三甘醇再生器火管现场整管拖出检修技术研究
2021-03-04左果
左 果
(四川宝石花鑫盛油气运营服务有限公司, 四川 成都 610056)
我国页岩气地面处理工艺的核心在于脱水处理,脱水工艺主要有冷却脱水、吸收脱水、吸附脱水、膜分离脱水,而对于集中开发的页岩气经管道外输时,通常采用三甘醇作为吸收剂来进行深度脱水[1-3]。三甘醇脱水工艺的关键在于三甘醇的再生,三甘醇的再生质量关键又在于再生器及其内部火管加热器的可靠运行。但在日常运营过程中,再生器构件因受制造、安装及使用中产生或扩展的裂纹等缺陷因素影响,则可能出现设备失效事件或事故[4]。因此,运营单位应根据现场检修条件,科学开展现场检修,从而达到安全、质量受控、有效降低成本的目标。然而,我国现有关于三甘醇再生器及其火管本体失效后的现场检修技术介绍却很少。本文通过我国某页岩气脱水站三甘醇再生器在运情况下火管穿漏检修事件,对再生器火管现场整管拖出检修技术进行了分析研究,对检修全过程技术要点及要求进行了归纳与总结,并提出了相关建议。
1 某页岩气脱水站再生器火管穿漏事件概况
该页岩气脱水站设计日脱水能力为450 万m3(标况下),年生产时间为8 000 h,脱水装置负荷率为50%~120%。事件发生当日零点30 分,2 名巡检人员发现三甘醇再生橇二层平台的点火器四通右侧风门处有明显火焰外溢,在迅速切断重沸器燃料气阀门后,火焰仍未熄灭,初步判断为三甘醇内漏着火。在采用手提式干粉灭火器通过点火器观测孔灭掉明火后,现场人员迅速切断再生橇的三甘醇贫液出口与富液进口阀门,并同时关闭了再生器液位下限报警系统。零点45 分,开始将缓冲罐、再生器中的三甘醇回收至三甘醇低位补充罐中,同时将经本站处理的页岩气原料气调配至其他脱水站进行处理,并逐步关闭周边超过处理量的产气平台。事件发生期间,脱水站中控室的再生器温变传回数据一直处于正常工况范围内,故未能触发系统报警。
依据再生器的设计文件,其设计温度为222 ℃,工作温度为 190~204 ℃。而三甘醇在206 ℃左右开始分解,在412.8 ℃时开始燃烧[5]。通过以上分析,判断再生器内部的火管可能存在漏点,致使再生器中的三甘醇渗入火管被引燃,并顺着火管流出点火器风门。
2 现场检修方案确定
再生器火管加热器由800 mm×12 mm 筒体及上部6 根273 mm×10 mm 烟道管组成。火管筒体、烟道管通过再生器连接法兰组焊为一体,法兰直径为1 600 mm[6]。火管筒体总长度为7 857 mm,由整张Q345R 钢板卷制而成,烟道管由Q345C 钢卷制而成,火管总质量为6 350 kg。
此次检修目的在于找出火管加热器穿漏点,对所有焊缝进行UT、PT 检测,对存在缺陷的焊缝及漏点进行修复,并清除再生器及火管内部积碳。基于火管结构与尺寸,考虑再生器内进行火管筒体及烟管焊缝无损检测条件受限,特别是6 根烟管的12道焊缝检测难以在再生器内部实施完成,同时再生器内底部及火管外底部积碳难以有效清除。因此,现场最终确定拟将火管整管拖出再生器的检修方案。该方案现场实施难度较大,操作空间受限(火管中心线距地面高度3.5 m,再生橇二层平台人员操作面积不足1 m2),且在该地区无现场实施先例,对实施过程精准控制及技术要求均较高,特别是火管拖出过程中稍有不慎将导致再生器及火管相互碰撞受损、反弹挤压伤人等严重后果。
3 再生器火管现场整管拖出技术要点
