此方法描述气泡内气溶胶沉降规律的准确性。在此基础上,国外学者为了对严重事故条件下放射性气溶胶的沉降特性进行分析设计了SPARC-90程序,并应用于MELCOR[6]中。此模型针对单气泡内气溶胶的沉降特性建立了更准确的椭球型气泡模型,采用欧拉法并考虑离心沉降机制、重力沉降机制以及布朗扩散沉降机制来描述气溶胶的沉降过程,是目前常用的源项分析程序。
与此同时,为验证理论模型的正确性,气溶胶池式过滤去除裂变产物特性的实验研究起始于20世纪80年代,如ACE实验、EPRI实验、EPSI实验、GE实验、JAERI实验、POSEIDON-Ⅰ和POSEIDON-Ⅱ实验等[7-15]。这些实验主要研究了气溶胶尺寸、液位高度、蒸汽份额等因素对气溶胶沉降效率的影响,获得了气溶胶沉降效率随液位、流量等参数变化的一般性规律。但由于测量技术和实验装置的限制,实验采用的气体流量较大,使得气体以射流或不均匀气泡群的形式上浮,实验结果对机理模型验证存在一定的局限性。
本文拟设计搭建一套机理实验装置,在常温常压条件下对单气泡形态和气泡中气溶胶的沉降效率进行测量。通过对比气泡动力学和沉降效率之间的变化规律来探究两者之间的内在联系,并基于实验结果验证MELCOR中气溶胶沉降模型的准确性。
1 实验
1.1 实验装置
池式条件下气溶胶过滤性能研究的实验装置原理图示于图1。实验装置主要包括水箱、扫描电迁移粒径谱仪(SMPS)、气溶胶发生装置、氮气罐、气溶胶混合腔室、补气室和流量计。其中,水箱为有机玻璃板制作的长方形箱体(70 mm×70 mm×1 000 mm),通过在水箱中加入去离子水来模拟池式条件。水箱顶盖采用锥形设计以减少气溶胶的损失并提高气溶胶取样效率。在水箱底部底板上安装有针孔用于稳定地产生离散气泡。进出口气溶胶浓度利用TSI扫描电迁移粒径谱仪测量。具体实验参数列于表1。

图1 实验装置简图Fig.1 Schematic diagram of experimental system
实验过程主要包括气溶胶配送、入口浓度测量和出口浓度测量。首先利用气溶胶发生装置产生粒径为10~600 nm的气溶胶并将其注入气溶胶混合腔室,然后向混合腔室注入高压氮气构造出稳定的高压气溶胶环境,混合腔室装有与水箱下部喷嘴相连的配送回路,冲压后的气溶胶混合腔室能为实验提供稳定流量的气溶胶。实验中的气体流量范围为0.01~0.35 L/min,由于实验所需气体流量较小,为减少气溶胶在混合腔室到水箱的配送回路中的损失,设置了旁通回路。