树脂催化合成没食子酸丙酯及工艺优化
2021-03-03刘兰香孙彦琳张雯雯刘义稳陈清龙
董 刚,刘兰香,孙彦琳,李 坤,张雯雯,刘义稳,陈清龙,张 弘*
(1.中国林业科学研究院资源昆虫研究所,国家林业和草原局特色森林资源工程技术研究中心,昆明 650223;2.昆明理工大学化学工程学院,昆明 650500; 3.五峰赤诚生物科技股份有限公司,国家林业和草原局五倍子高效培育与精深加工工程技术研究中心,湖北 宜昌 443413)
没食子酸丙酯 (Propyl gallate, PG)即3, 4, 5-三羟基苯甲酸丙酯,是被世界卫生组织认证批准的一种性能优良的抗氧化剂,被广泛用于食品[1-2]、药品[3-4]、化妆品[5-6]以及饲料[7]等领域,市场需求量巨大。目前,工业化生产没食子酸丙酯主要是以没食子酸[8](GA)与正丙醇(NPA)为原料,以浓硫酸[9-10]和对甲苯磺酸[11-12]作为催化剂进行均相反应,这2种催化剂用量小,催化效率高,但是由于这2种酸都具有强酸性且与反应体系不易分离,存在对设备腐蚀大、废液处理复杂、环保压力大等问题。因此,寻找催化活性和重复利用率高、后处理简单、腐蚀性小和经济绿色的非均相催化剂用于催化合成没食子酸丙酯在工业上具有现实意义。
阳离子交换树脂作为非均相催化剂中的1种,已经大量应用于有机合成反应中[13-15]。本研究选择5种不同种类的阳离子交换树脂用于催化合成没食子酸丙酯,筛选出催化效果较好的树脂,进行单因素实验优化,期望获得催化效率高、回收方便、重复性好的树脂,用于催化合成没食子酸丙酯。同时,基于筛选出的树脂催化剂设计和优化合成没食子酸丙酯的新工艺,为工业生产中所面临的资源浪费、废液排放量大、设备腐蚀严重等问题提供绿色经济的优质解决方案。
1 实验方法
1.1 材料及仪器
Amberlyst®15 WET 树脂(A-15)(陶氏化学公司);732树脂,Amberlyst®HP1110树脂(A-HP1100)(上海麦克林生化科技有限公司);T-62MP树脂(科海思科技有限公司);NKC-9 树脂(江苏色克赛思树脂有限公司);硫酸(四川西陇科技有限公司,AR,质量分数为98.0%);盐酸(国药集团化学试剂有限公司,质量分数为36.5%);草酸(天津风船化学试剂科技有限公司);一水合没食子酸(五峰赤诚生物科技股份有限公司);正丙醇(广东光华科技股份有限公司)。
Tensor-27 傅里叶红外光谱仪,德国布鲁克公司;STA2500热失重检测仪,德国耐驰科学仪器公司;RUKER ASCEND/AVANCE III 600超导核磁共振仪,瑞士布鲁克公司;TripleTOF 5600+高性能串联飞行时间质谱分析系统,美国应用生物系统公司;SU8220型扫描电子显微镜,日本日立公司;BELSORP-Max比表面积分析仪,美国麦奇克有限公司;薄层色谱硅胶板(GF254),青岛海洋化工有限公司;Agilent 1200型高效液相色谱仪,美国安捷伦科技有限公司。
1.2 没食子酸丙酯的合成方法