首先,根据检修方案要求进行物料排查及准备,并在实施前进行全面技术交底,这对于系统的危险源隔离及设备、环境的有效保护极为重要;同时,制定合理的再生器拆卸顺序,既能保障检修方案实施过程中人员、设备的安全,也能大大缩短设备检修时间;最后,各个拆卸环节的统一指挥与协同作业是否精准,将直接影响方案实施效果。
3.1 物料排查与准备
检修方案实施前,应对照方案实施要求,逐一排查现场物料库存情况,做好提前准备。本次检修物料排查内容主要有下:
1)再生器燃料气及汽提气、三甘醇贫液及富液、排污阀门后端法兰需设临时盲板隔离。此次检修准备了DN50、PN2.5 盲板6 块,DN25、PN2.5 盲板2块。
2)所有管道、容器法兰拆卸后均应更换垫片。此次检修准备了DN800、DN1600 各2 片,DN50、DN25 垫片各8 片。
3)再生器复装后需进行水压试验及氮气置换。此次检修准备了氮气瓶10 瓶,软管15 m。
4)进入再生器及火管内部前,需强制通风并检测合格。此次检修准备了轴流风机2 台,四合一便携式气体检测仪2 台。
5)检修过程中需封闭点火器四通端口、烟囱口及电气仪表接头,同时避免容器积碳清理导致环境污染。此次检修准备了防雨布100 m2。
6)检修全过程产生的污水由闭排系统进入事故污水池,禁止通过开排系统进入当地自然水系。
3.2 合理确定再生器拆卸顺序
按照“系统隔离、先局部后整体、便于操作”的原则制定再生器构件及其附件拆卸顺利。
在拆卸前,应对汽提气、点火器燃料气、电源、仪表风、三甘醇进出口进行关闭确认并做好相应隔离,对于燃料气、汽提气及电源应做好上锁、挂牌标识,确保检修过程的作业安全。
为便于再生橇二层平台人员作业,首先拆除废气分液罐尾气管、点火控制柜、照明设施;其次依次拆除再生器火管上方烟囱,3 层平台(烟囱操作平台),与点火器四通相连的燃料气、仪表风管道及电气仪表,二层平台护栏,点火器四通;最后通过2 辆自行式吊车将再生器火管整管抽出,平吊至规定位置。
3.3 再生器火管整管拖出吊装技术要点
根据最大起吊重量、起吊负荷率、起吊高度来选择2 台吊车型号。本次吊装作业,现场采用的是1 台50 t 和1 台25 t 吊车,在火管拆卸前已提前就位,并完成吊前准备(吊车位置分布见图1)。
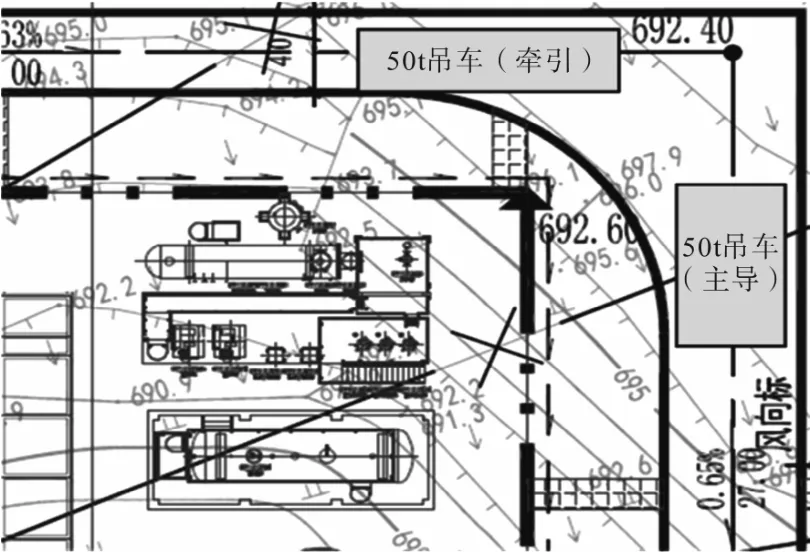
图1 吊车位置示意图
在再生橇二层平台上设置临时龙门架作为倒链(即手拉葫芦)拉力支撑,以火管与点火器四通连接法兰面上的2 处螺栓孔为拉力受力点,所选2 处螺栓孔高度需与龙门架高度一致,且三点(法兰受力点与龙门架支撑点)所在面与地面平行。由25 t吊车通过火管吊耳垂直牵引火管后,使用倒链将火管拉出再生器约1 m,从而利用吊带将露出段火管套牢,吊带在火管顶部锁紧,由第二台50 t 吊车再次垂直牵引火管。在拆除临时龙门架及倒链后,由25 t 吊车控制吊臂进行火管轴线方向上的水平缓慢移动,至25 t 吊车吊绳与吊耳成20°夹角时停止;再由50 t 吊车控制火管进行轴线方向上的水平移动至火管缓慢拉出,同时25 t 吊车吊带与火管吊耳夹角近似恢复为零度。值得一提的是,以上吊装作业循环进行时,在火管尾部未完全脱离再生器的移动过程中,应根据火管重心位置,不断调整50 t 吊车吊带锁紧位置,确保火管重心在轴向运动过程中始终位于两吊点之间。
在火管完全拖出再生器后,2 台吊车同速提升火管至转向高度后,同步做转臂运动,火管转向过程中需专人做好回拉牵引,辅助控制吊装平移速度及方向。火管吊装拖出过程见图2 至图4。