提高配送回路流量并使多余的气体从旁通回路流出,利用旁通回路调节主回路流量。由于配送回路中的气体流量不能同时满足水箱内气体鼓泡以及入口浓度测量的需求,所以在混合腔室外另装有1个用于测量入口气溶胶浓度的测量回路,并设置有与配送回路相同的结构,以保证测量的气溶胶浓度等于进入水箱中的气溶胶浓度。在出口处为满足测量仪器需求,设置了补气气室为出口浓度测量进行补气,并通过热式质量流量计测量补气流量,以此获得测量浓度与真实浓度之间的稀释比例关系,得到真实的出口浓度。根据进出口气溶胶浓度及粒径分布即可得到某一尺寸气溶胶的沉降效率,通过加和即可得到总沉降效率。
表1 实验参数Table 1 Experiment parameter
1.2 实验数据处理方法
气溶胶沉降效率(η)主要通过水箱进出口气溶胶浓度及粒径分布进行计算,计算公式如下:
(1)
式中:m为气溶胶质量浓度,mg/cm3;K为稀释倍数;下标1表示过滤前的气溶胶,2表示水箱上部气空间测到的气溶胶,3表示本底气溶胶,i表示某一粒径尺寸。
在实验前需要得到稀释倍数K的准确数值,再结合实验中得到的进出口气溶胶浓度,利用式(1)计算得到当前工况下的气溶胶沉降效率。实验中,注射气体流量需要在0.01~0.35 L/min范围内进行选取,以保证气体以单气泡的形式进入液相,所以在实验设定的流量范围内取值并进行计算,得到如图2所示的稀释倍数K的变化,可根据实验中的实际注气流量来选取该工况所需的稀释倍数K。
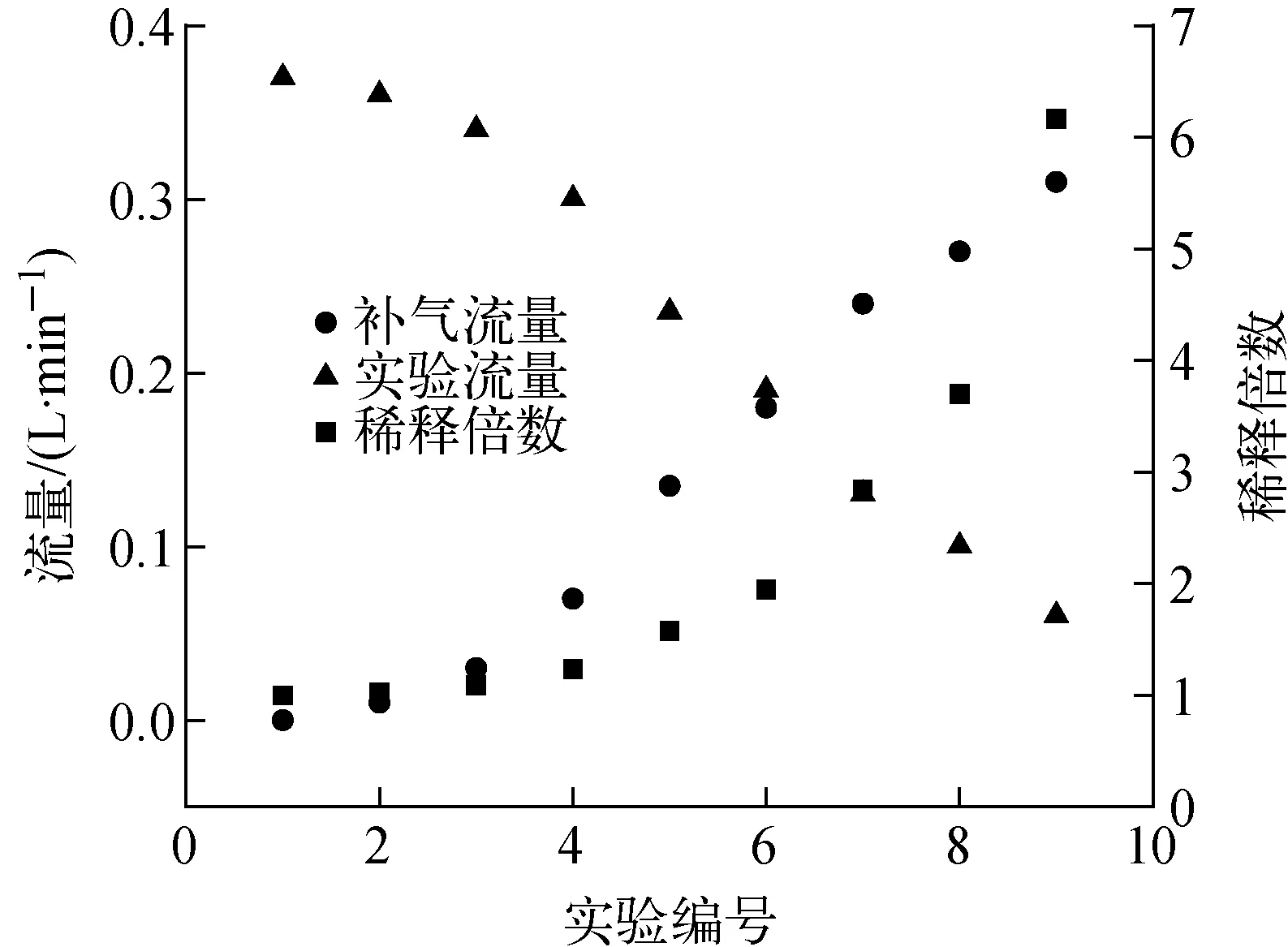
图2 稀释倍数取值Fig.2 Determination of dilution ratio
气泡尺寸、形变比等是影响气溶胶沉降效率的关键参数,实验中采用可视化图像处理方法获取气泡信息。图像基础处理过程主要包括背景选取、背景去除、图像二值化处理等,通过识别气泡的边界范围进行下一步处理。

图3 气泡体积计算示意图Fig.3 Schematic diagram of bubble volume calculation
气泡体积的计算过程如图3所示,将气泡视为轴对称图形,并将图形在纵坐标上从最底端的像素yb到最顶端的像素yt进行等长度切分,每一块都可视作高度为ΔL、半径为rk的圆柱体。所以体积V的计算公式为:
(2)
根据气泡体积即可计算得到气泡的等效球体直径d,即:
(3)
2 结果与讨论
2.1 气溶胶浓度稳定性测试