准确称量3.76 g (0.02 mol)一水合没食子酸(Ⅰ)加入至带有分水器和温度计的两口瓶中,然后分别加入30.00 mL (0.40 mol)正丙醇(Ⅱ)和10.00 mL环己烷,最后加入1.13 g的树脂催化剂。将装置置于油浴锅中,边加热边搅拌至反应液回流[反应式见式(1)]。保持反应温度不变,以乙酸乙酯和甲醇为展开剂(体积比为10∶1),采用薄层色谱法(TLC)来监测反应,当显示原料没食子酸完全消失后停止反应。等待反应混合液冷却至室温后过滤,滤渣经催化剂再生后继续使用;滤液即为含有目标产物没食子酸丙酯粗产品的混合溶液。
(1)
1.3 没食子酸丙酯(Ⅲ)的重结晶和脱色方法
将1.2中得到的滤液进行减压蒸馏除去正丙醇和环己烷,然后向反应瓶中补加适量的纯水,加热至75~80 ℃使固体全部溶解后停止加热,待溶液自然冷却至室温后移至10 ℃的环境中冷却结晶,经过滤得到的淡黄色滤渣即为没食子酸丙酯粗品。按照粗品和水的质量比为1∶3将没食子酸丙酯粗品中加入60.0 ℃温水,加热使溶液温度达到80.0 ℃后,加入为一水合没食子酸质量1/10的活性炭进行脱色,在75 ℃下搅拌脱色30.0 min后,趁热过滤,滤液在10.0 ℃水中冷却结晶,过滤,滤渣在70.0 ℃下真空干燥,得没食子酸丙酯纯品(Ⅲ),参照文献报道的高效液相色谱法(HPLC)[16-17]分析方法对重结晶后的样品的纯度进行定量分析。按照公式(2)计算没食子酸丙酯的收率。
收率=(实际质量m1/理论质量m2)×100%
(2)
1.4 表征方法
样品表征:使用STA2500热失重检测仪以10.0 ℃/min的升温速率来测试样品的熔沸点,取约5.0 mg的样品于干燥恒质量后的陶瓷坩埚中,利用高纯氮气作为保护气(气体流量为80.0 mL/min),测试温度为25.0~800.0 ℃; 使用Bruker Avance 600核磁共振仪对样品进行结构表征,取15.0 mg的样品放入核磁管中,加入0.5 mL的氘代甲醇进行溶解;使用TripleTOF 5600+高分辨质谱仪对样品进行表征,在常压条件下对样品进行电离,然后将离子引入质量分析仪器中进行质谱分析,扫描范围100~1 500 m/z; 采用Tensor-27 傅里叶变换红外光谱仪对样品进行官能团分析,使用KBr压片,测试选用500~4 000 cm-1的波长范围。
催化剂表征:使用SU8220扫描电子显微镜(SEM)对催化剂进行表观形态分析,测定前,将催化剂取少量于导电胶上,用洗耳球吹扫几次使样品分散,然后进行测试,工作电压为15.0 kV。采用BELSORP-Max 比表面积分析仪(BET)对催化剂进行孔隙结构进行分析,将样品在80.0 ℃,10.0 Pa下活化2 h,然后进行测试。
1.5 对照实验
选择目前工业上硫酸催化法制备没食子酸丙酯为对照实验:一水合没食子酸用量为3.76 g (0.02 mol), 正丙醇用量为30.00 mL (0.40 mol), 硫酸的用量为0.38 g(催化剂为反应原料总质量的1.35%),反应液温度为82 ℃, 反应时间为20 h。按照此条件进行反应,没食子酸丙酯的产品收率为91.0%。为了方便成本核算,本研究以反应20 h获得91.0%的收率为目标,筛选树脂催化剂酸化活化的酸种类、酸浓度以及树脂催化剂与浸泡酸的质量比(固液比),并考察树脂催化剂的用量对没食子酸丙酯收率的影响。
1.6 树脂对底物吸附实验
