催化裂化装置优化节能运行分析
2021-03-04李继翔
李继翔
(南京诚志清洁能源有限公司, 江苏 南京 210047)
各行各业中节能降耗是企业生存的关键和经济发展进步的必然规律。落实国家的科学发展观和实现企业可持续发展,必然要求进行节能降耗。通过加大对科技创新水平和制度上的创新力度,来发展循环经济和知识经济,以实现我国经济社会全面协调的可持续发展。特别是在资源十分紧张的国际大背景下,更加要求我们追求最大的节能降耗。
目前国内炼油企业催化裂化装置运行中仍然存在着一些问题和矛盾,主要表现在装置稳定运行周期短、能源消耗耗高和柴汽油等产品的质量问题等,这些也是催化裂化装置长期一直以来不断优化运行的努力方向。
1 我国催化裂化装置与国外的差距
1.1 运行周期较短
2002年,中国石油股份公司组织了催化裂化装置长周期运行调研,结果表明:被调查的21 套装置的平均运行周期由292 d 延长到476 d,但仍未达到两年一修的标准,与国外先进水平存在很大差距[1]。表1 是我国催化裂化装置的绩效与国外炼油厂同类装置的对比情况。
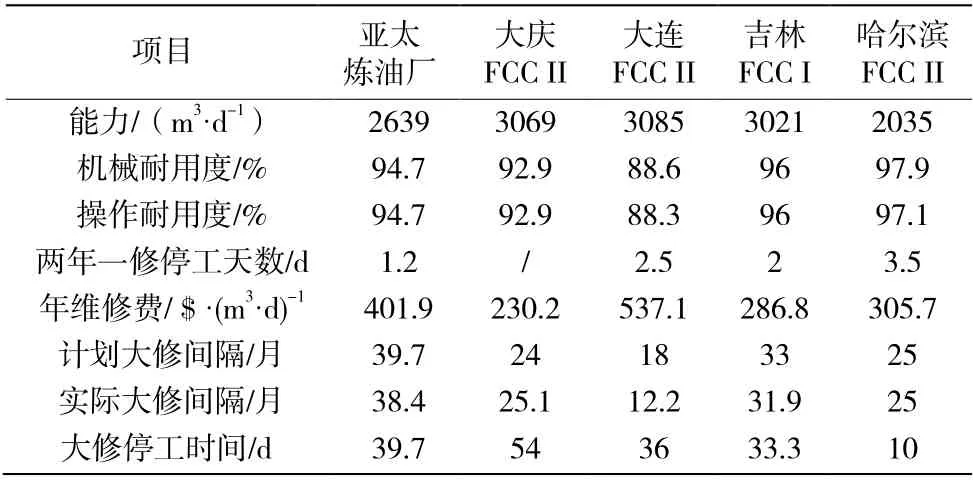
表1 2010年催化裂化装置绩效对比[2]
从中可以看出,在装置处理能力基本相当的情况下,装置的机械耐用度、年维修费用等绩效指标相差较小。但长周期的运行生产指标仍然存在着较大的差距,亚太炼油厂催化裂化装置两年内的一般维修平均停工只有1.2 d,而我国催化裂化装置却为2.5~3.5 d,亚太炼油厂同类装置单周期运行38.4 个月,我国多数催化裂化装置运行周期为2年,差距还较大。
1.2 能耗居高不下
催化裂化装置能耗约占炼油能耗的三分之一,从各炼油装置在总能耗中所占比例看, 作为炼油装置能耗主要组成部分的常减压和催化裂化装置, 其能耗之和约占炼油装置能耗的45%~50%[3]。优化催化装置运行对全厂的节能降耗尤为重要。
1.3 汽柴油质量面临挑战
随着环保法规的日益严格,要求炼油厂生产清洁燃料,各炼油厂也面临越来越严峻的挑战。目前许多炼油厂的催化裂化汽油烯烃含量还在40%左右,为此降低汽油烯烃而需付出的努力还是很大的。2008年1月1日,欧IV 排放标准在北京已开始实施,从长远来看,催化裂化汽柴油质量将面临更加严峻的挑战,即新一轮质量升级换代的压力。
2 增强装置运行周期意识加强工艺和设备管理工作
2.1 避免反再系统衬里的损坏