由于气溶胶在管道壁面和调节阀门内部损失的不确定性,需考虑在整个实验回路中的气溶胶粒径分布、总数量浓度的稳定性以及实验的可重复性,因此在进行效率研究前首先测试了上游气溶胶粒径分布及总数量浓度的稳定性,测量结果如图4所示。4组取样测量时间分别为氮气充气结束后的5、10、20、30 min。可发现,由于在入口管道设置了旁通回路,主控阀门的开度可足够大,使得气溶胶在阀门内部的损失降到最低,加上回路管道都采用不锈钢管道且长度较小,减少了气溶胶在管壁上的损失,所以气溶胶的粒径分布及总数量浓度均匀稳定,可认为在实验条件下进口气溶胶粒径分布及总数量浓度基本保持不变。
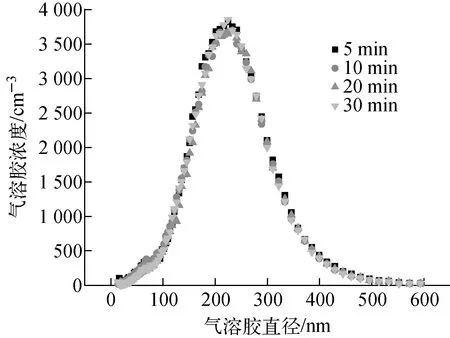
图4 入口气溶胶粒径分布Fig.4 Inlet aerosol size distribution
2.2 本底气溶胶影响研究
为减少液池表面气泡破碎产生的夹带液滴对测量结果的影响,实验中进一步在无气溶胶配送条件下对出口本底进行了测量,得到的本底气溶胶浓度随气体流量变化的关系如图5所示。可发现,气体流量越大,由于液膜破碎产生的液滴越多,测到的气溶胶浓度也越大,而在较小流量时测到的液滴数目较少。本实验中各工况条件下测得的液滴浓度均低于22 cm-3,与入口气溶胶浓度(约105cm-3)相比可忽略其对测量结果的影响。
2.3 气泡尺寸对效率的影响
常温常压条件下,保证液位高度为1 m,调节载气流量在0.01~0.35 L/min区间变化,研究气溶胶沉降效率随气泡尺寸的变化规律。气泡尺寸与相应的气溶胶沉降效率随气体流量的变化如图6所示。结果表明,气溶胶沉降效率对气泡等效直径的变化十分敏感并呈现相反的变化规律,随着气体流量的增加,气泡直径先在3 mm左右波动变化,然后在流量为0.13 L/min左右时出现突增,直径增至5.6 mm时趋于稳定。气溶胶沉降效率的稳定区域和突变区域与气泡尺寸的变化位置基本一致,这证明气溶胶沉降效率与气泡尺寸有较强的关联性。

图5 本底气溶胶浓度Fig.5 Background aerosol concentration
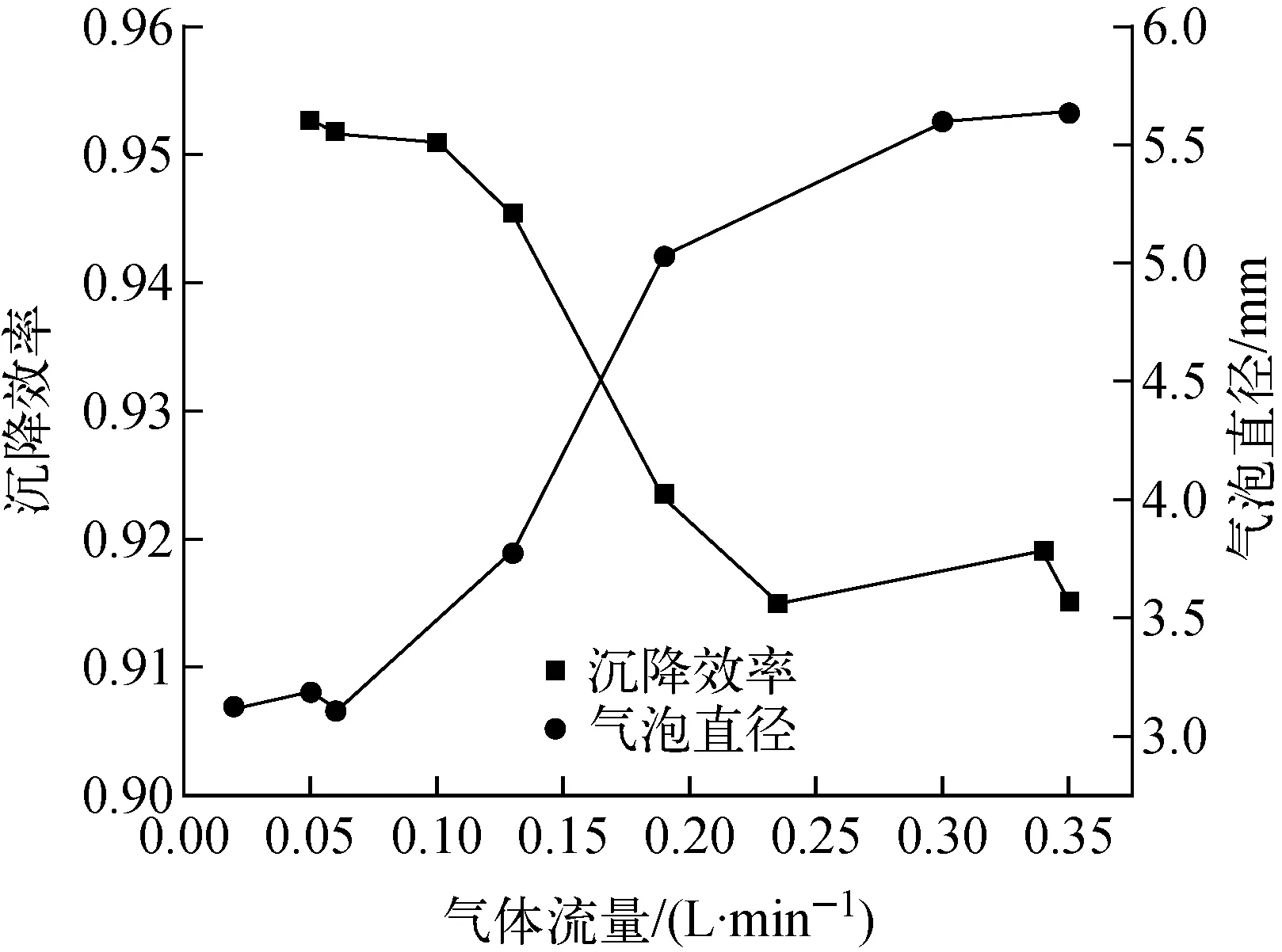
图6 气溶胶沉降效率与气泡尺寸随气体流量的变化(TiO2)Fig.6 Aerosol deposition efficiency and bubble size with gas flow rate (TiO2)
