液压泥炮快速更换施工工法研究与应用
2021-03-05张守喜刘庆涛
张守喜,刘庆涛
(本钢板材股份有限公司炼铁厂,辽宁本溪 117000)
0 引言
液压泥炮是高炉炼铁极为关键的重要设备,其作用是迅速、准确堵塞放铁后的出铁口,使高炉快速进入下一循环作业[1]。其由打泥机构、吊挂机构、回转机构3 部分组成,总重量达26 t[2]。由于液压泥炮工作性质需要,必须安装在高炉出铁口旁,而且紧靠炉壳,高炉生产中,液压泥炮不可避免出现故障需要及时更换。由于工作现场空间狭窄,各种大型吊装设备无法靠近,更换费时费力,往往需要长时间停炉,严重影响高炉生产[3]。为此,对液压泥炮安装进行系统研究和多次施工现场实践,总结出液压泥炮不停炉快速更换施工工法[4]。该方法提高了安装效率和安装精度,不仅避免了长时间停炉带来的巨大损失,而且保证了液压泥炮的安装质量。
1 施工准备
1.1 施工工艺流程设计
①在液压泥炮安装位置棚顶上方金属钢梁上焊接吊装环,悬挂多个手拉葫芦,分别在炉壳和主铁沟盖板上焊接吊装环并安装定滑轮[5];②借助桥式起重机主卷扬向上起吊,对旧的打泥机构、吊挂机构、回转机构,进行吊装拆除;③对新液压泥炮按照打泥机构、吊挂机构、回转机构3 部分,由零件预安装成部件;④使用前述吊装环、手拉葫芦、定滑轮和借助桥式起重机安装新的、预装好的回转机构、吊挂机构、打泥机构3 个部件;⑤对设备进行验收和试车。其施工流程如图1 所示。
1.2 旧液压泥炮拆除
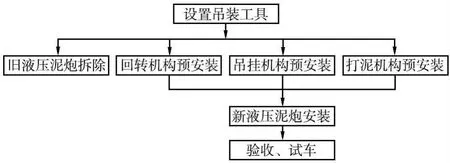
图1 施工流程
①关闭液压阀站相关截止阀;②现场拆除相关液压油管,所有拆开的液压管路接头必须用干净抹布包扎好,避免进入灰尘;③风口平台上方主梁焊接吊装环,用手拉葫芦把待拆除液压泥炮固定好,然后用气焊割断固定拉筋和所有地脚螺栓;④炉壳和主铁沟盖板分别焊接吊装环并安装定滑轮,钢丝绳穿过两组定滑轮与出铁场桥式起重机吊钩相连,钢丝绳另一端与被拆除液压泥炮相连,并且地面铺设钢板以减小摩擦阻力;⑤依次拆除打泥机构、吊挂机构、回转机构,用手拉葫芦移动至地面钢板上,借用桥式起重机吊钩向上起吊,钢丝绳通过定滑轮水平拖出液压泥炮所有部件,如图2 所示。
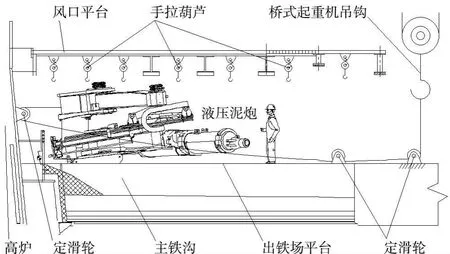
图2 拆除液压泥炮
2 新液压泥炮安装
2.1 基座检查验收
旧液压泥炮拆除施工完毕,基座表面及预留孔内应清扫干净,具备新设备安装条件,并查看基座的中间交接资料。新液压泥炮安装前,要按照图纸及施工验收规范验收基座中心线、标高等几何尺寸,设备基座的尺寸极限偏差和水平度、铅垂度公差应符合施工验收规范的规定。预留螺栓孔验收时要检查预留孔中心位置、孔不垂直度和孔的深度。
2.2 回转机构安装
用砂轮打磨回转机构法兰和法兰板四周边角及焊接区域,使垫板、基础板和底座接触区域平整、无毛刺,无油漆、焊疤等残留物,回转机构如图3 所示。调整地脚螺栓高出螺母3~5 个螺纹,保证地脚螺栓处于螺栓孔中间位置。通过调整斜垫铁,炉壳方向向下倾斜6.7°±0.04°,主铁沟方向向下倾斜3.3°±0.04°。先安装底板到垫板上,同时穿装地脚螺栓,调整底板标高基本处于同一高度,并紧固地脚螺栓。轴承1 安装到位后,用手拉葫芦将转臂水平落入轴承1 内,在保证转臂水平状态下快速安装轴承2,盖上盖板并焊接加固,最后把定位销插入定位孔内,撤下手拉葫芦,回转机构安装完毕[6]。
