基于AGV系统的光伏电池自动化车间
2021-03-03
(湖南红太阳光电科技有限公司,长沙 410205)
0 引言
在经济社会高速发展的今天,能源和环境问题凸显,越来越受到人们的关注。作为清洁能源之一的太阳能,因其具有普遍存在、永不枯竭和无污染等特点,是解决人类能源危机和环境问题的有效途径[1]。晶体硅太阳能电池作为一种高效低成本的光伏电池技术率先实现了大规模工业化生产,在相当长时期内主宰整个光伏发电市场[2]。晶体硅太阳能电池生产线的技术水平直接影响太阳能电池的转换效率和生产成本,是太阳能光伏产业竞争力的集中体现[3]。目前,整个光伏行业的自动化水平并不高,仍然处于半自动化状态,人工干预较多,造成碎片率高,电池片污染严重,产品一致性和质量稳定性差等系列问题,为有效解决这些问题,全自动化生产线是光伏电池发展的必然趋势。
AGV是一种装备有电磁或光学等自动引导装置,能够沿着规定的路径行驶,具有安全保护以及各种移载功能的运输小车[4]。AGV对使用环境要求不高,活动区域受场地、道路、空间影响较小。在自动化物流系统能充分体现其自动性和柔性,实现高效、经济、灵活的无人化生产。将AGV系统应用于光伏太阳能电池生产车间,完成工序内和工序间的物料传递,可以进一步提高车间自动化程度,最终实现全自动、无人化生产。
1 AGV系统设计
项目采用的AGV系统基于SLAM技术进行柔性无轨导航,无需铺设二维码、磁条、反光板、架设简单,对场地要求相对较低,配合上位机调度系统能实时监控所有车辆信息,按照各项业务诉求,兼顾综合效率最高的原则,执行分配的调度任务,既提高了现场系统运行的柔性,又提高了整个系统的效率。
1.1 小车结构
小车针对光伏行业太阳能电池片生产工况设计,适用于光伏行业电池片的搬运,可以直接与自动化设备对接,实现车间物料的自动流转。在结构上小车整体由下层底盘和上层车载构成(如图1所示),车载又分为上下2层,其单层具有两列皮带线,每列皮带线具备5个花篮的传输能力,另外小车配置有前后导航雷达,超声波,侧面防撞雷达等装置,使其具备前后双向对接,3D立体防撞和预警等功能,其次小车还具有维修简单,电池更换方便等特点。
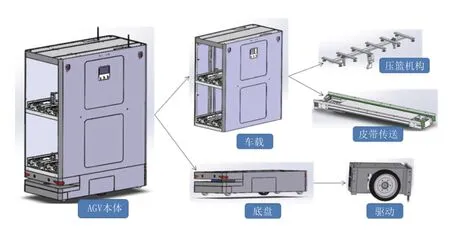
图1 AGV小车结构图
1.2 导航定位系统
常用的导航方式有电磁感应导引、光发射导引、惯性导引、视觉导引、激光导引和磁导引[5~7]。本项目所设计的AGV采用激光SLAM作为主一次定位方式,这种基于激光的环境自然导航,应用SLAM(simultaneous localization and mapping)即同步定位与建图技术,在运动过程中通过编码器结合IMU计算得到里程计信息,运用机器人的运动模型得到机器人的位姿初估计,然后通过机器人车载的激光测距雷达传感器获取的激光数据结合观测模型(激光的扫描匹配)对机器人位姿进行精确修正,得到机器人的精确定位,最后在精确定位的基础上,将激光数据添加到栅格地图中,反复如此,机器人在环境中运动,最终完成整个场景地图的构建。这种类型AGV有如下优势:
1)基于环境自然导航,无需对客户现场环境做任何的改造。
2)一次定位精度满足绝大部分物料搬运需求,同时结合辅助二次定位精度可达+/-5mm。
3)对环境变化存在一定的容忍度,系统鲁棒性好。
4)变更使用场景简单,满足客户实际生产存在变化的需求,具有较强的系统柔性。
为满足现场实际应用需求,在一次定位的基础上采用(激光反射信标+测距光电)的方式,作为二次辅助高精度定位,保证AGV小车准确对接,激光反射信标主要用于导引小车进入对接位,测距光电主要用精确位姿调整,保证车辆对接到工站正前方。车辆在激光信标反射导引过程采用双三角差分控制算法,可以保证车体快速收敛进入对接装置前方,经过对射光电测距可以保证系统精确进入对接位,满足实际对接精度于要求
1.3 调度系统
调度系统以划区域工作为主,减少车辆交互时间,根据电量低于设定值完成职能对调(假如某台车电量低于设定值,充好电的机动车将来替换该车),十字路口采用交通管制,避免车辆相遇,充分利用缓冲区域提升调度系统的效率。采用出料最优,进料次之的服务原则。
调度系统管理实现AGV小车物料搬运与配送,生产线MES/PLC与调度主站通过网线以profinet协议或者标准TCP/IP协议通讯方式实现数据交换,工艺控制流程由调度系统形成。系统特征如下:
1)采用调度内核+服务形式分布式软件框架,方便用于移动端监控。
2)独立的业务逻辑层,便于业务逻辑开发与定制,支持Web service等协议的外部服务对接。
3)多区域协作。
4)良好的扁平化UI界面。
5)用户分级管理:不同成员权限/功能开放/关心数据/分级管理。
数据统计与记录:支持数据统计输出及部分运行状态回放。
图2为调度系统框架图。

图2 调度系统框架图
AGV系统与现场设备的通讯方式,基于OPC通信技术的WCS服务层应用与现场设备通讯,读取设备端PLC各个传输通到的信息,WCS可以配置策略,根据生产工艺、节拍以及站台花篮数量、工作信号等进行动态分析,产生搬运任务。判断设备缺料程度,在上料站台没有要料的情况下提前进行物料输送。同理在下料站台还没有出满的时候提前做好准备,在合适的时机到达出料口等待出料。图3和图4分别为取料和卸料状态时的信号交互图。

图3 取料信号交互图
1.4 网络搭建
AGV小车与调度系统之间通过工业级无线AP局域网进行通讯,无线AP采用壁挂方式安装于车间墙壁高处,搭建出覆盖面积大、信号强度好、传输稳定的无线网络,各区域调度站与AGV小车采用客户端和服务器的形式进行数据采集与传送,调度站与数据库服务器和Web服务器通过局域网通信。