准确称取等质量的3份树脂,1份通过含水率测定换算出其绝对干质量m3,另2份按照树脂活化的方法处理后用于没食子酸丙酯的合成,当反应结束后,按照树脂再生的方法对树脂分别浸泡24和48 h后过滤,回收滤渣并将它们干燥至恒质量,称量吸附后的干质量m4。按照式(3)来计算再生树脂对底物没食子酸及没食子酸丙酯的吸附率。
(3)
2 结果与讨论
2.1 没食子酸丙酯表征
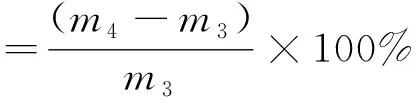
没食子酸丙酯(白色结晶粉末,分子式C10H12O5, 相对分子质量212.2, 产率:91.1%, 熔点150~151 ℃,高效液相色谱法测得没食子酸丙酯的质量分数大于99.9%)。 IRνmax(cm-1): 3 506, 3 340, 2 968, 1 692, 1 615, 1 540, 1 469, 1 408, 1 316, 1 198, 1 039, 995, 868, 770, 745, 644。1H NMR (600, MHz, Methanol-D4),δ:1.00 (3H, s), 1.74 (2H, d,J=7.7 Hz), 4.42 (2H, m), 7.05(2H, m);13C NMR(150 MHz, Methanol-D4),δ:167.24, 145.09, 138.30, 120.35, 108.61, 65.89, 21.81, 9.44。
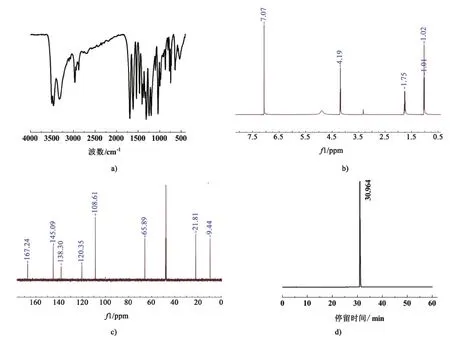
图1 没食子酸丙酯表征 a) 红外光谱;b) 1H NMR谱;c) 13C NMR谱;d) 高效液相色谱Fig.1 Characterization of propyl gallate a) infrared spectroscopy; b)1H NMR spectroscopy; c)13C NMR spectroscopy; d) HPLC spectroscopy
2.2 催化剂表征
为考察A-15树脂催化剂的催化性能与物理结构的关系,对其表观形态和比表面积进行表征。结果如图2a)和2b)所示,树脂粒径约为600 μm,且树脂的表面及内部具有发达的孔隙结构,说明催化剂活性中心可与反应物充分接触,增强催化效果;BET测试的N2吸附脱附的实验结果[图2c)]也证明了该树脂具有大孔结构。
图2 市售A-15树脂表征:a) A-15树脂表面放大SEM(插图为树脂的形貌);b) A-15树脂截面放大SEM(插图为单个树脂的切面);c)N2吸附脱附曲线Fig.2 A-15 resin characterization: a) A-15 resin surface amplification SEM (illustrated as resin morphology); b) resin cross-section amplification SEM(illustrated as single resin section); c) N2 adsorption desorption curve
2.3 不同树脂的催化性能