从受力的角度来分析气泡尺寸变化情况,气泡尺寸是多种力联合作用的结果,包括浮力、表面张力、曳力、惯性力等。流量小时气体速度较低,惯性力较小,所以气泡尺寸主要受表面张力控制,而受气体流量的影响较小,所以气泡尺寸并未随流量改变而发生较大的变化;当流量增加到一定值,气泡尺寸受惯性力影响的权重会增加,气泡尺寸会随流量增加而明显增加;而随着流量的继续增加,气体会以气泡群的形式出现,此时气泡脱离频率增加较快,这影响了气泡尺寸的继续增加,流量增加的影响主要表现在孔口处产生的气泡数量增加。而气泡尺寸的变化又会在两方面对气溶胶的沉降过程产生影响:一是由于气泡尺寸改变造成的上升速度改变,这会影响气泡内的自循环流场,进而改变气溶胶的离心沉降速度;二是气泡尺寸的改变使得气溶胶需要更多的时间才能迁移到气液界面处。根据气溶胶沉降效率的计算理论,气溶胶的沉降效率主要受气溶胶沉降速度及气泡尺寸的影响,气泡尺寸增加,气溶胶的迁移空间就随之减少,所以其沉降效率会减小,实验测量结果中气溶胶沉降效率与气泡尺寸间相反的波动变化也验证了这一观点。
气泡尺寸增加的同时,气泡上升速度也在增加,减少了气泡在水中的滞留时间。图7为气泡上升速度随气泡尺寸的变化规律,气泡的上升速度在流量为0.13 L/min左右时出现突增,导致气泡的滞留时间缩短,这会减小气溶胶在气泡上升阶段到达气液界面的概率。

图7 气泡上升速度与滞留时间随气体流量的变化Fig. 7 Rising velocity and retention time of bubble with gas flow rate
2.4 气溶胶尺寸的影响
不同尺寸气溶胶的沉降效率如图8所示。4个流量下的气泡尺寸分别对应3.5、3.7、5.0、5.3 mm的气泡。从图8可看出,在不同气泡尺寸下,气溶胶沉降效率随气溶胶直径变化的趋势相同,都是随着粒径的增加先下降到最低点然后逐渐上升,气溶胶的最易穿透区间在125~175 nm左右,而随着气泡尺寸的增加,不同尺寸气溶胶的沉降效率呈现整体降低的趋势。

图8 不同尺寸气溶胶沉降效率随气体流量的变化Fig.8 Deposition efficiency of particles of different sizes with gas flow rate