图4 卸料信号交互图
调度系统与车间生产设备PLC及MES系统之间通过以太网进行有线连接,调度系统WCS层以OPC通讯协议读取各设备PLC花篮数量、工作状态和传输信号等。生产设备PLC需要配置到同一网段内不同IP地址上,预留相应的网口到调度站上作。现场无线网络的具体要求如下:
1)漫游切换<1s。
2)采用5G频道技术,IGV要保留专用信道。
3)网络信号强度<-60dbm。
4)网络通讯延迟<1s(取决于通讯内容)。
1.5 系统性能参数
根据使用环境、场地、产能要求、对接接口等设计AGV系统的性能参数(如表1所示)。
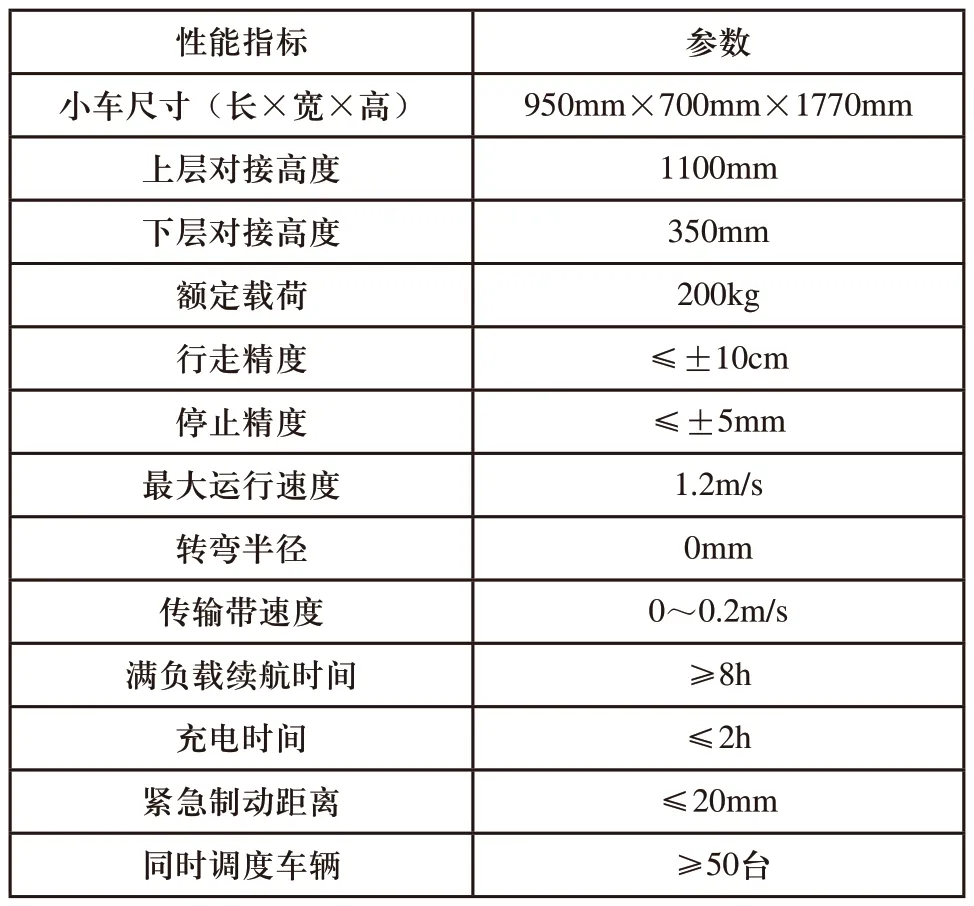
表1 AGV系统参数表
2 AGV路径规划
2.1 工艺路线
对于常规的晶硅太阳能电池生产线,从原始硅片到电池片一般需要经过导片、制绒、扩散、激光SE、刻蚀、退火、背面钝化、正面镀膜、激光开槽、丝网印刷、烧结、测试分选多道工序。从激光开槽到测试分选工序目前已经实现了自动连接,所以AGV系统的工作是实现从导片到激光开槽工序间的硅片流转。图5所示为工艺路线图。
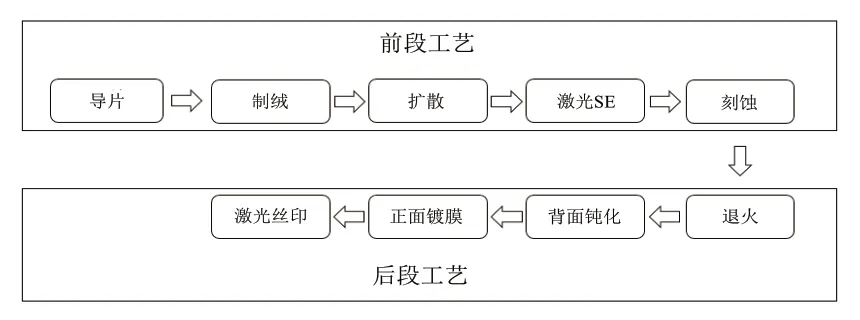
图5 工艺路线图
2.2 工作流程
AGV工作任务是完成硅片在工序间的流转,将前道工序的硅片传递到后道工序,运输的对象是硅片载具(花篮盒)。前道工艺完成后,装满硅片的花篮盒从自动化设备传输线传出,AGV小车接到任务后,与自动化设备对接,将花篮盒接收到小车内,然后将花篮盒运送到后道工艺的自动化设备前,与之对接,将花篮盒经传输线传入到自动化设备里。图6所示为AGV对接示意图。

图6 AGV对接示意图
2.3 路径方案对比
对于AGV路径规划,有两种方案,一种是点对点模式,一种是区域循环模式,两种方案如图7所示。点对点模式是前后道工序设备一一对应,一台AGV小车只在两台设备之间工作;区域循环模式是指AGV小车在一个区域内的多台设备间循环工作,AGV小车没有固定的工作对象,哪里有任务就往哪里去。
点对点模式任务简单,对调度系统要求低,AGV的数量需求量大,固定的工作路径,如果某台设备出现故障,整条线就会出现断点,造成整条线停机。区域循环模式任务复杂,对调度系统要求较高,AGV需求量相对点对点模式要小很多,个别设备故障不会对整线造成太大影响,适合柔性生产。综合考虑,区域循环模式更加符合太阳能电池生产车间,所以选择该方案为本项目做路径规划。

图7 路径方案对比图
2.4 车间布局
本项目是针对某光伏企业500MW的太阳能电池生产车间,根据其车间大小、产能需求、设备配置等做出整厂全自动化方案。方案布局图如图8所示,为配合工艺流程,相应的也将AGV路径划分为两个区域,AGV前道工艺循环和AGV后道工艺循环,前道工序循环的AGV小车负责工序一到工序四上料端的花篮盒流转;后道工序循环的AGV小车负责工序四下料端到工序八之间的花篮盒流转。