选择5种常应用于酯化反应的阳离子交换树脂:732树脂、A-15树脂、A-HP1100树脂、T-62MP树脂和NKC-9树脂,分别称取10.0 g树脂于80.0 g浓度为4.0 mol/L的盐酸溶液中浸泡2 h进行酸化活化,过滤,得到的滤渣即为活化后的树脂。将未活化的树脂和活化后的树脂分别按照合成没食子酸丙酯的方法,以催化剂用量为反应原料总质量的13.5%进行反应12 h, 考察不同的树脂及活化操作对没食子酸丙酯收率的影响。
由图3所示,未经活化的凝胶型树脂(732和A-HP1110)对没食子酸丙酯的合成反应没有催化效果,而未经活化的大孔型树脂(A-15、T-62MP和NKC-9)均能催化反应,其中,NKC-9树脂的催化效果最佳,反应12 h收率可达到83.2%。然而,直接将回收NKC-9重复使用2次后,其收率分别下降为71.5%和50.3%, 这是因为随着反应次数的增加,树脂上可用于催化反应的H+减少从而降低其催化效果。
酸化可将树脂上磺酸基末端链接的金属离子置换为H+, 促进催化中心的形成从而增加催化效果。因此,对树脂进行酸化有助于提高它们的催化活性,是一种有效的活化和再生方法。树脂第1次使用前先进行酸化活化,考察活化后树脂的催化效果如图3所示,活化后5种树脂均具有催化效果,其中活化后的A-15树脂具有最佳的催化效果,其催化合成没食子酸丙酯的收率高达87.9%; 但是NKC-9树脂的催化效果较活化前反而降低,其催化合成没食子酸丙酯的收率仅为45.2%, 这可能是因为未活化前NKC-9树脂的含水率较低(<10%), 活化后吸收了大量的水从而降低了单位质量的催化效果。
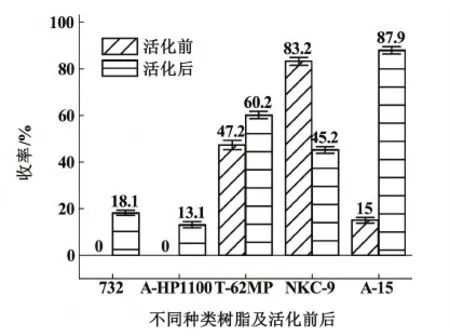
图3 不同树脂活化前后对收率的影响Fig.3 Effect of different resins on yield before and after activation
为了分析5种阳离子交换树脂对没食子酸丙酯合成催化活性差异的原因,对它们的物理结构进行了梳理。结果如表1所示,凝胶型树脂(732和A-HP1110)没有孔隙结构,因此未进行酸化活化处理的凝胶型树脂是没有催化活性的;当酸化活化后凝胶型树脂的表面可能吸附了部分H+, 从而具备了一定的催化效果,但催化效率较低。与凝胶型树脂不同的是,大孔型树脂内部呈现交联网状结构,具有较大的比表面积,因此有利于树脂末端与磺酸基链接的H+释放,加快其与反应物分子接触,从而促进酯化反应的进行。所选择的3种大孔树脂中,催化效果最好的A-15树脂具有较大的全交换量(4.7 mmol/g), 说明在相同的催化剂用量下其拥有更多的活性基团;而且,A-15具有适中的粒径大小(637 μm), 其比表面积是所选树脂中最大的(39.02 m2/g), 有助于反应物分子与催化剂活性基团的充分接触而促进酯化反应的发生[18-20]。因此,本研究选择A-15树脂作为非均相催化合成没食子酸丙酯的催化剂进行深入研究。
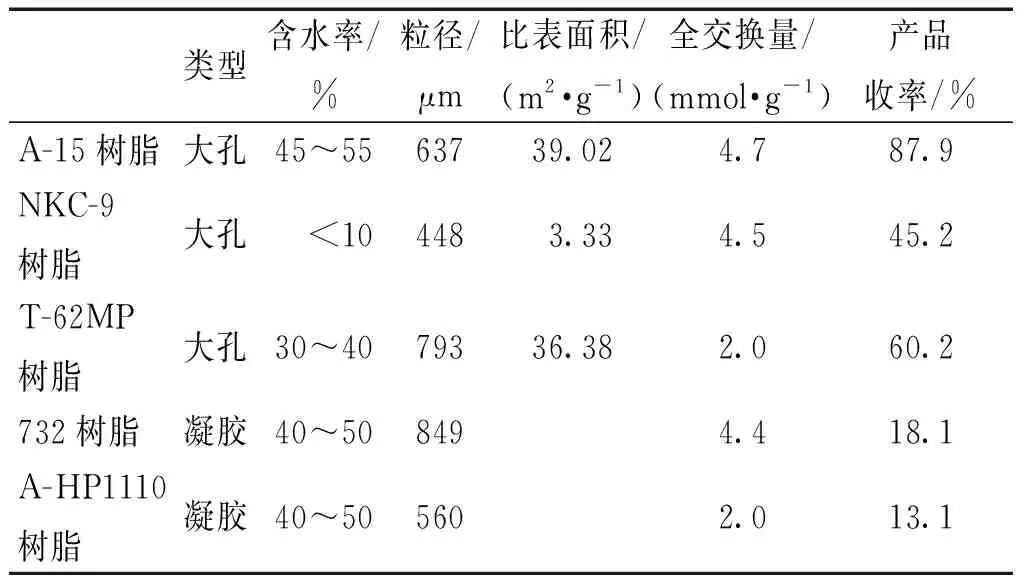
表1 不同树脂的基本性质Table 1 Basic properties of different resin
2.4 A-15树脂负载不同种类的酸对收率的影响