反应再生系统内部衬里的损坏,一直是影响催化裂化装置安全稳定运行长周期的一个困难点。有龟甲网的双层衬里损坏主要原因是耐磨层与隔热层分离导致串气过热与衬里脱落,这是热应力骤然改变造成的。随着重油催化裂化工艺技术的发展,操作温度由过去的 580 ℃左右提高到 750 ℃以上,有时达到 800 ℃。反再两器衬里在停车检修的过程中,应该将衬里上出现鼓包、变形、脱落的旧衬里彻底去除,不留死角。然后在新增加和原先旧衬里的接缝处, 使用保温钉做好固定,才可以确保新增加和原先旧衬里可以实现紧密的结合, 同时衬里极易出现鼓包和开裂的问题, 施工时需选择有丰富经验的队伍,必须按照标准进行维护和保养, 在检修开车的前期需要彻底烘干衬里, 尤其是150 ℃脱表面水和350 ℃脱结晶水这两个环节。
2.2 预防膨胀节腐蚀
烟气对膨胀节的腐蚀主要表现为露点腐蚀、磨损腐蚀及应力破坏[4]。针对运行工况下氯离子及硫化物的应力腐蚀,膨胀节的内部的工艺条件应保持在再生烟气的露点温度以上。同时应从膨胀节被腐蚀的机理出发,在合理选择膨胀节材质的同时,提高表面温度到160 ℃以上。
2.3 防止系统结焦
催化裂化油气系统结焦带有普遍性。催化裂化装置油浆系统结焦与原料油性质、反应温度、分馏塔底温度、油浆在分馏塔底的停留时间以及油浆的性质和组成等因素有关[5]。沉降器的内外集气室外壁及盲区、旋风分离器升气管外壁及二级旋分器料腿结焦严重。
关于防止结焦,许多文章和报告都曾指出:1)改善进料性质和提高原料预热温度[6],除了采用新型高效的进料喷嘴,同时需要合理的控制进料温度,并降低进料的黏度。在保证合理剂油比的条件下,提高原料预热温度,原料性质的不同,温度可控制在200~250 ℃,使运动黏度<5 mm2·s-1。同时采用提升管出口注急冷剂来减少二次裂化;2)在已应用VQS 新型技术的同时,操作上可提高VQS 出口线速,减少停留时间,但VQS 出口线速也不可过高(其敏感区为9~12 m·s-1,也不要超过20 m·s-1), 避免催化剂的大量跑损以及VQS 在开工或事故恢复过程中由于对其出口线速和沉降器压力平稳有很高要求, 若控制不好, 将会造成大量催化剂跑入分馏塔,致使油浆泵不上量, 堵塞油浆系统[7];3)控制焦炭前身物的油气分压。目前的青岛炼化催化裂化装置回炼油浆量为35 t·h-1,回炼轻污油量为10 t·h-1,回炼比约为(35 t·h-1油浆+10 t·h-1回炼油)/420 t·h-1新鲜原料=10.71%,在基本满足产品方案和其他方面考虑的前提下需控制好回炼量。
2.4 油浆系统优化运行
油浆系统的正常稳定,是装置长周期运行的有力保障。此系统的介质情况决定了正常系统运行的难度,一是温度问题,高温热油系统法兰易发生泄漏;二是油浆中含有一定量的催化剂细粉,不可避免地对管线内部(特别是弯头处)造成了冲刷,本装置的上返塔调温油浆管线,对其操作注意流量上限的控制,避免线速超高对管线过分冲刷;三是系统的线速问题,尽量将流量保持在油浆的上限,维持分馏塔较低(40%左右)的液面,控制合适的停留时间(3 ~5 min),油浆在管道中的线速应不低于1.5~2.0 m·s-1,同时注意油浆固体含量在油浆泵电流上的表现,避免系统结焦严重;四是设备,即油浆泵的维护,此泵的重要性不言而喻,需得到特别的关注、特殊的“照顾”。