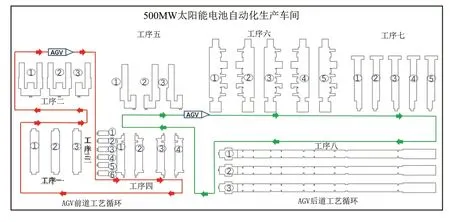
图8 车间布局图
3 AGV数量计算
整个车间AGV数量的计算非常关键,如果计算出来的数量高于项目实际所需,就会增加项目成本,如果低于实际所需,就会影响到实施效果,甚至导致整个项目的失败。AGV数量的计算目前没有可靠的软件,一定程度上是依靠经验。因为影响小车数量的因素非常多,如车间产能、工艺流程、设备配置、空间大小、缓存需求、小车容量、对接方式等等。
该车间的产能为500MW,平均每小时16000片,花篮盒的容量为100片/盒,AGV小车容量为10盒/车,传输线体长度1.2米,传输线体传输速度0.1米/秒,AGV的平均行驶速度、AGV一次对接时间、会车避障时间、会车避障概率根据以往AGV项目实施经验设定,分别设为0.3米/秒、100秒/次、20秒/次、1次/10米。
1)AGV需求数量=工序间产能÷每小时运输花篮盒数量。
2)每小时运输花篮盒数量=每小时循环次数×AGV小车容量。
3)每小时循环次数=3600÷总时间。
4)总时间=AGV行驶时间+AGV对接时间+花篮盒传输时间+会车避障时间。
5)AGV行驶时间=路径距离÷AGV平均行驶速度。
6)AGV对接时间=对接次数×AGV一次对接时间。
7)花篮盒传输时间=传输线体长度÷传输线体传输速度。
8)会车避障次数=路径距离×会车避障概率。
9)会车避障时间=会车避障次数×会车避障时间。
计算结果如表2所示,由表可知,AGV前道工序循环正常流转需要AGV小车数量为10台,AGV后道工序循环正常流转需要AGV小车数量为12台。由于在实际工作中,AGV小车在工作一定时间后需要进行充电,所以在计算AGV小车数量的时候还要考虑充电备用量,一般是五备一,故前道备用数量为2台,后道备用数量为3台。前道工序循环总共需要12台AGV小车,后道工序循环总共需要15台AGV小车,整个车间合计27台AGV小车。

表2 AGV小车计算表
4 结语
AGV系统在汽车、物流等行业应用较为广泛,但是在光伏行业中的应用才刚刚开始。以500MW太阳能电池生产车间为例,结合AGV系统实施经验,对其进行了AGV系统设计,包括小车结构、导航系统、调度系统、网络搭建、路径规划、车间布局、小车数量计算,为太阳能电池生产车间的全自动化建设提供了参考。
AGV的自动化和柔性化特性非常适合光伏行业,在光伏太阳能电池生产过程中引入AGV系统,打造全自动、无人化的生产车间,一方面可以极大的提高车间的自动化水平,减轻劳动强度,另一方面可以改善产品质量,降低生产成本,是行业发展的一种必然趋势。