将A-15树脂分别于草酸(1.5 mol/L, 饱和溶液)、硫酸(3.0 mol/L)和盐酸(6.0 mol/L)中浸泡2 h,固液比(质量比,下同)为1∶8,进行酸化活化。然后按照合成没食子酸丙酯的方法,以活化的树脂催化剂用量为反应原料总质量的13.5%进行投料,反应8 h, 考察使用不同类型的酸活化A-15树脂对催化合成没食子酸丙酯收率的影响。
如图4所示,当活化酸中H+浓度(均为6.0 mol/L)相同,盐酸活化后的A-15树脂用来催化合成没食子酸丙酯的产物收率可达92.2%, 其催化效果好于活化酸为硫酸的A-15树脂(80.5%); 草酸是3种活化酸中效果最差的,其酸化活化的A-15树脂用来催化合成没食子酸丙酯的收率仅有5.0%。结果表明,用来活化的酸所含阴离子种类是影响树脂金属离子与H+交换的重要因素[21-22]。因此,选择盐酸作为树脂催化剂活化和再生用的酸。
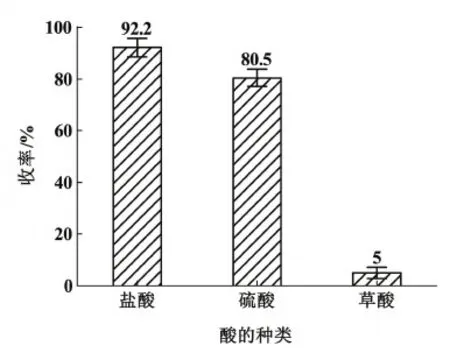
图4 不同的酸对收率的影响Fig.4 Effects of different acid on yield
2.5 盐酸浓度对收率的影响
称取A-15树脂于浓度分别为2.0、3.0、4.0、5.0、6.0、7.0和8.0 mol/L的盐酸溶液中浸泡2 h进行酸化活化,控制固液比为1∶8。按照合成没食子酸丙酯的方法反应,以活化的树脂催化剂用量为反应原料总质量的13.5%进行投料,反应8 h, 考察使用不同的盐酸浓度活化A-15树脂对催化合成没食子酸丙酯收率的影响。
如图5所示,随着盐酸浓度的增加,没食子酸丙酯的收率呈现先增后减的趋势,当盐酸浓度为6.0 mol/L时活化的A-15树脂催化合成没食子酸丙酯的收率最高,可以达到92.2%。究其原因,这是因为在盐酸浓度较低时,无法将A-15树脂的磺酸基末端上金属离子全部置换为H+, 导致体系中活性中心不足,影响催化效果;而当盐酸浓度过大时,A-15树脂表面吸附过量的H+, 导致反应时酸中毒且造成产物水解[21]。因此,考虑成本,A-15树脂酸化活化所用盐酸浓度为6.0 mol/L最合适。
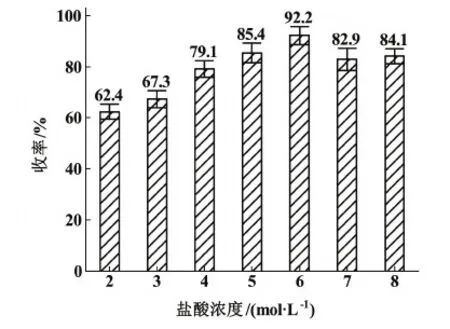
图5 盐酸浓度对收率的影响Fig.5 Effect of hydrochloric acid concentration on yield
2.6 不同固液比对收率的影响
称取10.0 g A-15树脂于不同质量的6.0 mol/L的盐酸溶液中浸泡2 h进行酸化活化,控制树脂催化剂与浸泡酸的质量比(固液比)分别为1∶1, 1∶2, 1∶3, 1∶4, 1∶5, 1∶6, 1∶7, 1∶8。按照没食子酸丙酯合成的方法,以活化的树脂催化剂用量为反应原料总质量的13.5%进行投料,反应12 h, 考察不同固液比下活化A-15树脂对催化合成没食子酸丙酯收率的影响。
如图6所示,随着固液比的不断增大,没食子酸丙酯的收率呈现一种先增加后平稳的趋势,当固液比为1∶2时,没食子酸丙酯的收率可以稳定在91.0%以上,继续增大固液比收率变化不明显。造成这种情况的原因是当固液比较低时,在有限的酸化活化时间内(2 h),A-15树脂上磺酸基末端的金属离子没有被完全置换为H+从而降低了催化效果;而当溶液中的H+可以将A-15树脂上磺酸基末端链接的金属离子全部置换时,催化效果基本稳定,继续增加固液比则不会较大程度地改善A-15树脂的催化效果。因此,本研究选择酸化活化A-15树脂的最适宜固液比为1∶2。