3 系统综合优化 降低装置能耗
虽然目前的最新工艺设计较已做到一定的能量的优化,但仍需继续挖掘潜力,不断降低能源消耗一直是催化裂化装置的重中之重。需要按照单体设备的节约能耗、本身装置内部的节能和整个系统的综合节能三个层次,采取不同措施。
3.1 催化裂化装置的自身节能降耗
重点谈以下几个方面:
1) 优化操作提高催化剂再生效果, 降低催化剂的焦炭产率。催化剂的再生效果严重影响催化剂活性和选择性,进而影响产品分布,因此提高流化质量、强化烧焦效果,从而提高了催化剂的活性和选择性,降低了焦炭、干气产率,且符合当前产品方案的需要。再生催化剂碳含量见表2。

表2 再生催化剂碳含量
催化单元为实现增产汽柴油的目的,对操作进行了一系列调整。主要是:反应温度由496 ℃逐步降到488 ℃;为降低反应苛刻度,摸索降低剂油比,再生温度由660 ℃提到670 ℃,催化原料预热温度由190 ℃逐步提到210 ℃;同时为了降低反应时间,在VQS 线速允许的前提下,增大预提升干气量,由7 800 Nm3·min-1提到9 600 Nm3·min-1等措施。通过降低反应深度,装置汽油和柴油的收率升高,液化气的收率基本不变,干气和油浆的收率下降,生焦量也有一定下降。
2) 提高焦炭能量的利用率。
许多装置的主风机和烟气轮机的效率偏低,主风机效率在79%~92%,烟机效率在64%~86%。我装置主风机和烟机采用三机组配置,设计烟机入口的温度为680 ℃、入口的压力为0.355 MPa (绝) 、入口的流量为5 150 Nm3·min-1。为了节能降耗,在烟机的振动不超标的情况下,开大烟机的入口蝶阀,使烟气通过烟机做功,双动滑阀生物控制开度不大于2%(据有关经验数据表明,开度较小时烟气具有的动能和热能的经济效益仍是非常可观的)。装置的处理量平均约为260 t·h-1的期间,表3 列出了11月前半月的主风机电流和功率统计,从表中数据可以看出,主电机功率数值范围在2.3~3.0 MW,通过操作调整,取数据①和②,保守按工业用电0.8元· kWh-1计算,每小时可节约用电330 kWh,1年可节约电277×104kWh,增加效益约222 万元。
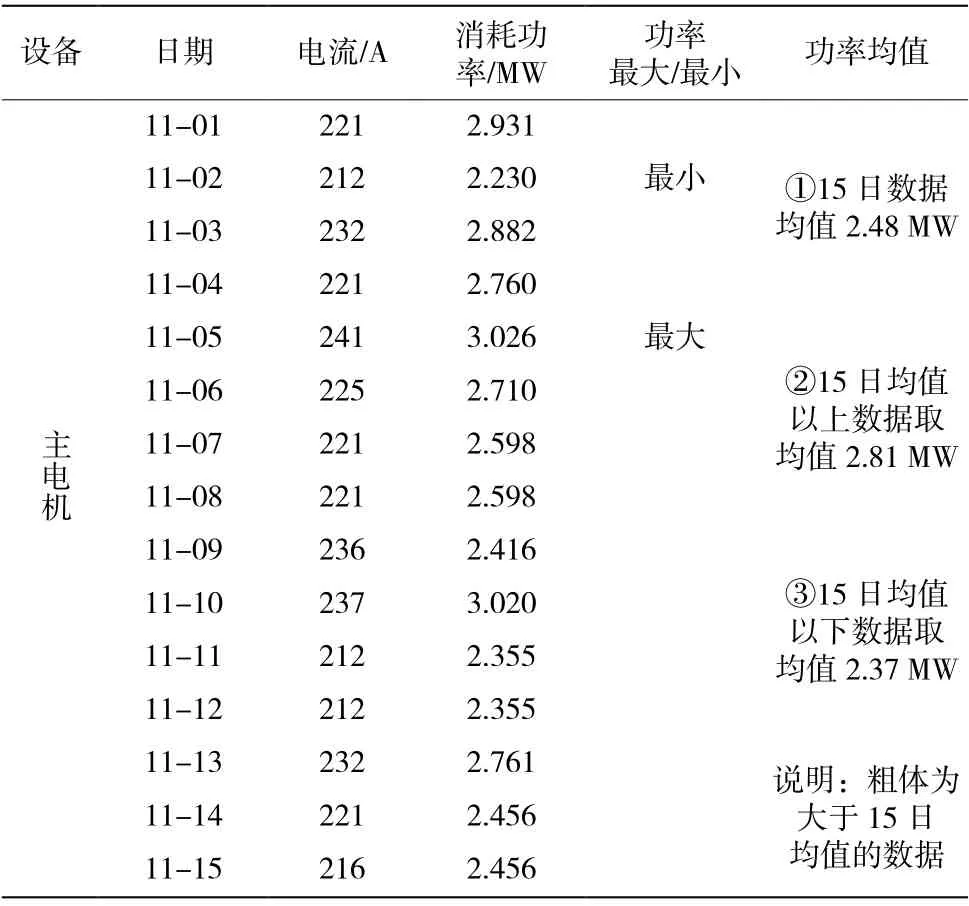
表3 催化裂化单元主电机电能耗能
3) 余热锅炉出现露点腐蚀。
青岛炼化公司加工高硫原油量,加氢尾油硫含量一直较高,月初开始继续加注硫转移剂,才使烟气中SO2气体含量逐步降到了150 μg·g-1左右,刚好达到了环保指标的要求。余热锅炉运行不到1年,烟气中SO2气体含量长期超高,导致余热锅炉管壁的硫酸露点腐蚀出现。
催化裂化装置原料相关性质见表4。