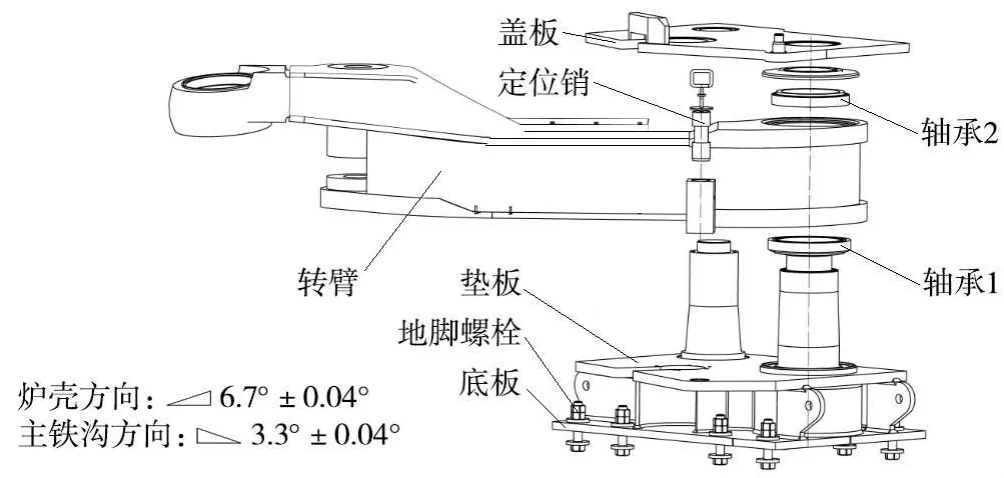
图3 回转机构
2.3 吊挂机构安装
吊挂机构由于展开尺寸较大,一般剖分成4 部分预装,在吊装位置附近平整场地上进行组对,先穿螺栓固定,组对合格后紧固连接螺栓。根据安装基准线,通过垫铁调整基础板标高和水平,标高偏差≤±2 mm,水平度偏差≤0.1/1000。将液压管路的支架板安装在基础板上,用螺栓与基础板固定,基础板与支架板之间接触要严密。用手拉葫芦吊装吊挂机构下部组件就位,采用平衡安装技术,配合人工调整,吊装就位,调整吊挂机构的标高、偏差≤±2 mm;吊挂机构中间的法兰连接面要保持水平状态。吊挂机构与回转机构连接处用螺栓进行连接,液压转阀支腿圆弧板与支腿外壳分段连接(图4)。转阀3 固定在基础板上,转阀4 固定在法兰上,编码器固定在转阀1 的转轴上并盖上隔热罩2,隔热罩1 盖在液压管路及支架上,调整转臂调节杆至铁口中心位置,吊挂机构安装完毕[7]。
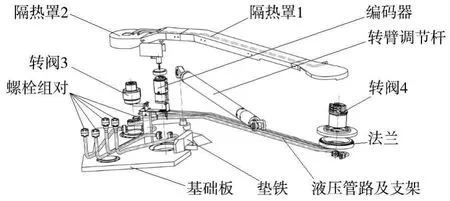
图4 回转机构安装
2.4 打泥机构安装
吊挂机构安装完毕后,即可安装打泥机构,采用多工序平行作业,事先把打泥机构零件安装成部件,再把各部件组装成整机液压泥炮(图5)。预装工艺流程:打泥油缸→泥缸→指示器→碟簧→法兰→转阀→后卡扣→前卡扣→额头→锥段→炮头。整理好液压管路线路,避免安装时碰撞,记录连接孔说明上的连接孔号、管接头型号、轴承型号。卡扣为剖分式,先安装下半部分,采用在下半部分挂1 t 手拉葫芦的方式两半组合吊装,紧固连接螺栓,形成整体打泥机构。将整机打泥机构用炉前桥式起重机吊运至距离基座最近点,地面铺设钢板减少摩擦阻力,再用事先设置好的钢丝绳定滑轮拖拽至基座,改用手拉葫芦配合平衡法吊装,保证法兰面水平,吊装就位后,连接打泥机构法兰螺栓,同时配合千斤顶调整,保证打泥机构垂直度不受外力影响。整机液压泥炮安装完毕[8]。
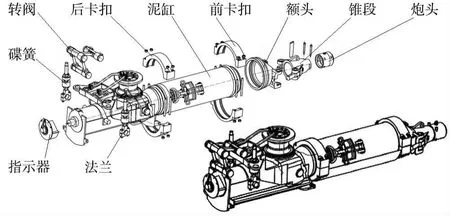
图5 打泥机构安装
3 验收与试车
严格执行工序管理,在上道工序未达到验收要求时,禁止下道工序设备的安装。基座找正、中心线的平行度调整,回转机构纵、横向中心线等重要环节要进行三检制验收和控制。打泥机构中心线必须进行确认,检查偏差值≤2 mm,否则需要调整。各机构往复动作不少于10 次,动作应准确灵活,无卡阻现象。液压油清洁度不低于NAS10 级,液压系统及水冷系统畅通并且不得有泄漏现象,各紧固件及软管接头应牢固,无松动,机构往复动作后炮嘴在X 和Y 两个方向上相对位置的偏差≤3 mm[9]。其他主要技术性能参数见表1。

表1 液压泥炮安装允许偏差
4 结论
采用巧妙设置吊装工具的方法,解决了由于施工作业空间狭窄,各种大型吊装设备无法靠近及使用的难题,降低了液压泥炮更换的施工成本。采用预安装法,多工序平行作业,事先把零件安装成部件,再把各部件组装成整机液压泥炮,施工工期由原来的72 h 缩短至24 h,提高功效2 倍。在不停炉情况下施工,避免了高炉停产带来的巨大损失,为以后液压泥炮更换施工提供了可靠的决策依据和技术指标,产生了较好的经济效益。