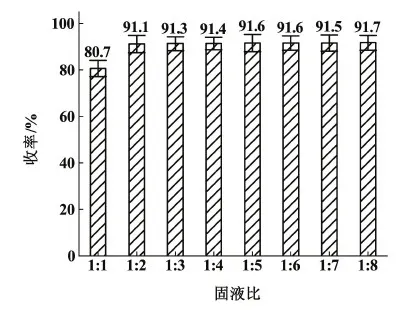
图6 固液比对收率的影响Fig.6 Effect of solid-liquid ratio on yield
2.7 催化剂重复再生与吸附实验
通过以上实验确定了树脂催化剂活化的最适宜条件:取A-15树脂在6.0 mol/L盐酸溶液中浸泡2 h, 固液比为1∶2, 过滤,得到的滤渣即为活化后的树脂催化剂,滤液作为活化酸可反复用于催化剂的再生。活化酸每次使用前通过酸碱中和滴定的方法测定其酸含量,然后根据测量值补加浓盐酸至浓度6.0 mol/L。
将酯化后的树脂催化剂进行回收再生,再生的方法与活化方法相同。通过催化剂再生可以将树脂上吸附的金属离子及反应混合物置换出,以恢复树脂原有的催化效果。再生后的树脂催化剂循环用于没食子酸丙酯的合成。考察树脂催化剂可重复再生的次数以及对没食子酸丙酯收率的影响。
如图7所示,树脂催化剂经过再生可以稳定反应至少40次,40次的平均收率约为91.0%。树脂在每次使用后会出现少量的破碎,但对没食子酸丙酯的收率影响较小,随着树脂使用次数的增加,树脂的破碎情况也随之增加。本实验通过过筛的方式(筛孔目数为24~27目,筛孔大小为589~701 μm)回收完整树脂待用,已破碎的树脂通过打碎成粉的方式进行处理后可以用于涂料及塑料的原材料[23-24]。值得说明的是,树脂再次用于反应前需对其进行称质量并补加至恒质量以达到最佳的催化效果。
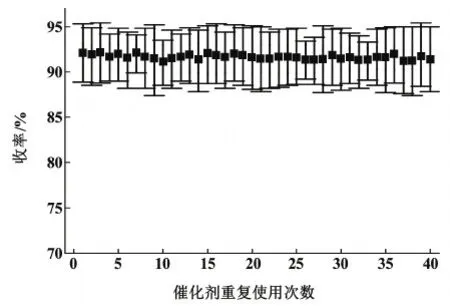
图7 催化剂重复使用次数对收率的影响Fig.7 Effect of reuse number of catalysts on yield
吸附实验结果表明通过树脂再生,树脂对没食子酸及没食子酸丙酯等底物的吸附率仅有1.15%和2.46%,说明通过树脂再生可以有效地降低树脂对没食子酸及没食子酸丙酯的吸附量,以保证其再次用于反应的催化效果。
2.8 催化剂用量对收率的影响
按照没食子酸丙酯合成的方法,以活化的树脂催化剂用量为反应原料总质量的1.35%,2.71%,4.06%,5.42%和6.77%(催化剂用量折合为没食子酸质量则分别为10%,20%,30%,40%和50%)进行投料,反应20 h,考察不同催化剂用量对没食子酸丙酯收率的影响。
如图8所示,随着催化剂用量的增加,没食子酸丙酯的收率也随之增加。这是因为合成没食子酸丙酯的反应是一个可逆过程,适当地增加催化剂用量有助于反应中间体的形成从而促进反应速率。而当催化剂用量为反应原料总质量的4.06%时,反应20 h,原料没食子酸已完全消耗,此时没食子酸丙酯的收率达到92.1%,继续增加催化剂的用量,没食子酸丙酯的收率变化不大。因此,树脂催化剂的最适宜用量为反应原料总质量的4.06%。
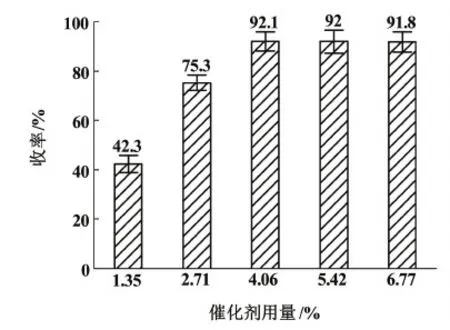
图8 催化剂用量对收率的影响Fig.8 Effect of catalyst dosage on yield
2.9 原辅料消耗估算