图2 倒链拉出火管

图3 吊装拖出火管

图4 吊装火管转向
4 再生器火管穿漏修复技术要求与积碳原因分析
4.1 火管穿漏修复技术要求
火管吊装至预定位置后,拆除火管端口点火器火嘴支撑后由轴流风机进行强制通风,直至气体检测合格。火管修复要求如下:一是将火管内外面积碳等附着物清除,并打磨所有纵环焊缝内外面及周围50 mm 范围内至金属光泽可见;二是对所有焊缝进行100%超声波检测,找出缺陷并进行标记;三是依据焊接缺陷标识位置,采用砂轮切割缺陷形成切口,并打磨切口形成坡口,坡口应光亮无缺陷;四是采用渗透检测确认缺陷彻底清除后,按照返修焊接工艺进行补焊,并记录焊接参数;五是清理返修焊接表面,余高不大于2 mm,表面圆滑过渡;六是外观检验合格后,对返修焊缝及两端延长部分(不小于100 mm)进行UT 及PT 检测,满足NB/T 47013—2015 第三部分及第五部分中检测Ⅰ级规定即为合格[7-8]。
此次脱水站再生器火管拖出检查后得知,火管唯一漏缝位于从外到内计第二条筒体环焊缝水平径向处左侧,经火管表面清理后明显可见,其长约130 mm,产生原因为焊缝根部存在未熔合裂纹。漏缝切割、打磨前后对比详见图5、图6。

图5 漏缝切割、打磨前
4.2 再生器及火管底部积碳原因分析
研究发现,由于火管式三甘醇再生器的设计构造,致使靠近再生器内溢流堰处的三甘醇会首先流出再生器进入贫液精馏柱到达缓冲罐,而再生器底部及靠近火管端口底部的三甘醇则受热后缓慢上升流出再生器,导致三甘醇富液形成“先进后出”的现象。同时,再生器温度变送器采集点位于贫液精馏柱进口上端[9],采集传输至中控室的温度数值对于再生器底部三甘醇温度失真。而再生器、火管底部附近三甘醇因不能及时更迭排出,受热温度一旦超过206 ℃则产生分解,将导致再生器及火管底部积碳严重[10-11]。此次事件所涉脱水站新投再生器底部积碳情况详见图7。

图7 脱水站再生器底部积碳情况
5 再生器火管复装技术要点及复产准备
5.1 再生器火管复装技术要点
火管检修、检测合格后,2 台吊车位置不变,依然采用火管拖出的方式将火管送入再生器(送入前需将DN1600 法兰垫片置于再生器法兰处),整个过程需专人时刻观察再生器内顶部与火管间距,特别是避免汽提气管道遭受撞击受损。另外,牵引过程中需尽量确保火管与再生器法兰面螺孔同心,便于后期顺利穿入螺栓。当火管剩余外露部分约1.5 m时,拆除50 t 吊车吊绳,安装二层平台龙门支架改由倒链继续拉入。此时,火管与点火器四通连接法兰面不再作为拉力受力面,而是选择火管与再生器连接法兰面作为拉力受力面,拉绳需穿过再生器法兰面螺栓孔,并固定在火管法兰面螺栓孔处,借助再生器法兰面将火管倒拉入再生器。
在火管与再生器通过螺栓紧固后,依次对点火器四通、燃气与仪表风管线、点火器仪表、3 层操作平台、烟囱、气液分离罐尾气管、点火控制柜、照明灯进行复装。
5.2 再生器复产准备
再生器复装完成后,应首先进行水压试验,试验压力为0.11 MPa,待试压合格后进行氮气置换;随后补充三甘醇至规定液位;最后依次进行冷、热循环,在热循环过程中同步进行火管法兰面的螺栓热紧作业。
6 建议
基于此次火管穿漏事件及检修分析,结合三甘醇再生器火管设计、入场相关文件,本文提出以下建议:
1)对于临近国家法定节假日时期制造的焊制容器,应提升设计出厂射线检测率,并加强监造管理。原因在于此次事件火管于2018年春节前1月焊制完成,期间制造人员情绪容易波动,致使注意力较难集中[12]。按照设计要求,所有焊缝射线检测率不小于10%,故而很不幸地未能在出厂前排查出第二道环焊缝根部未熔合的焊缝缺陷。
2)三甘醇脱水站停运检修时,现场具备再生器火管拖出条件的,应尽量对再生器及其火管进行积碳清洗,并对三甘醇预过滤器、活性炭过滤器、后过滤器进行滤芯更换,避免三甘醇损耗过大、脱水质量下降[13-14]。
7 结束语
三甘醇脱水站再生器火管现场整管拖出检修技术关键在于火管吊装拖出及复装过程安全及检修质量受控,为此本文针对物料准备、拆装顺序、火管拆装技术要点与修复技术要求做了逐一归纳总结。同时,本文就新投火管穿漏、再生器及火管底部积碳原因进行了简要分析,并由此提出相关建议。基于以上检修技术总结与相关建议,希望能为天然气脱水处理运营单位处理类似检修问题提供一定的借鉴与帮助,从而确保实施过程人、机、环境的有效保护及检修目标的有效实现。