气泡尺寸增加导致的气溶胶运动至气液界面的距离的增加与气泡滞留时间的减少都会降低其沉降效率。小粒径气溶胶主要受布朗扩散机制的影响,气溶胶尺寸越小布朗扩散越明显,大粒径气溶胶受惯性沉降和重力沉降机制的影响,气溶胶粒径越大惯性沉降效率和重力沉降效率越大,所以0~125 nm粒径气溶胶的沉降效率逐渐降低,而粒径大于125 nm气溶胶的沉降效率逐渐增加。在较小气泡中气溶胶运动至气液界面的距离较小,在较短时间内即可迁移到气液界面从而被去除,所以沉降效率较高。在大尺寸气泡条件下,气溶胶运动至气液界面的距离较大,需要足够的迁移时间才能到达气液界面,但此时的气泡滞留时间较短,所以沉降效率总体下降。
2.5 MELCOR模型的验证
不同粒径条件下的沉降效率如图9所示。沉降效率的实验数据与计算结果的变化趋势类似,随着气溶胶粒径的增加,沉降效率先降低后增加,但计算模型对气溶胶沉降效率的预测值偏低。

图9 气溶胶尺寸对沉降效率的影响Fig.9 Effect of aerosol size on deposition efficiency
在MELCOR模型中考虑的是标准的椭球型气泡模型,认为气泡在液相中保持为固定形状且以长轴始终保持水平的状态上升。而实际条件下气泡在上升过程中会发生不规则的形状变化与左右偏转,这会造成气液界面的波动,提高气液界面对气溶胶的捕捉概率,同时也会增加气泡内部流场的扰动,增加气溶胶的沉降速度,这都会造成气溶胶沉降效率的增加。同时根据实验观察到的现象发现,在喷嘴产生鼓泡的实验条件下,气体在喷嘴出口处会先形成一层气膜,然后逐渐膨胀长大形成球形气泡,最后脱离喷嘴,此过程也可能会导致一部分气溶胶沉降下来。其原因可能有以下几方面:一是在喷嘴出口处携带有气溶胶的高速气体到达气液截面时,气溶胶本身较大的惯性力造成的气溶胶沉降;二是在气泡形成过程中气溶胶同样会受到离心、布朗扩散和重力机制的影响而沉降,而且由于气体在喷嘴出口处的流速较大,气溶胶受到的离心作用可能会更大。
3 结论
根据得到的实验结果以及与计算模型的对比,得到如下主要结论。
1) 气泡尺寸与气溶胶沉降效率具有较大的关联性,主要体现在气相空间的增加以及气泡滞留时间的减少,导致气溶胶迁移至气液界面的概率降低,所以沉降效率总体降低。随着气泡尺寸的增加,气溶胶沉降效率随粒径变化的趋势大致相同,最低点在125~175 nm左右。在相同气溶胶尺寸下,气泡越小,气溶胶的沉降效率越大。
2) 实验结果与MELCOR模型的计算结果相比,两者在总体趋势上呈现较好的一致性,但计算结果明显低估了气泡对气溶胶的实际去除能力,导致这种偏差的主要原因可能是鼓泡条件下的入口段气溶胶沉降效应、气泡在上升过程中存在无规则的晃动以及气液界面的波动。