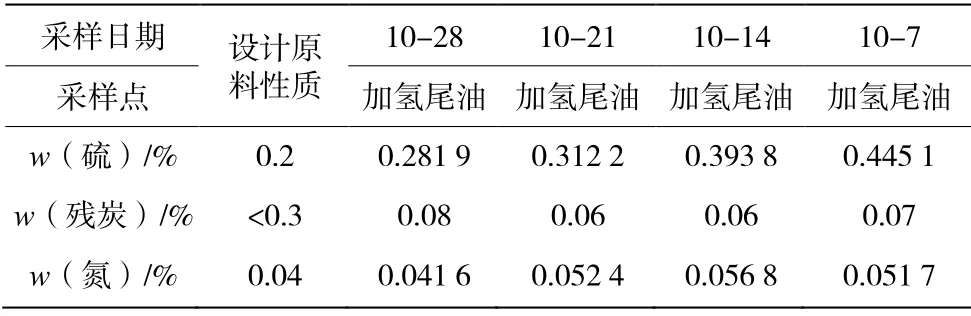
表4 催化裂化装置原料相关性质
4) 余热锅炉吹灰器不能工作。
目前,装置余热锅炉A、B 激波吹灰器因设备自身问题已有2 个月左右没有运行,导致锅炉B 在这2 个月的运行时间里,排烟温度已达245 ℃以上,余热锅炉三段炉管必然积灰,而省煤段积灰则最严重。目前应加紧处理吹灰器问题,避免因此造成炉管积灰,影响余热锅炉的烟气能量回收效率,增加了装置能耗;再有炉管积灰严重将使炉管间距离变小甚至堵塞而形成滞留区,催化剂细粉易附着于管壁,此处水汽停留时间过长,烟气中SO2对炉管造成腐蚀,长时间不可避免地出现炉管损坏,特别是蒸发段易发生爆管事故。
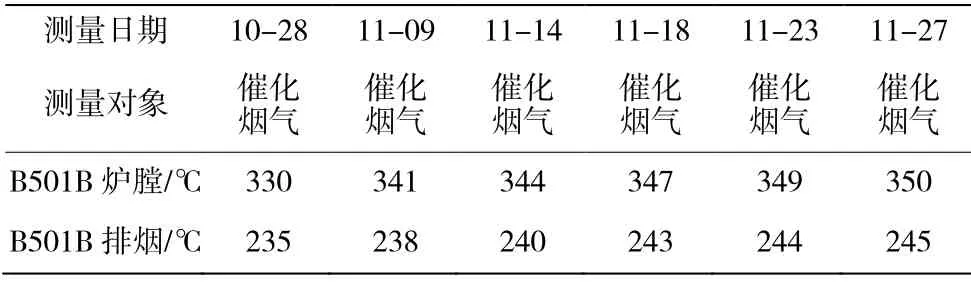
表5 催化裂化余热锅炉炉膛以及排烟温度
5) CO 助燃剂节支可观。
在催化剂再生烧焦过程中, 会发生CO 二次燃烧, 按照理论上讲完全再生需要加CO 助燃剂,但根据本装置的设备、运行情况以及操作特点来看,控制一定的旋分器入口线速,使再生器中CO 有充足的停留时间,同时在大量的主风的存在下充分燃烧,避免了二次燃烧的发生。这样也就取消了CO助燃剂的使用,其只在特殊情况下(如开停工或操作异常时)使用,每年可节约助燃剂13.8 t(设计指标),增效益约165 万元。
6)利用变频机泵,降低能源消耗。
离心泵是炼油生产的主要动力设备之一,离心泵的能量利用率主要与泵的剩余扬程有关,变频调速就是从这方面来提高能量利用率的,从而达到节能的目的。
3.2 能量系统综合优化
催化裂化装置的特点是因催化剂的烧焦有大量的能量剩余,综合上进行优化的关键是如何采用先进技术,在装置的自身和相关上下游装置群范围内使这些剩余能量,使其得到最优的利用。目前少数装置存在外输中压蒸汽降压使用问题,如海南炼化公司、青岛炼化公司催化裂化装置的中压蒸汽降压为1. 0 MPa 蒸汽使用,同时存在低压蒸汽的长期放空等问题。这些问题需要仔细的研究各类不同级别蒸汽的逐级利用和蒸汽管网的优化设计。
4 通过新的技术以降低汽油烯烃产量
催化裂化装置降低汽油烯烃含量的措施根本在于装置内部解决汽油烯烃的产生问题,除了优化操作条件外,主要采用降低汽油烯烃含量的催化剂(比如GOR 系列催化剂[8]等)、采用MIP 技术[9](由RIPP开发)、开发新型反应器(洛阳石化工程公司开发的灵活多效催化裂化技术-FDFCC)等技术。
5 结束语
本文重点分析阐述了炼油催化裂化装置的节能降耗技术改造措施和未来可以继续进行的方法,基于目前全球石油储藏量和价格的共同影响下,以及科学技术的不断进步,对资源的最大化利用和重复的可持续利用是目前以及未来追求的核心问题,对实现伟大复兴的中国梦有着重要地位和长远影响。