按照A-15树脂可回收再生使用40次进行核算,每合成1.000 0 t的没食子酸丙酯,需消耗一水合没食子酸0.980 0 t,正丙醇0.440 0 t,A-15树脂0.005 9 t,浓盐酸0.036 0 t。作为对照实验的浓硫酸催化法,每合成1.000 0 t的没食子酸丙酯,需要消耗0.098 0 t的浓硫酸。以此对2种催化剂的原辅料消耗量进行估算(表2)。

表2 合成单位质量(t)的没食子酸丙酯的原辅料消耗表Table 2 Raw material and auxiliary material consumption table of synthetic unit mass (t) propyl gallate
由表2可知,采用A-15树脂非均相催化合成1.000 0 t没食子酸丙酯的催化剂成本约为0.033 34万元(约占总原辅料消耗的0.41%),相比浓硫酸法的催化剂成本0.009 31万元(约占总原辅料的0.12%)稍高。然而,每合成1.000 0 t的没食子酸丙酯,浓硫酸作为催化剂时所产生的废酸排放量约为0.098 0 t, 远远大于树脂催化剂时排放的0.036 0 t; 工业上为使废液达到排放标准,需要向其加入大量的碱性物质进行中和,因此硫酸催化法会产生大量的无机盐,间接产生更高的三废和人工成本。
2.10 放大(中试)实验
按照树脂活化及没食子酸丙酯的合成方法,以一水合没食子酸的用量为5.00 kg, 正丙醇用量为31.95 kg, 环己烷用量为10.38 kg, 催化剂用量为反应原料总质量的4.06%进行投料,通过实验室阶段重复5次以上,该催化剂可用于催化没食子酸丙酯的稳定合成,没食子酸丙酯的收率可以稳定在91.00%左右。
2.11 树脂催化合成没食子酸丙酯的工艺
如何处理好“工业三废”的排放及循环利用,是所有的化工企业保证生产的前提。本研究围绕三废处理及回收利用,对树脂催化合成没食子酸丙酯进行工艺设计及优化得到了如图9所示的工艺路线。
如图9所示,树脂非均相催化合成没食子酸丙酯的工艺中可实现滤液和A-15树脂的回收再利用,在降低原辅料消耗的同时,也可以降低三废的排放,满足绿色、环保、经济的生产要求。
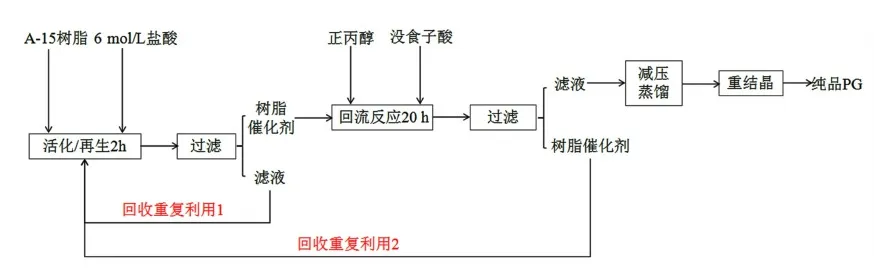
图9 树脂催化合成没食子酸丙酯的工艺路线Fig.9 Process for catalytic synthesis of propyl gallic acid by resin
3 结论
1)树脂催化剂活化和再生的最适宜条件为:A-15树脂与6.0 mol/L盐酸固液比为1∶2, 活化时间为2 h。用此方法活化后的A-15树脂催化通过再生可至少重复使用40次。
2)经盐酸活化后的A-15树脂非均相催化合成没食子酸丙酯的最适宜中试条件为:一水合没食子酸用量为5.0 kg, 正丙醇用量为31.95 kg, 环己烷用量为10.38 kg, 树脂催化剂用量为反应原料总质量的4.06%; 反应20 h, 没食子酸丙酯的收率稳定在91.0%左右,经高效液相色谱法检测产品质量分数大于99.9%。
3)与传统的硫酸均相催化法相比,A-15树脂非均相催化合成没食子酸丙酯法具有催化效率高、反应稳定、树脂催化剂再生方法简单、回收方便、重复使用次数高,反应液对设备的腐蚀性较小,废液排放量较少等优点,具有潜在的工业化应用价值。
